Как правило, листовой металл относится к металлическим материалам с равномерной толщиной. К распространенным материалам листового металла относятся нержавеющая сталь, оцинкованная сталь, жесть, медь, алюминий и железо. В этой статье рассматриваются основные принципы проектирования изделий из листового металла.
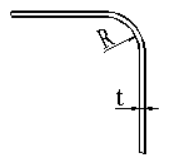
Когда гибочный лист Если радиус угла слишком мал, внешняя поверхность подвержена растрескиванию. Если радиус угла слишком велик, точность гнутой детали нелегко сохранить из-за springback. Таким образом, указывается минимальный радиус изгиба, как показано в таблице ниже.
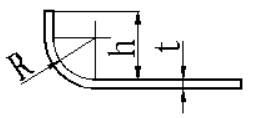
2. Высота прямой кромки при гибке не должна быть слишком маленькой; в противном случае трудно сформировать достаточный изгибающий момент для получения деталей с точными формами.
Значение h должно быть не меньше R+2t, как показано ниже.
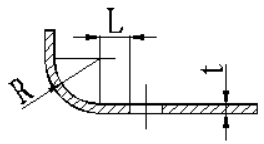
3. При пробивке вблизи отогнутого края расстояние L от края отверстия до центра радиуса изгиба R не должно быть слишком маленьким, чтобы избежать деформации отверстия после изгиба.
Значение L должно быть не менее 2t, как показано на рисунке ниже.
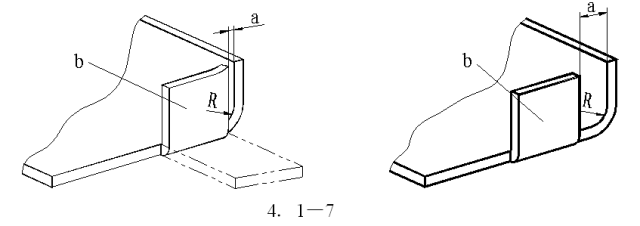
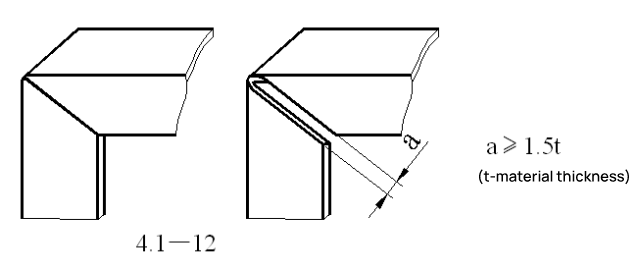
4. Когда a<R, на стороне b вблизи точки a после изгиба остается остаточная дуга. Чтобы избежать этой остаточной дуги, необходимо обеспечить a≥R.
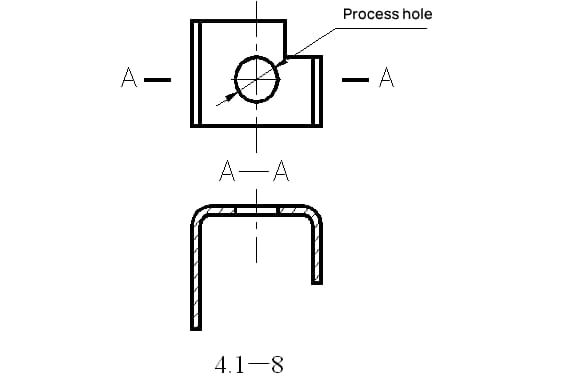
5. Для U-образных гнутых деталей лучше всего иметь края сгиба одинаковой длины, чтобы избежать смещения в одну сторону во время сгибания.
Если это недопустимо, можно установить технологическое отверстие, как показано на рис. 4.1-8.
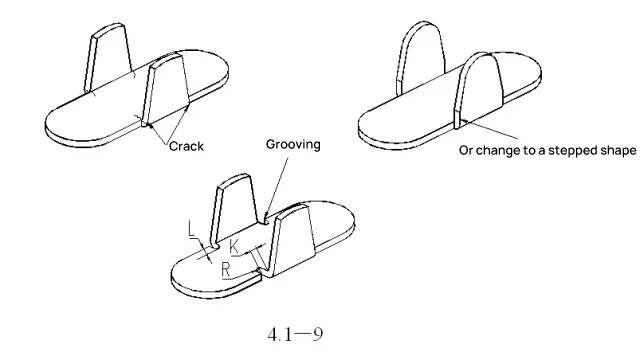
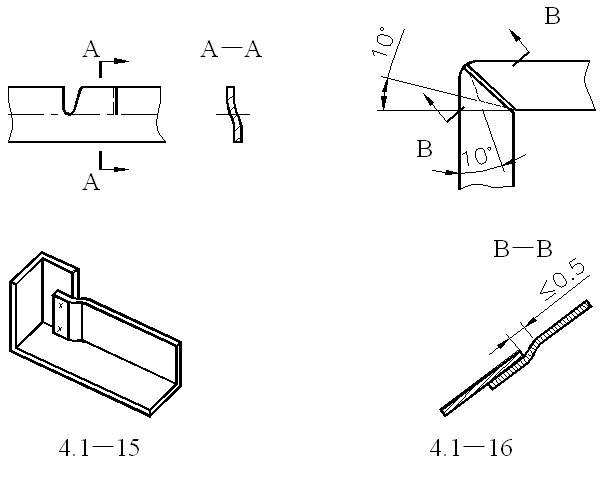
6. Для предотвращения растрескивания или деформации при боковом (трапециевидном) изгибе.
Создайте резервный паз или измените форму основания на ступенчатую. Ширина паза K должна быть не менее 2t, а глубина паза L должна быть не менее t+R+K/2.
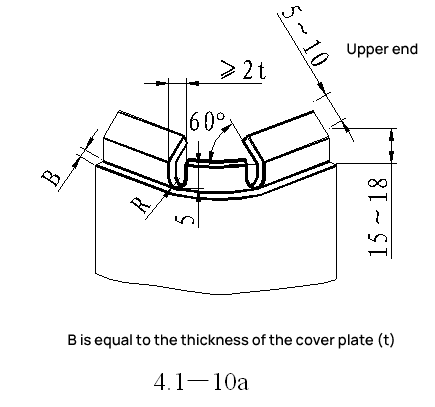
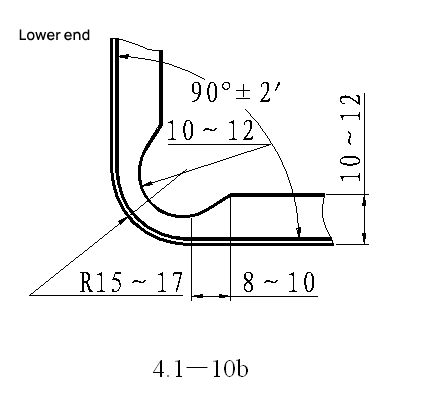
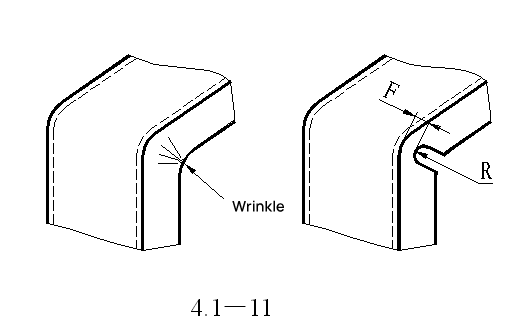
7. Чтобы предотвратить образование складок из-за сжатия материала на углах при сгибании, сделайте резервный надрез.
Например, выемка на углу боковой панели наружного блока (сверху и снизу).
8. Чтобы предотвратить образование морщин на плоских сторонах прямого угла после сгибания, сделайте резервный надрез.
R
F
3
1.6
6
3
10
4.6
20
8
30
11
40
13
50
15
9. Для предотвращения springback После сгибания сделайте надрез.
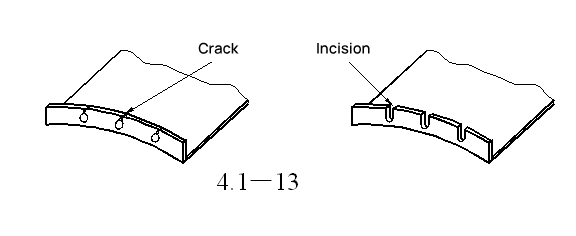
10. Для предотвращения растрескивания после штамповки и последующей гибки сделайте выемку.
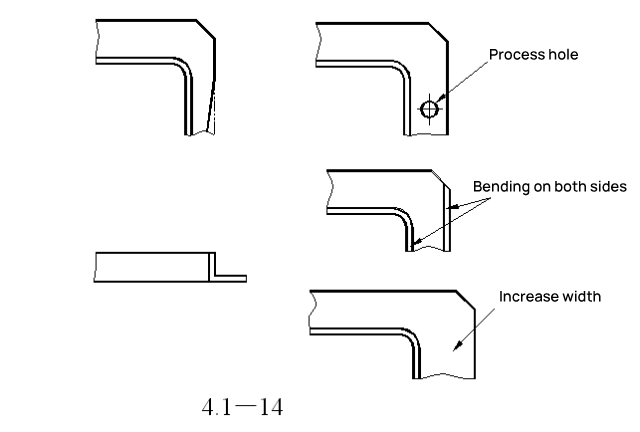
11. Для предотвращения усадки одной стороны внутрь при сгибании.
Эту проблему можно решить путем создания технологического отверстия, одновременной гибки обеих сторон или увеличения ширины фланца для решения проблемы усадки.
12. Форма нахлеста при сгибании в прямой угол.
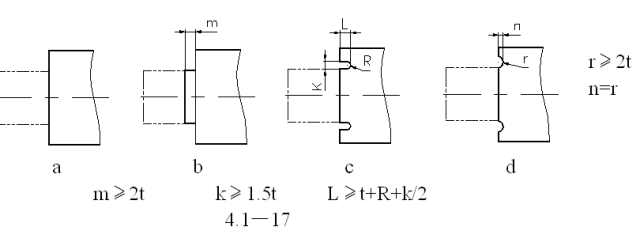
13. Сгибание выступов
Если согнуть, как на рисунке a, где линия сгиба совпадает с линией шага, иногда могут возникнуть трещины и деформации в корне. Поэтому следует сместить линию изгиба от линии шага, как показано на рис. b, или спроектировать выемку, как показано на рис. c и d.
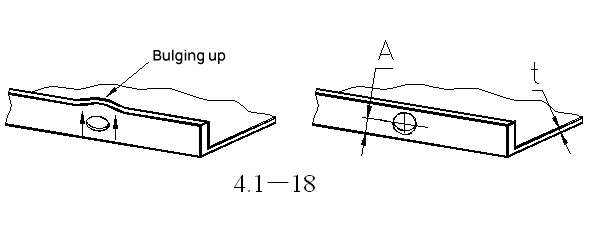
14. Для предотвращения деформации отверстий на изгибаемой поверхности под действием напряжения расстояние между краями (до нижнего корня) должно быть не менее A≥4.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].