Окончательное руководство по трубогибу (2023 Обновлено)
Вы когда-нибудь задумывались, как с точностью создаются сложные формы труб? В этом руководстве раскрываются секреты трубогибов, исследуются их типы, механизмы и области применения. Благодаря советам опытных инженеров-механиков вы узнаете об инновациях, совершающих революцию в промышленности, и научитесь выбирать трубогиб, соответствующий вашим потребностям.
Трубогиб - это машина для гибки труб, которая может быть разделена на типы с числовым программным управлением и гидравлические. Эти станки широко используются в различных отраслях промышленности, таких как энергетическое строительство, строительство железных и автомобильных дорог, мостов, судов и т.д.
В отличие от листогибочных машин, трубогибы в основном используются для гибка стали трубы. Они широко используются в энергетике, строительстве железных дорог, котлов, мостов, кораблей, мебели и декора, а также в других сферах прокладки трубопроводов и строительства.
Трубогибы также считаются важным оборудованием в трубной промышленности. Они выполняют множество функций, имеют хорошо продуманную конструкцию и просты в эксплуатации.
Что такое трубогибочный станок?
Трубогиб - это станок, предназначенный для гибки труб. Обычно он используется для сгибания полых или цельных труб из твердых материалов в различные формы, включая углы и изгибы. Сюда входят гибка железных труб, стальных труб, труб из алюминиевых сплавов и т.д.
Трубогибы можно разделить на два типа: Трубогибы с ЧПУ и гидравлические трубогибы. Они широко используются при строительстве электростанций, автомобильных и железных дорог, прокладке и ремонте трубопроводов, в котельных, мостах, на кораблях, в мебельной, декоративной и других отраслях промышленности.
Трубогиб обладает рядом преимуществ, среди которых многофункциональность, разумная структура и простота эксплуатации.
Типы Трубогибы
Трубогиб - это машина, используемая для сгибания труб в различные формы, такие как двутавровые балки, швеллеры, уголки, проволока и другие. Он также может формировать бухты, U-образные трубы, полутрубы и бухты. К категории трубогибов относятся гидравлические электрические гибочные машины, горизонтальные гидравлические трубогибы и многофункциональные прокатные трубогибы.
Электрический трубогиб работает от электричества и приводится в движение двигателем, переключателем скоростей и цепной передачей. С другой стороны, гидравлический трубогиб разлагает операция гибки в приводной зажим для втягивания с помощью гидравлического давления, изгиб трубы назад, вспомогательное движение вперед и назад, подача и втягивание сердечника.
Гидравлический трубогиб - это автоматический гибочный станок с общей плоской намоткой, обладающий такими преимуществами, как многофункциональность, разумная структура, простота эксплуатации, удобство перемещения и быстрая установка. Он используется в электроэнергетике, строительстве автомобильных и железных дорог, котлов, мостов, кораблей, мебели, декорировании и т.д.
Трубогиб с ЧПУ, напротив, использует серводвигатель вместо гидравлики и может управлять подачей и втягиванием, поворотом угла наклона, гибка труб и втягивание, вспомогательное движение вперед и назад и подъем головы. Разница между трубогибом с ЧПУ и гидравлическим трубогибом заключается в непрерывном производстве, точности обработки и трехмерном формировании трубных фитингов.
Трубогиб с числовым программным управлением может выполнять гибку с одним или двумя радиусами гиба для труб в холодном состоянии и широко используется для гибки различных трубных фитингов и проводов в таких отраслях, как автомобилестроение и кондиционирование воздуха.
Существует два метода гибки трубного трубогиба:
1. Холодная гибкаВ том числе гидравлический трубогиб, электрический трубогиб и трехвалковый гибочный станок;
2. Горячая гибкаПредставленная модель - среднечастотный трубогиб.
Принцип работы трубогибочного станка
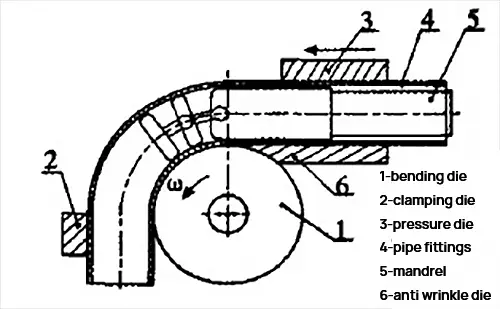
По способу гибки трубы можно разделить на листогибочные, роликовые, листогибочный пресс, и гибка по кругу. Из них гибка по окружности относительно легко поддается автоматизации, поэтому в настоящее время гибочные станки в основном предназначены для этого метода. Принцип процесса гибки показан на схеме.
Процесс гибки осуществляется с помощью гибочный штамп, зажимной штамп и прижимной штамп. Гибочный штамп установлен на шпинделе, в то время как зажим Штамп фиксирует трубные фитинги, предотвращая их осевое перемещение. Прижимной штамп состоит из направляющего и последующего штампов. Во время процесса гибки направляющий штамп оказывает соответствующее давление на штамп для предотвращения морщин на трубные фитинги, а последующий штамп перемещается вместе с трубными фитингами. Оправка также используется для заполнения внутренней полости заготовки и предотвращения образования морщин, сплющивания, утончения и других дефектов в процессе гибки.
Шпиндель вращается, и труба формируется, наматываясь на гибочный штамп. Процесс также включает подачу заготовки, подготовку места для следующего изгиба и т.д. Сайт радиус изгиба определяется радиусом гибочного штампа, и различные радиусы гибки могут быть достигнуты простой заменой гибочного штампа на штамп другого радиуса.
Структура и принцип работы автоматического трубогиба и электрогидравлического трубогиба:
Гидравлическая система трубогиба состоит из электрического масляного насоса, масляных труб высокого давления, быстроразъемных соединений, рабочего цилиндра и плунжера. Локтевая часть станка включает в себя верхнюю цветочную пластину, нижнюю цветочную пластину, головку штампа и ролик. Электрический масляный насос вырабатывает масло под высоким давлением, которое направляется в рабочий цилиндр по масляным трубам высокого давления. Масло под высоким давлением приводит в движение плунжер в рабочем цилиндре, создавая тягу, в результате чего происходит изгиб локтевой части.
Особенности трубогиба
Трубогиб использует сенсорный экран, дополненный модулем числового управления, и оснащен диалоговым типом управления для легкой настройки программы. Его конструкция устойчива и не поддается деформации.
Каждый файл может хранить 16 углов изгиба, а в памяти можно хранить 16 наборов файлов. Функция позиционирования с низкой скоростью и стабильная угол изгиба обеспечивают точность повторения ±0,1°.
В случае ошибки на экран будет выведено сообщение, которое поможет оператору немедленно устранить проблему. В комплект поставки прибора также входит научно-исследовательское программное обеспечение для преобразования значений обработки труб в координаты, которое можно приобрести и установить на настольный компьютер для редактирования и расчетов.
Преимущества и недостатки трубогибочного станка
При использовании трубогиба масло под высоким давлением из электрического масляного насоса подается в рабочий масляный цилиндр через масляную трубу высокого давления. Масло под высоким давлением толкает плунжер в рабочем масляном цилиндре, создавая тягу, и труба сгибается через гибочные детали.
Трубогиб имеет ряд преимуществ:
В нем используется сенсорный экран и модуль цифрового управления с диалоговым управлением, что делает настройку программы простой и удобной.
Конструкция кровати стабильна и не подвержена деформации.
Мобильный ножной переключатель имеет три функции: автоматический запуск, аварийная остановка и аварийный останов, обеспечивая высокую безопасность.
Есть возможность выбора ручного, полуавтоматического и полного цикла.
Головка машины и локоть имеют элегантный дизайн, обеспечивающий идеальное пространство для локтя.
Система циркуляции холода большой мощности обеспечивает стабильную работа машины.
Форму легко заменить, что обеспечивает гибкость производства.
Во время обработки на экране мобильного контроллера отображается текущее значение обработки локтя, можно установить одношаговое действие, работу в половинном цикле и работу в полном цикле.
Трубогиб используется в основном для гибки труб.
Это оборудование широко используется в таких отраслях, как дорожное строительство, автомобилестроение и судостроение.
Трубогиб отличается высокой стабильностью, удобством эксплуатации и обслуживания, низким уровнем шума при работе, повышенной безопасностью и экологичностью.
Части и функции трубогибочного станка
Трубогиб широко используется в нашей повседневной жизни, но многие из нас не знают, из чего он состоит.
Сейчас я познакомлю вас с основными компонентами трубогиба.
Полностью автоматическая кровать:
Станина имеет сварную раму шпинделя из стального швеллера, верхняя и нижняя опорные пластины шпинделя закреплены на станине толщиной 15 мм. стальная пластина рама.
Компонент системы:
В качестве компонента гидравлической системы могут использоваться как коммерческие аксессуары, так и аксессуары для авиационной гидравлики.
Компонент трансмиссии:
Компонент трансмиссии включает в себя масляный цилиндр, стойку, шестерню и трансмиссионный вал.
Компонент плесени:
Компонент пресс-формы представляет собой поддерживающий инструмент, изготовленный из подшипниковая сталь или рулонной стали, в зависимости от диаметра поверхности, и подвергается термообработке для достижения твердости HRC48~52.
Зажимной компонент:
Гидравлический зажимной узел состоит из подвижной пластины, коромысла и гидравлического цилиндра. Расширение и сжатие цилиндра приводит в движение коромысло.
Электрические компоненты.
Технология трубогибов
Трубогиб сопоставим с листогибочными станками.
Когда труба подвергается чистому изгибу под действием внешнего момента M, внешняя стенка нейтрального слоя испытывает растягивающее напряжение σ1 и становится тоньше, а внутренняя стенка нейтрального слоя испытывает сжимающее напряжение σ1 и становится толще.
В результате совместного действия сил F1 и F2 форма поперечного сечения трубы становится приблизительно эллиптической. Если деформация чрезмерна, на внешней стенке могут образоваться трещины, а на внутренней - морщины.
Степень деформации трубы зависит от относительного радиуса изгиба (R/D) и относительной толщины (T/D); чем меньше значения R/D и T/D, тем больше степень деформации.
Чтобы сохранить качество трубных фитингов в процессе формовки, важно контролировать степень деформации в допустимых пределах. Способность трубы к изгибу зависит не только от механических свойств материала и метода гибки, но и от требований, предъявляемых к трубопроводной арматуре.
Предел формовки трубогиба
Пределы формовки трубных фитингов должны учитывать следующие соображения:
Максимальная деформация удлинения в зоне боковой деформации растяжения нейтрального слоя не должна превышать допустимого значения пластичности материала, чтобы избежать разрыва.
Во внутренней зоне деформации сжатия нейтрального слоя тонкостенная структура, подвергающаяся тангенциальному сжимающему напряжению, не должна превышать порог нестабильности, чтобы предотвратить образование морщин.
Если фитинг требует определенной степени эллиптичности, предел формовки должен контролироваться для получения желаемого искажения.
Если к трубопроводной арматуре предъявляются требования по прочности для выдерживания внутреннего давления, предел формовки должен контролироваться для предотвращения чрезмерного утонения толщины стенки.
Запчасти для трубогибов
Коромысло обеспечивает соответствие радиуса изгиба трубы требуемым характеристикам, а зажимное седло ограничивает отскок стальной трубы в процессе гибки.
Насосная станция состоит из двух частей: высокого и низкого давления, которые обеспечивают питание направляющего ролика, седла зажима коромысла, масляного цилиндра, толкающего устройства, картонной плиты тележки и выпрямляющего ролика.
Устройство направляющих роликов состоит из двух комплектов направляющих роликов, рамы и зажимного устройства. система передачи. Открытие и закрытие направляющих роликов осуществляется с помощью гидравлической силы и предназначено для обеспечения горизонтального направления изгиба стальной трубы в сочетании с коромыслом.
Приводное устройство обеспечивает источник питания для нажимного устройства.
Выпрямляющий ролик предотвращает вертикальную деформацию в процессе гибки, а использование плавающего приспособления против эллипса обеспечивает соответствие эллипса стальной трубы требуемым характеристикам после гибки.
Устройство Push Device (состоит из автомобиля, кровати, трансмиссионный вал, тяговая цепь и т.д.) продвигает стальную трубу вперед, позволяя ей изгибаться под воздействием коромысла и направляющего ролика.
Меры предосторожности при работе с трубогибом
(1) См. руководство по эксплуатации электронасоса.
(2) Сначала вкрутите рабочий цилиндр во внутреннюю резьбу квадратного блока так, чтобы задний конец цилиндра был установлен на опорном колесе.
(3) Выберите головку штампа по диаметру трубы, установите ее в плунжер, совместите два ролика с соответствующим пазом на головке штампа, поместите в отверстие цветочную доску соответствующего размера, накройте ее верхней цветочной доской, вставьте трубу в паз, а затем оттяните активный конец трубки высокого давления с быстроразъемным соединением и установите его на соединитель рабочего цилиндра. Наконец, затяните винты для спуска масла на электрическом масляном насосе, чтобы начать процесс гибки.
По окончании гибки ослабьте винт для выпуска масла, и плунжер автоматически вернется в исходное положение.
Примечания:
(1) См. руководство по эксплуатации электронасоса.
(2) Не снимайте быстроразъемный соединитель во время загрузки.
(3) В качестве рабочей среды в станке используется масло, поэтому важно проводить тщательную очистку и техническое обслуживание масло- и трубогибов, чтобы предотвратить засорение или утечку, которые могут повлиять на его работу.
Применение электрогидравлики (электрический трубогиб):
Автоматический трубогиб подходит для использования при монтаже и обслуживании труб в различных условиях, включая заводы, склады, доки, здания, железные дороги, автомобили и т.д.
Помимо возможности гибки труб, трубогибочный компонент (масляный цилиндр) может быть отсоединен и использован в качестве отдельной гидравлической машины для домкратирования труб.
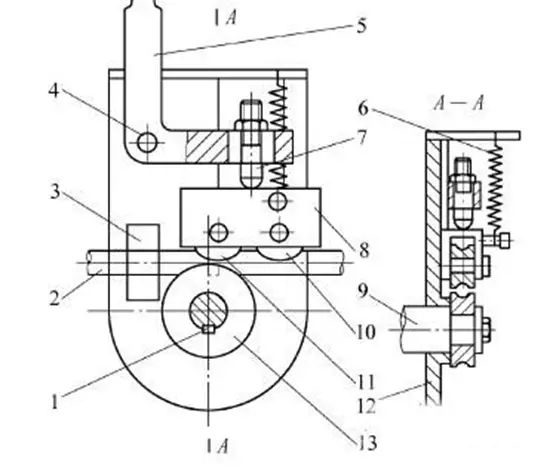
Конструкция трубогиба
Ключ
Стальная труба
Зажим для стальной трубы
Ось штыря
Ручка
Весна
Регулировочные винты
Сиденье на роликах
Шпиндель
Направляющий шкив
Колесо прокатного пресса
Проигрыватель
Модуль для гибки труб
(1) ГИБОЧНЫЙ ШТАМП
Установка:
снимите фиксирующую гайку гибочного штампа против часовой стрелки.
установите гибочный штамп, а затем зафиксируйте гайку крепления гибочного штампа.
(2) ЗАЖИМНОЙ ШТАМП
Установка:
потяните зажимную плашку для фиксации центрирующего вала.
установите зажимную матрицу, затем вставьте фиксированную оправку.
Регулировка:
A. Зафиксируйте и отпустите зажимное седло, затем переведите панель управления в ручной режим. Нажмите кнопку зажима до конца пути зажима. (В этот момент между зажимными плашками колес должен оставаться зазор, который можно отрегулировать с помощью регулировочного винта зажимного седла).
B. Отрегулируйте винт регулировки зажимного седла так, чтобы зажимная матрица и гибочная матрица были полностью герметичны.
C. Нажмите кнопку назад, чтобы выдвинуть зажимную матрицу, затем отрегулируйте зажимной винт, повернув его примерно на 1/2 - 1/4 окружности по часовой стрелке.
D. Наконец, зафиксируйте неподвижную гайку на зажимном седле.
(3) Напорный диэлектрик
Установка:
A. Выверните винт крепления прижимной плашки, затем вставьте прижимную плашку.
B, зафиксируйте винты направляющей формы.
Регулировка:
A. Зафиксируйте и отпустите зажимное седло, затем переведите панель управления в ручной режим. Нажмите кнопку зажима до конца пути зажима. (В этот момент между зажимными плашками колес должен оставаться зазор, который можно отрегулировать с помощью регулировочного винта зажимного седла).
B. Отрегулируйте винт регулировки зажимного седла так, чтобы зажимная матрица и гибочная матрица были полностью герметичны.
C. Нажмите кнопку назад, чтобы выдвинуть зажимную матрицу, затем отрегулируйте зажимной винт, повернув его примерно на 1/2 - 1/4 окружности по часовой стрелке.
D. Наконец, зафиксируйте неподвижную гайку на зажимном седле.
(4) Оправка
Установка:
A. Вставьте оправку в стержень по часовой стрелке.
B. Затем закрепите винты оправки.
(Обратите внимание, что оправка должна быть направлена в сторону сгиба)
Работа трубогиба
Станок должен быть надлежащим образом заземлен с помощью провода размером не менее 4 мм2 из гибкого медного шнура. Диапазон напряжения источника питания не должен выходить за пределы указанного диапазона, а цепь управления не должна проверяться трамблёром, так как это может привести к повреждению устройства.
При установке или снятии разъемов не тяните за провода или кабели, так как это может привести к разрыву сварки.
Концевые выключатели, датчики и т.д. не должны подвергаться ударам твердыми предметами.
Избегайте столкновения с острыми предметами на устройстве отображения.
Электрический блок должен находиться в хорошо проветриваемом помещении, его нельзя использовать в пыльной или агрессивной газовой среде.
Не вносите личные изменения в входные и выходные клеммы ПК.
При смене источника питания станка необходимо повторно проверить двигатель.
Станок должен содержаться в чистоте, особое внимание следует уделять зажимному блоку и скользящему блоку, чтобы убедиться, что в них нет посторонних предметов.
Регулярно смазывайте цепь и другие скользящие части.
Во время чистки и обслуживания необходимо отключить электропитание.
Подготовка: Перед запуском проверьте уровень масла, чтобы убедиться, что он находится на указанной линии, убедитесь, что все точки смазки были соблюдены, и проверьте вращение двигателя. Проверьте масляный насос на наличие необычных звуков и проверьте герметичность гидравлической системы после запуска (угловой энкодер не должен смазываться во время работы).
Регулировка давления: Используйте электромагнитный переливной клапан для регулировки давления до необходимого рабочего давления, как правило, не выше 12,5 МПа.
Регулировка пресс-формы: При установке пресс-формы необходимо отцентрировать пресс-форму и зажимной блок, которые регулируются с помощью болтов. Для центрирования блока форсирования и матрицы блок форсирования регулируется. Чтобы отцентрировать стержневую головку и матрицу, ослабьте болт стержня, отрегулируйте центр, а затем затяните болт.
Безопасность ОперацияМеры предосторожности при работе с трубогибом
При работе трубогибочного станка следите за тем, чтобы никто не входил в пространство в зоне действия вращающегося рычага. Во время работы станка всем сотрудникам должно быть запрещено входить в зону вращающегося рычага и трубопроводной арматуры.
В гидравлической системе трубогиба используется обычное гидравлическое масло YA-N32 (обозначение 20), его следует менять раз в год, одновременно очищая фильтр.
Регулировку трубогиба или штампа должен выполнять только уполномоченный персонал, причем один человек не должен выполнять регулировку в одиночку. Второй оператор должен находиться у шкафа управления.
При регулировке трубогиба или движении на пустой машине снимите оправку.
При ручной регулировке скорости цилиндра вращающийся рычаг должен быть повернут на угол более 900, а скорость регулировки должна быть синхронизирована с линейной скоростью края поворотного колена. Запрещается настраивать скорость выше, чем скорость края поворотной пресс-формы в ручном режиме.
Регулярно проверяйте натяжение цепи, чтобы через некоторое время она стала эластичной и целостной.
При использовании режима автоматической гибки керна, возврате прежнего гибочного рычага оператор должен убедиться, что головка керна находится в трубе или что вал керна не заблокирован, иначе головка керна или стержень керна могут погнуться или сломаться.
После использования отключите питание, очистите и смажьте машину надлежащим образом.
Регуляризация типа трубы с изгибом
При проектировании выхлопной трубы избегайте больших дуг окружности, произвольных изгибов и составных изгибов, где дуга окружности превышает 180°.
Большие круговые дуги не только увеличивают объем работы, но и ограничены размерами трубогиба.
Необоснованные конструкции с произвольными кривыми и составными изгибами препятствуют механизации и автоматизации, затрудняя освобождение операторов от тяжелого ручного труда.
Дуга более 180° делает невозможным разгрузку трубогиба.
Скорость гибки трубогибочного станка
Основное влияние на качество формования оказывает скорость гибки:
Если скорость слишком высока, то на изогнутых частях воздуховодов легко образуются плоские пятна, и округлость может не соответствовать требованиям, что приведет к шнуровке и поломке воздуховодов.
Если скорость слишком низкая, легко вызвать смятие катетера и скольжение прессующего блока, а большая труба может образовать проточенную часть раковины.
Чтобы определить максимальную скорость гибки станка, оптимальная конечная скорость гибки должна составлять 20-40% от максимальной скорости гибки трубогиба.
Стандартизация радиуса гибки трубогиба
Радиус изгиба должен быть выбран таким образом, чтобы обеспечить как "одна труба и одна матрица", так и "несколько труб и одна матрица".
Если труба имеет только несколько положений изгиба или несколько углов изгиба, то радиус изгиба может быть только один, поскольку модуль трубогибочного станка не может быть изменен в процессе гибки. Это известно как "одна труба соответствует одной матрице".
Однако при использовании "одной матрицы для нескольких труб" трубы одинакового диаметра должны иметь одинаковый радиус гибки, а для гибки труб разной формы следует использовать одни и те же модули. Это позволяет сократить количество необходимых модулей.
Оправка для гибки труб и ее расположение
В процессе гибки используется оправка, которая поддерживает внутреннюю стенку радиуса гиба трубы и предотвращает ее деформацию. Без оправки трудно гарантировать качество гибки труб.
Существует множество типов оправок, включая цилиндрические оправки, универсальные оправки с одной, двумя, тремя и четырьмя головками, а также оправки с одной и несколькими головками.
Положение оправки в процессе формовки труб имеет определенное влияние. Теоретически, тангенс оправки должен быть на одном уровне с тангенсом гибочного штампа. Однако большое количество экспериментов показало, что продвигать оправку на 1-2 мм лучше, и качество гибки в этой точке идеально.
Конечно, если оправка перемещается слишком сильно, это может привести к появлению так называемой "гусиной головы" на внешней стенке изогнутой детали.
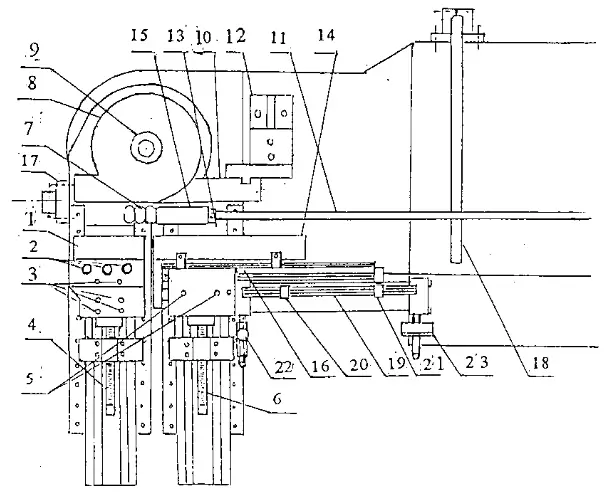
Как установить пресс-форму автоматического трубогиба с ЧПУ?
Вспомогательный клапан для регулирования скорости нажатия
установочный винт гильзы пресс-формы
гибочный штамп
стержень оправки
направляющая пресс-форма
сиденье с ограничителем
вспомогательный толкающий передний ограничитель
вспомогательный манометр
регулировочный винт гильзы пресс-формы
Фиксатор и крышка для гнутых форм
Сиденье с пластиной против морщин
оправка
удерживающая планка
вспомогательное ограничение обратного хода
Заблокируйте гибочный штамп и колпачок (9) по часовой стрелке, ослабьте и снимите его. После замены требуемой гибочной головки заблокируйте гибочную головку и колпачок.
Установка главной зажимной матрицы
Чтобы заменить требуемую зажимную матрицу, сначала снимите штифтовой вал (2) основной зажимной матрицы, замените его требуемой зажимной матрицей и вставьте штифтовой вал. Затем ослабьте крепежный болт (3) основания зажимного штампа, включите главный зажим с помощью экрана ручного режима, поверните регулировочный винт зажимного штампа (4) и переместите его вперед, пока зажимной штамп не будет зажат на гибочном штампе. Затем нажмите на главный зажим, чтобы освободить зажим, и поверните регулировочный винт зажимной матрицы вперед на 1/3 или 1/2 оборота. Наконец, заблокируйте крепежные винты основания зажимного штампа.
Установка направляющей зажимной плашки
Чтобы установить направляющую матрицу, следуйте тому же методу, что и выше, но отрегулируйте усилие зажима так, чтобы оно было немного слабее, чем у основной зажимной матрицы.
Если во время гибки труба сморщилась, переместите регулировочный винт гильзы пресс-формы вперед примерно на 1/4 оборота, а затем попробуйте согнуть трубу снова, пока не исчезнут морщины.
Во время испытания на гибку необходимо следить за тем, чтобы скорость продвижения вспомогательного толкателя была синхронизирована со скоростью гибки.
Установка и регулировка штока оправки и седла цилиндра оправки
Для установки бусины оправки (7) вкрутите стержень оправки (11) в стержень оправки (15) и соедините оправку с поперечным шарниром цилиндра оправки.
Общий метод регулировки заключается в том, чтобы передний конец стержня оправки выходил за центральную точку касания гибочного штампа на 2-5 мм (в зависимости от диаметра гибочного штампа; чем больше диаметр, тем больше расстояние за точкой касания, а чем меньше диаметр, тем наоборот).
Седло цилиндра оправки должно быть установлено на направляющей цилиндра оправки, а направляющая цилиндра оправки должна быть оснащена шкалой.
Указатель указывает на радиус гибочного штампа, поэтому при замене гибочного штампа необходимо соответствующим образом отрегулировать посадочное место цилиндра оправки.
Установка устройства для борьбы с морщинами
Морщиностойкая пластина (10) закрепляется на морщиностойком седле (12), при этом дугообразное седло морщиностойкой пластины располагается близко к гибочному штампу (8). Передний конец должен быть как можно ближе к центру колесной матрицы, а задний конец морщиностойкой пластины должен быть параллелен направляющей матрице с разницей в 1-2 градуса, чтобы уменьшить трение между морщиностойкой пластиной и заготовкой.
Обращение и установка трубогиба
Обработка:
Весь станок можно поднять, продев стальную проволоку через дно станка.
В месте контакта стального каната со станком следует положить хлопчатобумажную пряжу или ткань, чтобы не повредить поверхность корпуса станка.
Во время работы с устройством движущиеся части должны быть закреплены, чтобы предотвратить их перемещение и столкновение.
Установка:
Станок должен быть установлен непосредственно, а уровень оборудования может быть отрегулирован с помощью регулировки демпфирующего блока на подножке станка.
Положение масляный радиатор относительно станка следует определять в зависимости от фактического рабочего положения.
Подготовка к вводу в эксплуатацию:
Перед началом работы оператор должен внимательно прочитать инструкцию и ознакомиться с мерами предосторожности, рабочими характеристиками и эксплуатационными параметрами станка.
Подключите кабель между блоком управления и хостом.
Добавьте гидравлическое масло в масляный бак до центральной линии указателя уровня масла.
Добавьте механическое масло № 20 в револьверный корпус и коробку передач до центральной линии указателя уровня масла.
Впрысните смазку в скользящий блок линейной направляющей и различные масляные чашки.
Проверьте, нет ли посторонних предметов на дорожках движущихся частей и вокруг них.
После подключения питания нажмите кнопку запуска гидравлического мотора (мотор) и быстро нажмите кнопку аварийного останова (fstop), и посмотрите, соответствует ли направление движения мотора метке направления. Если нет, отрегулируйте проводку питания и повторите попытку.
Проверьте давление в гидравлической системе (после запуска гидромотора нажмите на сердечник электромагнитного переливного клапана с помощью соответствующих инструментов), при этом указанное значение на манометре должно быть менее 14 МПа (обычно регулируется при выходе с завода).
Применение трубогибочного станка
Применение трубогиба в производстве энергетического оборудования:
На фоне растущего дефицита мировых ресурсов и повышения цен на нефть спрос на оборудование для производства электроэнергии становится все более очевидным.
В процессе производства энергетического оборудования затраты только на трубогиб с ЧПУ очень значительны.
Применение трубогибочного станка в производстве пресс-форм:
В процессе производства пресс-формы для трубогиба, NC пресс-форма для трубогиба используется практически во всех звеньях, таких как формовочная пресс-форма, горячая пресс-форма, холодная пресс-форма, пластиковая пресс-форма и т.д.
Кроме того, автомобильная промышленность, производство наладочных поездов, общее машиностроение и производство мебели стали основными пользователями пресс-форм для трубогибов с ЧПУ.
Применение трубогиба в аэрокосмической промышленности:
В этой отрасли трубогибы обычно используются для гибки конструктивных элементов самолетов; эти конструктивные элементы, как правило, имеют большой объем, и в прошлом широко использовался алюминиевый сплав.
С расширением областей применения титанового сплава и композитных металлических материалов требования к трубогибочному станку с ЧПУ становятся все выше и выше.
Что такое Цена трубогибочного станка?
Конфигурация гидравлического трубогиба играет важную роль в определении цены. Существует поговорка, что цена равна товару. У каждой цены есть свои причины и требования.
Пользователям, которым требуется высокая точность гибки и эффективность работы гидравлического трубогиба, очень важно качество. Качество определяется внутренней конфигурацией оборудования.
Для некоторых клиентов очень важна цена, но они также предъявляют определенные требования к качеству. Сложно найти компромисс между ними.
В настоящее время большинство трубогибов на рынке варьируются от 3000 до 100 000 юаней, а конкретное предложение зависит от толщины стенки и радиуса изгиба материала.
Как использовать трубогибочный станок?
Регулировка станка:
Чтобы добиться желаемой геометрической формы гнутой трубы, выберите пресс-форму, исходя из внешнего диаметра, толщины стенки и радиуса изгиба трубы, а затем настройте соответствующие детали.
Угол изгиба:
Введите требуемый угол на экране управления в соответствии с потребностями пользователя (см. инструкцию к электроприбору).
Регулировка зажимного и усиливающего механизма подвижной плиты:
Для зажима и форсирования труб в этом станке используется механизм увеличения усилия шатуна.
Чтобы обеспечить самоблокировку зажимного механизма, сначала ослабьте винтовые стержни механизма зажима трубы и механизма бустера. Затем, в ручном режиме, оба механизма находятся в зажимном положении, и, наконец, затяните винтовые стержни.
Скорость вращения скользящего блока регулируется односторонним дроссельным клапаном для синхронизации с главным валом.
Отрегулируйте вращающуюся часть стержня траверсного винта в зависимости от выбранной трубы и пресс-формы, чтобы центральная линия гильзы совпадала с центром колена пресс-формы.
Регулировка задней бабки:
Сначала отрегулируйте заднюю бабку так, чтобы центр стержня совпадал с центром колена матрицы, а затем отрегулируйте винтовой стержень на поршневом штоке задней бабки так, чтобы головка стержня выдвинулась в соответствующее положение.
Холостой ход станка:
В ручном режиме нажмите кнопку действия, чтобы привести в движение соответствующий масляный цилиндр, и проследите, нормально ли происходит действие, без ползания, пульсации и утечки масла.
В режиме "дюйм" перемещайте тележку по направляющей, вращайте поворотную втулку и наблюдайте за ее гибкостью и точностью.
Приведите в движение зажимной цилиндр цанги, чтобы проследить за движением его скользящей втулки и надежностью зажима.
Выберите несколько разных ракурсов, чтобы проследить за координацией и согласованностью действий каждого механизма в автоматическом режиме. Убедившись, что все элементы в норме, можно приступать к эксплуатации оборудования.
Советы по использованию трубогибочного станка
Приобретая трубогиб, следует обратить внимание на следующие моменты:
Перед началом работы проверьте, нет ли недостатка масла в местах смазки машины, надежно ли защитное устройство и не ослаблен ли подвижный механизм. Перед началом работы один человек должен убедиться в этом.
Запустите масляный насос локтя и проверьте, находится ли давление в системе в заданном диапазоне. Если давление слишком высокое, это может привести к повреждению гидравлических компонентов и потере мощности. Если оно слишком низкое, это повлияет на работу.
Отрегулируйте необходимое положение и угол наклона деталей, а также установите детали нужной длины.
Отрегулируйте вертикальную направляющую для подъема так, чтобы цилиндр штамповки мог плотно зажать железную трубу.
Убедитесь, что зажимной цилиндр штампа может зажать железную трубу.
При нормальной работе поместите заготовку в гибочный пресс, установите контакт и положение переднего конца и нажмите ножной переключатель для завершения работы.
После завершения работы отключите электропитание и выполните надлежащую очистку и смазку.
В случае возникновения аварийной ситуации при работе трубогиба нажмите кнопку аварийной остановки, поверните крутящий переключатель в ручное положение и сбросьте его вручную. В случае поломки своевременно обратитесь за ремонтом.
Обслуживание трубогибочного станка
Восемь методов обслуживания трубогибов:
Метод 1:
При работе с трубогибом необходимо строго соблюдать правила эксплуатации (основные положения).
Необходимо регулярно проводить техническое обслуживание оборудования. Обслуживающий персонал должен быть квалифицированным благодаря образованию и обучению.
Метод 2:
Трубогиб необходимо содержать в чистоте, а неокрашенные части покрывать антикоррозийной смазкой.
Проверьте, в норме ли давление в каждой системе давления масла.
Метод 3:
Перед каждым запуском трубогиба необходимо регулярно добавлять смазочное масло в фиксированные точки и в количестве, соответствующем требованиям таблицы смазки.
Масло должно быть чистым и не содержать отложений.
Масляная труба и трубопровод гибочного рычага не должны касаться земли.
Метод 4:
Регулярно проверяйте и ремонтируйте выключатель, предохранитель и рукоятку, чтобы обеспечить их надежную работу.
Регулярно проверяйте, чтобы гидравлическое масло в масляном баке достигало уровня не ниже 80% указателя уровня масла.
Метод 5:
Сайт смазочное масло в подшипнике двигателя должны регулярно заменяться и заполняться, а работа двигателя должна регулярно проверяться.
Температура указателя уровня масла не должна превышать 60℃.
Метод 6:
Регулярно проверяйте, не повреждены ли клиновой ремень, рукоятка, ручка и ключ. Если они значительно изношены, их следует незамедлительно заменить.
Регулярно добавляйте консистентную смазку в место зацепления между передаточным механизмом и стойкой.
Метод 7:
Строго запрещается допускать к работе с оборудованием не назначенный персонал. Как правило, люди должны покинуть машину и остановиться.
Скользящие или вращающиеся детали необходимо регулярно смазывать.
Метод 8:
Смазывайте и очищайте трубогиб за 10 минут до работы каждый день.
При температуре ниже 5℃ обратите внимание на водоем и не допускайте его замерзания.
Не ставьте магнитные предметы рядом с серводвигателем и не стучите по ним.
При очистке ЖК-дисплея сначала отключите питание и не очищайте его жидким моющим средством или сжиженным паром.
Не размещайте аппарат в местах, где возможны протечки дождя или повышенная влажность.
Устранение неисправностей трубогибочного станка
Если в масляном цилиндре обнаружена утечка масла, подтвердите необходимость замены уплотнительного кольца.
Если давление в машине недостаточно, проверьте, достаточен ли уровень масла в масляном баке и не слишком ли высока температура масла.
Если датчик приближения не срабатывает, на экране отображается соответствующая причина неисправности. Используйте отображаемую информацию о неисправности для поиска проблемы при техническом обслуживании и устранении неполадок.
В случае неточного угла, пожалуйста, проверьте, перемещается ли цилиндр когтя вперед и находится ли он на месте, или проверьте, не слишком ли велик соответствующий коготь.
Если во время работы сервопривод не вращается или сервопривод не подается, проверьте, нет ли кода неисправности в сервопривод. Наиболее распространенной неисправностью является кратковременное понижение напряжения. При возникновении вышеописанных ситуаций сначала отключите основной источник питания и включите его снова через 30 секунд. Если проблему устранить не удается, сообщите об этом в компанию. Не разбирайте и не ремонтируйте прибор без разрешения, так как вы будете нести ответственность за последствия.
Если угол изгиба неправильный, проверьте, не ослаблен ли крепежный винт муфты энкодера и не имеет ли конец медленного изгиба угол ввода.
Если давление масла не реагирует, проверьте, не неисправен ли соответствующий электромагнитный клапан.
Лучшие поставщики/производители Трубогибочный станок
Во-первых, диапазон диаметров труб для колена должен быть определен в соответствии с реальной производственной ситуацией.
Некоторые заводы по переработке метизов используют трубогибы для изготовления различных фитингов, но каждый трубогиб имеет свои ограничения, и его возможности по гибке ограничены собственными параметрами.
Во-вторых, необходимо определить параметры изгиба самого большого трубопроводного фитинга, который попадает в область изгиба, в том числе:
Материал трубных фитингов (стальная труба, труба из нержавеющей стали, алюминиевая труба и т.д.)
Сечение трубы (круглая труба, квадратная труба, угловое железо и т.д.)
Наружный диаметр трубы
Толщина стенки трубы
Радиус изгиба (в зависимости от диаметра шага трубы) и другие параметры.
Наконец, сообщите эти параметры производителям. Как правило, они порекомендуют вам нужную модель, исходя из ваших параметров.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как металлические трубы получают точные изгибы и формы? Эта статья рассказывает о ведущих производителях трубогибочных станков, демонстрируя их инновационные технологии...
Эта статья в блоге исследует увлекательный мир методов гибки труб. Как опытный инженер-механик, я поделюсь своими соображениями о различных методах, используемых для придания трубам формы для различных применений.....
Вы когда-нибудь восхищались изящными изгибами перил из нержавеющей стали или плавными линиями металлических скульптур? За этими прекрасными дизайнами скрывается искусство и наука...