Casting Production: Process Flow, Equipment, Principle and Characteristics
This article dives into the fascinating world of casting production, revealing the step-by-step process that turns raw materials into essential components. Learn about the techniques, materials, and quality checks involved, and discover the secrets behind creating complex shapes with precision.
Casting production is a complex multi-step process that encompasses the following key processes:
Preparation of the production process: This involves creating a production process plan and related documents, as well as developing casting process drawings based on the part drawings, production batch, and target delivery date.
Preparation of production materials: This includes readying the materials for melting, as well as the materials and patterns needed for molding and core making, such as core boxes, sand boxes, and other equipment.
Molding and Core Making;
Melting and Pouring;
Key processes including Sand Disposal and Casting Inspection.
The casting process involves melting metal or alloy and pouring it into a mold for cooling and solidification.
The production of castings is a complex process that involves several steps, including the preparation of metallic and non-metallic materials, melting of the alloy, molding, core making, casting, cleaning, defect correction, heat treatment, and obtaining of qualified castings.
The casting manufacturing process can be broken down into the following main steps: preparation of molding and core sand, modeling, smelting, drying of the sand mold, pouring, cleaning, and heat treatment of the casting.
1. Preparation of molding sand and core sand
The quality of molding sand is directly influenced by its preparation process.
Typically, the preparation of molding sand involves two stages: the preparation and verification of raw materials, followed by the preparation and quality control of the molding sand.
2. Modeling
Molding refers to the process of creating a sand mold using molding sand, a pattern, and other technological equipment.
There are several molding techniques, which are determined by the casting’s shape, size, and technical specifications.
3. Smelting
Smelting is the process of converting metal from its solid state to a liquid by heating and removing impurities through metallurgical reactions in order to attain the desired temperature and composition requirements.
There are various types of smelting equipment available. For the production of cast iron platforms, a Cupola furnace is typically used for machine tool castings.
4. Sand mold drying
Dry casting is a commonly used method for producing large or high-quality castings, such as cast iron platforms, machine tool bed castings, workbenches for machine tools, and other types of machine tool castings.
5. Pouring
The operation of injecting molten metal from the ladle into the mold is called pouring.
6. Cleaning
The process of removing surface adhering sand, molding sand and excess metal from the casting after sand dropping is called cleaning
7. Casting heat treatment
Heat treatment for castings includes heating the casting to a specific temperature range, maintaining it for a certain period, and then cooling it at a specified rate to achieve the desired structure and properties.
The purpose of heat treatment for castings is to relieve casting stress. For example, cast iron platforms, machine tool castings, and machine tool workbenches need to undergo heat treatment before further processing.
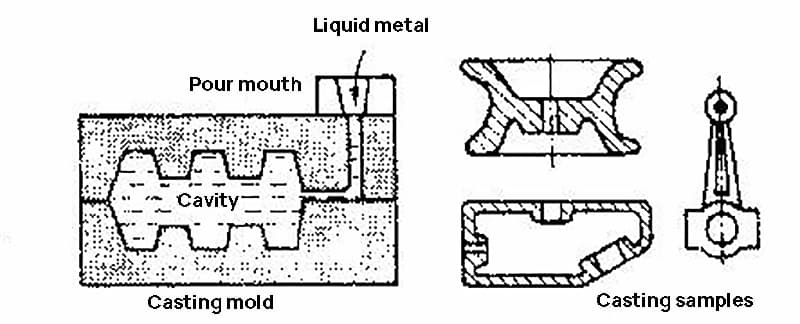
Forming principle
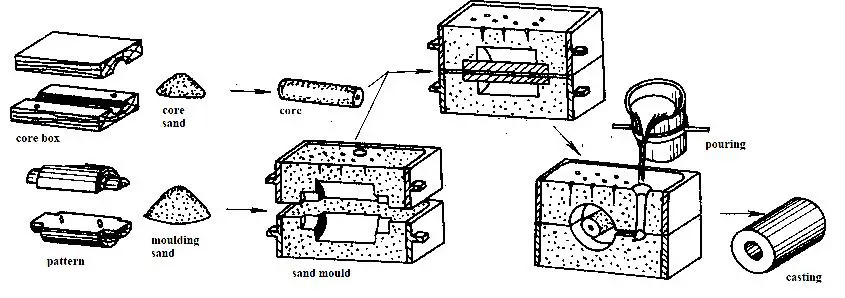
Casting production is a metal forming technique that involves heating the metal to bring it to a fluid state and pouring it into a mold with a desired shape. The metal fills the mold cavity under the influence of gravity or external forces such as pressure, centrifugal force, or electromagnetic force, and then cools and solidifies into a casting or part.
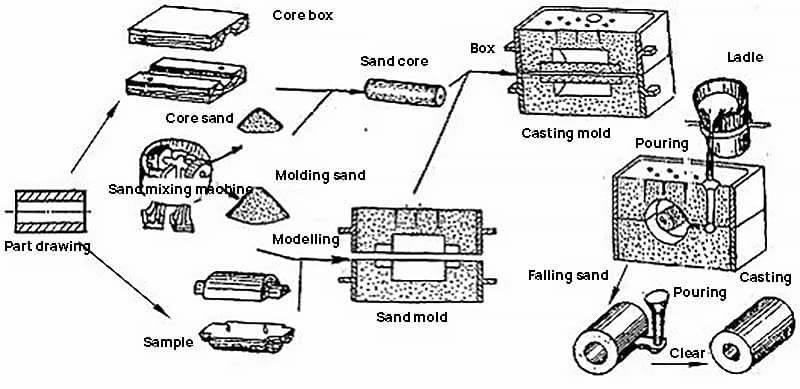
Fig. 1 casting process
The casting process usually involves turning a blank into a part.
However, some castings meet the necessary design accuracy and surface roughness requirements without the need for further cutting and can be used as parts directly.
Properties and composition of molding sand
1. Properties of molding sand
The key performance criteria for molding sand (including core sand) include strength, permeability, fire resistance, yield, fluidity, compactness, and the ability to resist collapse.
2. Composition of molding sand
Molding sand is made up of raw sand, binder, and additives.
The raw sand used in casting should be sea sand, river sand, or mountain sand with low mud content, uniform particle size, and a mixture of rounded and polygonal shapes.
Adhesives used in casting include clay (such as ordinary clay and bentonite), water glass sand, resin, synthetic oil, and vegetable oil, which are referred to as clay sand, water glass sand, resin sand, synthetic oil sand, and vegetable oil sand, respectively.
To enhance specific properties of the mold (core) sand, additives such as coal, sawdust, and pulp are sometimes added to the mold (core) sand.
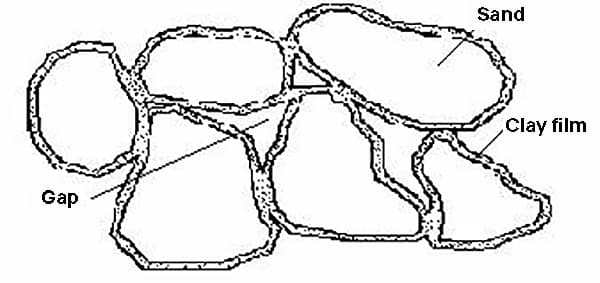
The structure of molding sand is illustrated in Figure 2.
Fig. 2 Schematic diagram of molding sand structure
Casting process characteristics
Casting is a major method of producing blanks for parts, especially for parts made of brittle metals or alloys (such as various cast iron and non-ferrous alloy castings), where casting is often the only available manufacturing process.
Compared to other manufacturing methods, casting has the following distinct characteristics:
Versatility in material, size, and weight:
The casting process can be applied to a wide range of materials, including cast iron, cast steel, aluminum alloy, copper alloy, magnesium alloy, titanium alloy, zinc alloy, and various special alloys.
Castings can range from a few grams to hundreds of tons in weight.
The wall thickness of castings can be from 0.5 mm to approximately 1 m.
The length of castings can vary from several millimeters to ten meters.
Ability to produce complex shapes:
Castings can be made in all kinds of shapes, especially for parts with intricate internal cavities, such as boxes, cylinders, blades, impellers, and others.
Close match to final product shape and size:
The shape and size of castings can be very similar to the final parts, which not only conserves material but also reduces machining time.
Accessibility and affordability of raw materials:
The raw materials used for casting are readily available and the cost of casting is relatively low.
Flexibility and high productivity:
The casting process can be performed manually or using mechanical methods, making it highly flexible.
The productivity of the casting process is high.
Analysis of common defects in casting
The casting process is complex and the quality of castings can be impacted by a multitude of factors.
Frequent occurrences of casting defects result from poor control of raw materials, inadequate process planning, improper production operations, and insufficient management systems.
The following is a list of common casting defects, along with their names, characteristics, and causes.
Defect name
features
Main causes
Stoma
There are smooth holes of different sizes inside or on the surface of the casting.
① The furnace charge is not dry or contains many oxides and impurities; ② Pouring tools or additives in front of the furnace are not dried; ③ Too much water is contained in the molding sand or too much water is brushed during mold lifting and trimming; ④ Insufficient core drying or blocked core vent; ⑤ The spring sand is too tight and the air permeability of molding sand is poor; ⑥ The pouring temperature is too low or the pouring speed is too fast.
Shrinkage cavity and porosity
The shrinkage holes are mostly distributed at the thick section of the casting, with irregular shape and rough inside.
① The structural design of the casting is unreasonable, for example, the wall thickness difference is too large, and no riser or cold iron is placed at the thick wall; ② The position of pouring system and riser is wrong; ③ Pouring temperature is too high; ④ The chemical composition of the alloy is unqualified, the shrinkage rate is too large, and the riser is too small or too few.
Sand holes
There are holes filled with molding sand inside or on the surface of the casting.
① The strength of the molding sand is too low or the compactness of the sand mold and the core is not enough, so the molding sand is flushed into the mold cavity by the molten metal; ② The sand mold is partially damaged when the box is closed; ③ The pouring system is unreasonable, the direction of the ingate is wrong, and the sand mold is damaged by the molten metal; ④ The loose sand in the mold cavity or gate is not cleaned up when the box is closed.
Sticky sand
The surface of the casting is rough with a layer of sand.
① The fire resistance of raw sand is low or the particle size is too large; ② The fire resistance of molding sand decreases when the mud content is too high; ③ Pouring temperature is too high; ④ The content of pulverized coal in the molding sand is too small in the process of green casting; ⑤ The dry type is not painted obliquely or the coating is too thin.
Sand inclusion
A layer of molding sand is sandwiched between the metal sheet protrusion and the coupling part.
① The hot wet tensile strength of the molding sand is low, and the surface of the mold cavity is heated and baked to expand and crack; ② The local compactness of the sand mold is too high, the water is too much, and the surface of the mold cavity is cracked after the water is dried ten times; ③ Improper selection of pouring position causes the cavity surface to expand and crack due to high temperature molten iron baking for a long time; ④ The pouring temperature is too high and the pouring speed is too slow.
Wrong type
The casting has relative displacement along the parting surface.
① The upper mold half and the lower mold half of the pattern are not aligned; ② When the box is closed, the upper and lower sand boxes are misaligned; ③ The upper and lower sand boxes are not clamped or the upper box is not sufficiently pressed, and the wrong box is generated during pouring.
Cold barrier
There are gaps or pits on the casting where the cards are completely fused, and the joints are smooth.
① The pouring temperature is too low and the alloy fluidity is poor; ② The pouring speed is too slow or the flow is interrupted during pouring; ③ The position of the pouring system is improper or the cross-sectional area of the ingate is too small; ④ The casting wall is too thin; ⑤ The height of sprue (including sprue cup) is insufficient; ⑥ When pouring, the amount of metal is insufficient and the cavity is not full.
Insufficient pouring
The casting is not fully filled.
Crackle
The casting is cracked and there is oxide film on the metal surface at the crack.
① The casting structure design is unreasonable, the wall thickness difference is too large, and the cooling is uneven; ② The retreat of sand mold and core is poor, or the spring sand is too tight; ③ Premature sand falling; ④ Improper gate position leads to uneven shrinkage of all parts of the casting.
Common casting defects and their preventive measures
Order
Defect title
Defect characteristics
Preventive measure
1
stoma
In the interior, surface or near the surface of the casting, there are smooth holes of different sizes. The shapes are round, long and irregular, single or aggregated.The color is white or with a dark color, sometimes covered with a layer of oxide.
Reduce the gettering amount of metal during smelting.Reduce the gas emission of the sand mold during the pouring process, improve the casting structure, improve the permeability of the sand mold and the core, and enable the gas in the mold to be discharged smoothly.
2
contraction cavities
Inside the thick section of the casting, the inside of the two interfaces and the inside or surface of the junction of the thick section and the thin section, the shape is irregular, the hole is rough and uneven, and the grain is coarse.
Castings with small and uniform wall thickness shall be solidified at the same time. Castings with large and uneven wall thickness shall be solidified from thin to thick, and the cold iron of riser shall be placed reasonably.
3
shrinkage porosity
The small and discontinuous shrinkage holes in the casting are gathered in one or more places, and the particles are coarse. There are small holes between each particle, and water seepage occurs during the hydrostatic test.
The hot joints shall be minimized at the joints between walls, and the pouring temperature and pouring speed shall be minimized.
4
slag blowhole
Holes with irregular shape inside or on the surface of the casting.The holes are not smooth and filled with slag in whole or in part.
Increase the temperature of molten iron.Reduce slag viscosity.Improve the slag retaining ability of the gating system.Increase the internal fillet of the casting.
5
sand holes
There are holes filled with molding sand inside or on the surface of the casting.
Strictly control the molding sand performance and molding operation, and pay attention to cleaning the mold cavity before closing the mold.
6
thermal cracking
There are penetrating or non penetrating cracks on the casting (Note: if it is curved), and the metal skin at the crack is oxidized.
Strictly control the content of S and P in molten iron.The wall thickness of the casting shall be as uniform as possible.Improve the yield of molding sand and core.The pouring riser shall not hinder the shrinkage of the casting.Avoid sudden changes in wall thickness.The opening cannot be too early.Castings cannot be quenched.
7
cold crack
There are penetrating or non penetrating cracks (mainly straight) on the casting, and the metal skin at the crack is oxidized.
8
sand burning
The surface of the casting is completely or partially covered with a layer of metal (or metal oxide) mixed with sand (or coating) or a layer of sintered molding sand, resulting in rough surface of the casting.
Reduce sand gap.The pouring temperature of the metal shall be appropriately reduced.Improve the fire resistance of molding sand and core sand.
9
sand inclusion
On the surface of the casting, there is a layer of metal tumor or sheet, and a layer of molding sand is sandwiched between the metal tumor and the casting.
Strictly control the properties of molding sand and core sand.Improve the pouring system to make the molten metal flow smoothly.Large plane castings shall be poured obliquely.
10
cold barrier
There is a kind of incomplete fusion gap or pit on the casting, and its boundary edge is smooth.
Improve pouring temperature and pouring speed.Improve the gating system.The flow shall not be interrupted during pouring.
11
unable to pour
Lack of flesh in the casting due to incomplete filling of the cavity with molten metal.
Improve pouring temperature and pouring speed.Do not cut off the flow and prevent fire.
Casting – casting of molten metal
During pouring in production, it is important to follow the principle of high temperature tapping and low temperature pouring.
Increasing the tapping temperature of the molten metal promotes the complete melting of inclusions and the floating of molten slag, making it easier to clean and degas, and reducing the likelihood of slag inclusion and porosity defects in castings.
On the other hand, a lower pouring temperature helps to decrease the solubility of gas, liquid shrinkage, and surface baking of high-temperature molten metal in the mold cavity, avoiding defects such as porosity, sand sticking, and shrinkage.
Therefore, the pouring temperature should be kept as low as possible, while ensuring that the mold cavity is fully filled.
Pouring involves the operation of transferring molten metal from the ladle into the mold. Improper pouring can result in casting defects such as insufficient pouring, cold shut, air holes, shrinkage holes, and slag inclusion, and pose a risk of personal injury.
To ensure casting quality, improve productivity, and achieve safe production, the following guidelines must be strictly followed during pouring:
(1) Ensure that the ladle, pouring tool, inoculant, and spheroidizing agent used in furnace pretreatment are fully dried before use.
(2) Pouring personnel must wear appropriate work clothing and protective glasses, and the working area must be clear of obstacles.
(3) The molten metal in the pouring ladle should not be too full to prevent spilling and injury during transportation and pouring.
(4) Select the pouring speed appropriately, starting slowly to align the gate, reduce the impact of molten metal on the sand mold, and facilitate gas discharge. Pour rapidly to prevent cold insulation, then slowly again before full pouring, following the principle of “slow, fast, and slow.”
(5) For parts with high liquid shrinkage and solidification shrinkage, such as medium and large steel parts, pouring should be carried out through the gate or riser after pouring is complete.
(6) Ignite any gas emitted from the casting mold during pouring to prevent gas holes and minimize damage to health and air pollution due to incomplete gas combustion.
8 basic steps of sand casting
Sand casting technology is a method of casting that uses sand as the primary material for mold preparation.
Sand casting is a tried and true casting method that has been used for centuries.
Despite its age, sand casting remains the most widely used casting method, particularly for single pieces or small batches, due to its versatility in accommodating a wide range of shapes, sizes, complexities, and alloys, as well as its short production cycle and low cost.
The traditional sand casting process consists of the following steps: preparing the sand, mold making, core making, molding, pouring, removing the sand, grinding, and inspection.
1. Sand mixing stage
The molding sand and core sand are prepared for the molding process.
Typically, a sand mixer is utilized to mix the used sand with the proper amount of clay.
Sand mixing machine
2. Mold making stage
Molds and core boxes are created based on the part drawings. Single pieces are typically made using wooden molds, while mass production may utilize plastic or metal molds, also known as iron or steel molds.
For high volume production, molds can be made using templates.
With the use of engraving machines, the mold-making process has become much quicker, reducing the production cycle to 2 to 10 days.
Casting wood mold
Template
3. Molding (core making) stage
The molding process involves forming the mold cavity of the casting using molding sand. Core making involves creating the internal shape of the casting, and mold matching involves placing the core into the mold cavity and sealing it with the upper and lower sand boxes.
Molding is a crucial step in the casting process.
Core making
Modelling
4. Melting stage
To produce the desired metal composition, the chemical composition is carefully prepared. An appropriate melting furnace is selected to melt the alloy materials and produce a qualified liquid metal with the correct composition and temperature.
Traditionally, smelting was performed using a cupola furnace, but due to environmental concerns, this method has largely been replaced by the use of electric furnaces.
Molten iron smelting with electric furnace flame
5. Pouring stage
The molten metal produced in the electric furnace is transferred to the mold using a ladle.
It is important to control the pouring speed to ensure that the entire mold cavity is filled with the molten metal.
Please note that pouring molten metal can be hazardous, and proper safety precautions should always be taken.
Molten iron pouring
6. Cleaning stage
Once the molten metal has solidified after pouring, the gate is removed using a hammer and the sand is shaken off the casting. The casting is then sandblasted using a sand blasting machine to achieve a clean surface.
Casting blanks with less stringent requirements can typically be delivered after inspection.
Treatment of castings by gate remover
7. Casting processing
Some castings with special requirements or those that do not meet the required specifications may require additional processing.
This is typically performed using a grinding wheel or grinder to remove any burrs and achieve a smoother surface on the casting.
Simple grinding of castings
8. Casting inspection
Inspections are usually conducted during the cleaning or processing stage and any unqualified castings are identified at this time.
However, some castings may have specific requirements and require additional inspection. For example, a casting may need to be tested by inserting a 5cm shaft into its central hole to ensure it meets the required specifications.
Casting inspection
Conclusion:
After completing the above 8 steps, the casting process is essentially complete. However, for castings that require high precision, additional machining may be necessary.
Note that machining is outside the scope of this description.
As casting technology continues to advance, traditional sand casting is being improved or replaced by other methods.
Innovation is an eternal theme and a fundamental quality that a foundry must possess in order to succeed.
What equipment is needed for sand casting?
Sand casting is the most common and traditional casting method used in the foundry industry, and is often the preferred choice for small foundry manufacturers when starting out.
What are the basic equipment and tools required for the sand casting process?
The sand casting process requires the following equipment and tools, in accordance with the production process sequence: sand mixing equipment, mold making equipment, core making equipment, molding equipment, melting equipment, pouring equipment, cleaning equipment, and casting processing equipment.
1. Sand mixing equipment
The equipment required for this step is a sand mixer, and the tools required are a shovel and a sieve.
Sand mold casting is dependent on sand, which serves as a special molding material.
The molding sand can be recycled, but it must be sieved before reuse.
The sand must be fine and evenly mixed using a sand mixer.
A small sand mixer can cost as little as 2,000 units.
The mold should be created based on the customer’s provided samples or drawings.
The quality of the mold directly impacts the precision of the cast’s shape.
Previously, wood molds were typically crafted by carpenters. However, with the advancement of engraving machines, they are now used to create wood, plastic, and metal molds.
A basic engraving machine that can engrave both wood and plastic molds can be purchased for a few thousand yuan. However, for metal engraving, you may need an engraving machine that costs tens of thousands to hundreds of thousands of yuan.
The price of the engraving machine is primarily determined by its material capabilities, accuracy, and level of automation.
3. Core making equipment
Equipment required: Oven. Materials required: Coated sand and thick gloves.
The process of creating internal cavities in castings often involves making a core, and there are several methods for doing so.
The two most common methods are:
First, the mold is made (usually together with the core mold in the first step) and then manually filled with a mixture of molding soil and sand (referred to as core beating).
Second, the aluminum core box is filled with coated sand and fired in an oven. The oven can be either a dedicated casting oven or a self-made one, which can be constructed by welding an iron sheet and baking it on a furnace.
Note that the core box becomes very hot during the firing process, so it’s important to wear gloves for protection.
I recommend the second method, as the core baked with coated sand does not require firing during pouring and results in a relatively clean inner surface of the casting.
4. Modeling equipment
Equipment Required: Molding Machine Tools Needed: Sandbox, Bottom Plate, Scraper, Shovel, Dip Pen, V-Shaped Iron Sheet for Gate Opening, Brush, Air Hole Needle, etc.
Molding is the most demanding and crucial step in sand casting, possessing the most distinctive industrial characteristics. In the past, molding was performed entirely by hand, but today, most molding workers use molding machines, significantly reducing the labor intensity.
There are various tools utilized in molding, including a sandbox for expansion, a bottom plate, scraper, shovel, dip pen, a V-shaped iron sheet for gate opening, brush, air hole needle, among others. These tools are mostly small and customized by the molding workers to suit their personal preferences.
In conclusion, producing a high-quality mold is the key to success in this process.
5. Melting equipment
Equipment Required: Electric Furnace and Transformer Materials Needed: Iron, Aluminum, Copper, and other Raw Materials, Tin, and Iron (Batching).
The primary goal of this step is to melt iron into molten iron. The challenge lies in mixing and controlling the temperature of the molten iron.
Due to the ban on cupola, most large and small factories now use electric furnaces as their melting equipment. Electric furnaces come in various sizes and have a wide price range. The smaller ones, with a capacity of 200 kg, cost between 10,000 to 20,000, while the larger ones can reach hundreds of thousands to millions.
In addition to the electric furnace, a special transformer is also required and must be purchased separately. The use of the transformer must be approved by the local power bureau, and the application costs vary.
Setting up a small foundry can cost several hundred thousand at minimum, with half of the cost being attributed to the application fee.
6. Pouring equipment
Equipment Required: Molten Iron Ladle and Aerial Crane
The molten iron produced in the electric furnace can be divided into large and small quantities. It is first poured into a large container and then transferred to smaller containers for easier handling.
Workers carry the small containers and pour the molten iron into the completed mold. This step involves high risks, and workers must take necessary protective measures.
In large factories, large castings are poured using large equipment such as aerial cranes. This helps to ensure safety and efficiency in the casting process.
After the casting has cooled following the pouring process, workers remove it from the mold. They remove most of the soil from the surface and break off the gate using a hammer.
The next step is to place the casting into a sand blasting machine for sand blasting. This process helps to clean and smooth the surface of the casting.
8. Casting processing
Common Equipment: Grinding Wheel, Polishing Machine, Cutting Machine, and Lathe.
Casting processing falls under the category of machining. Most general machining equipment can be used, but it goes beyond the scope of casting.
Typically, foundries possess the essential tools such as grinding wheels, polishing machines, cutting machines, and it is advantageous to have a lathe as well. These tools are sufficient for basic casting processing.
Summary
All work must be coordinated with each other. Small foundries that are just starting out may not have all the casting processes and may not have the capability to produce and process their own molds.
To compensate for this, they can collaborate with specialized mold makers and machinists and only be responsible for casting the blanks.
Casting is a traditional and admirable industry. Despite facing bans due to environmental protection, many small traditional foundries have been engaged in casting their entire lives and have either been unemployed or continued their work as professionals.
I would like to give a salute to the older generation of foundry workers!
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Attention all mechanical engineers and manufacturing professionals! Are you struggling with pesky anodizing defects in your aluminum products? Look no further! In this blog post, we'll dive deep into the…
Ever wondered why some materials bend easily while others remain rigid? This blog dives into the fascinating world of elastic modulus and stiffness, unraveling their crucial roles in engineering. By…
Have you ever wondered what makes a perfect circle? In the world of mechanical engineering, roundness is a crucial concept that affects the performance and longevity of rotating components. This…
In today's fast-paced manufacturing world, efficient deburring is crucial. With numerous methods available, choosing the right one can be daunting. In this blog post, we'll explore various deburring techniques, from…
Have you ever wondered what keeps the world spinning smoothly? The unsung heroes behind the scenes are bearings. These small but mighty components play a crucial role in reducing friction…
Gears are the unsung heroes of the mechanical world, quietly working behind the scenes to keep machines running smoothly. But have you ever wondered what materials these critical components are…
This article explores the top 5 cooling tower manufacturers shaping our world. Learn how these companies innovate to keep industries running smoothly and efficiently. Get ready to uncover the secrets…
Have you ever wondered what keeps our gas systems running smoothly and safely? In this article, we explore top gas regulator manufacturers, uncovering their innovations and contributions to the industry.…
Ever wondered why connecting copper and aluminum wires is problematic? This article explains the risks associated with connecting these two metals due to their differing electrochemical properties, which can lead…