Producción de fundición: Flujo del proceso, equipos, principio y características
Este artículo se sumerge en el fascinante mundo de la producción de piezas de fundición, revelando el proceso paso a paso que convierte las materias primas en componentes esenciales. Conozca las técnicas, los materiales y los controles de calidad necesarios, y descubra los secretos de la creación de formas complejas con precisión.
La producción de piezas de fundición es un proceso complejo de varias fases que abarca los siguientes procesos clave:
Preparación del proceso de producción: Esto implica la creación de un plan del proceso de producción y los documentos relacionados, así como el desarrollo de proceso de fundición dibujos en función de los dibujos de las piezas, el lote de producción y la fecha de entrega prevista.
Preparación de los materiales de producción: Esto incluye preparar los materiales para la fusión, así como los materiales y patrones necesarios para el moldeo y la fabricación de machos, como cajas de machos, cajas de arena y otros equipos.
Moldeo y fabricación de machos;
Fundir y verter;
Procesos clave, incluida la eliminación de arena y la inspección de la fundición.
El proceso de fundición consiste en fundir un metal o una aleación y verterlo en un molde para que se enfríe y solidifique.
La producción de piezas de fundición es un proceso complejo que implica varios pasos, incluida la preparación de materiales metálicos y no metálicos.materiales metálicos, la fusión de la aleación, el moldeo, la fabricación de machos, la fundición, la limpieza, la corrección de defectos, el tratamiento térmico y la obtención de piezas fundidas cualificadas.
El proceso de fabricación de la fundición puede desglosarse en las siguientes etapas principales: preparación de la arena de moldeo y del núcleo, modelado, fundición, secado del molde de arena, vertido, limpieza y tratamiento térmico de la fundición.
1. Preparación de la arena de moldeo y de la arena de machos
La calidad de la arena de moldeo depende directamente de su proceso de preparación.
Normalmente, la preparación de la arena de moldeo implica dos etapas: la preparación y verificación de las materias primas, seguida de la preparación y el control de calidad de la arena de moldeo.
2. Modelización
El moldeo se refiere al proceso de crear un molde de arena utilizando arena de moldeo, un patrón y otros equipos tecnológicos.
Existen varias técnicas de moldeo, que vienen determinadas por la forma, el tamaño y las especificaciones técnicas de la pieza fundida.
3. Fundición
La fundición es el proceso de convertir el metal de su estado sólido a líquido mediante el calentamiento y la eliminación de impurezas a través de reacciones metalúrgicas con el fin de alcanzar los requisitos de temperatura y composición deseados.
Existen varios tipos de equipos de fundición. Para la producción de plataformas de fundición, se suele utilizar un horno de cubilote para piezas fundidas de máquinas herramienta.
4. Secado de moldes de arena
La fundición en seco es un método comúnmente utilizado para producir piezas de fundición grandes o de alta calidad, tales como plataformas de hierro fundido, piezas de fundición para bancadas de máquinas herramienta, bancos de trabajo para máquinas herramienta y otros. tipos de máquinas herramienta piezas de fundición.
5. Vertido
La operación de inyectar metal fundido de la cuchara al molde se denomina colada.
6. Limpieza
El proceso de eliminación de la arena adherida a la superficie, la arena de moldeo y el metal sobrante de la pieza fundida tras la caída de la arena se denomina limpieza
7. Tratamiento térmico de la fundición
El tratamiento térmico de las piezas moldeadas consiste en calentar la pieza a una temperatura determinada, mantenerla durante un cierto tiempo y, a continuación, enfriarla a una velocidad determinada para conseguir la estructura y las propiedades deseadas.
La finalidad del tratamiento térmico de las piezas fundidas es aliviar las tensiones de la fundición. Por ejemplo, las plataformas de hierro fundido, las piezas fundidas de máquinas herramienta y los bancos de trabajo de máquinas herramienta deben someterse a un tratamiento térmico antes de su posterior procesamiento.
Principio de formación
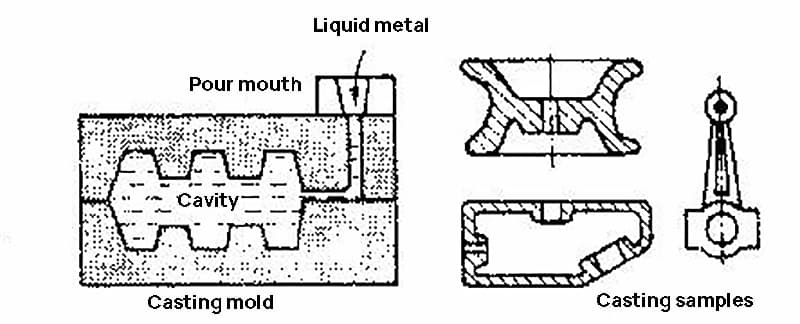
La producción de castings es un conformado de metales Técnica que consiste en calentar el metal para llevarlo a un estado fluido y verterlo en un molde con la forma deseada. El metal llena la cavidad del molde bajo la influencia de la gravedad o de fuerzas externas como la presión, la fuerza centrífuga o la fuerza electromagnética, y después se enfría y solidifica formando una pieza de fundición o una pieza.
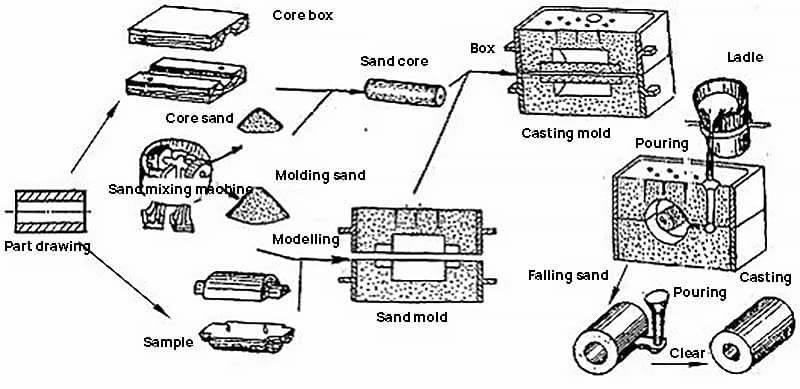
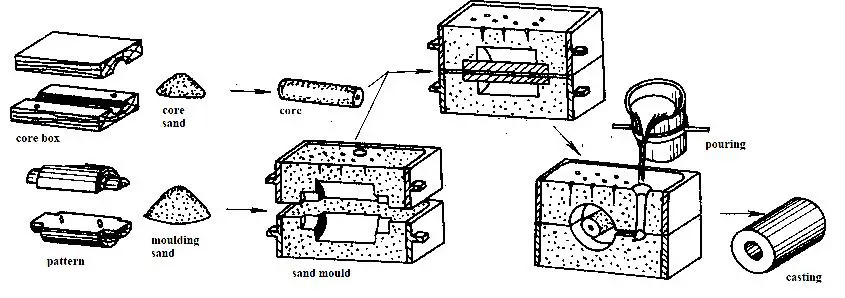
Fig. 1 Proceso de fundición
El proceso de fundición suele consistir en convertir una pieza en bruto en una pieza.
Sin embargo, algunas piezas de fundición cumplen con la precisión de diseño necesaria y rugosidad superficial requisitos sin necesidad de cortes posteriores y pueden utilizarse como piezas directamente.
Propiedades y composición de la arena de moldeo
1. Propiedades de la arena de moldeo
Los principales criterios de rendimiento de la arena de moldeo (incluida la arena para machos) son la resistencia, la permeabilidad, la resistencia al fuego, el límite elástico, la fluidez, la compacidad y la capacidad para resistir el colapso.
2. Composición de la arena de moldeo
La arena de moldeo se compone de arena bruta, aglutinante y aditivos.
La arena bruta utilizada en la fundición debe ser arena de mar, de río o de montaña, con bajo contenido en barro, granulometría uniforme y una mezcla de formas redondeadas y poligonales.
Los adhesivos utilizados en la fundición incluyen arcilla (como arcilla ordinaria y bentonita), arena de vidrio al agua, resina, aceite sintético y aceite vegetal, que se denominan arena de arcilla, arena de vidrio al agua, arena de resina, arena de aceite sintético y arena de aceite vegetal, respectivamente.
Para mejorar las propiedades específicas de la arena del molde (núcleo), a veces se añaden a la arena del molde (núcleo) aditivos como carbón, serrín y pulpa.
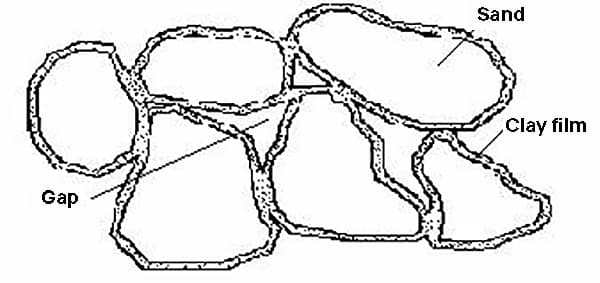
La estructura de la arena de moldeo se ilustra en la figura 2.
Fig. 2 Diagrama esquemático de la estructura de la arena de moldeo
Características del proceso de fundición
La fundición es uno de los principales métodos de producción de piezas en bruto, especialmente las fabricadas con metales o aleaciones frágiles (como diversas fundiciones de hierro y metales no férreos). fundiciones de aleación), donde la fundición suele ser el único proceso de fabricación disponible.
En comparación con otros métodos de fabricación, la fundición presenta las siguientes características distintivas:
Versatilidad en material, tamaño y peso:
El proceso de fundición puede aplicarse a una amplia gama de materiales, como hierro fundido, acero fundido, aleación de aluminio, aleación de cobre, aleación de magnesioaleación de titanio, aleación de zinc y diversas aleaciones especiales.
Las piezas fundidas pueden pesar desde unos pocos gramos hasta cientos de toneladas.
El grosor de las paredes de las piezas moldeadas puede oscilar entre 0,5 mm y aproximadamente 1 m.
La longitud de las piezas moldeadas puede variar de varios milímetros a diez metros.
Capacidad para producir formas complejas:
Las piezas de fundición pueden fabricarse con todo tipo de formas, especialmente para piezas con cavidades internas intrincadas, como cajas, cilindros, álabes, impulsores y otros.
Se ajusta a la forma y el tamaño del producto final:
La forma y el tamaño de las piezas fundidas pueden ser muy similares a las piezas finales, lo que no sólo permite conservar el material, sino también reducir el tiempo de mecanizado.
Accesibilidad y asequibilidad de las materias primas:
Las materias primas utilizadas para la fundición son fáciles de conseguir y su coste es relativamente bajo.
Flexibilidad y alta productividad:
El proceso de fundición puede realizarse manualmente o mediante métodos mecánicos, lo que le confiere una gran flexibilidad.
La productividad del proceso de fundición es elevada.
Análisis de defectos comunes en la fundición
El proceso de fundición es complejo y su calidad puede verse afectada por multitud de factores.
Sucesos frecuentes de defectos de fundición son el resultado de un control deficiente de las materias primas, una planificación inadecuada de los procesos, operaciones de producción incorrectas y sistemas de gestión insuficientes.
A continuación figura una lista de los defectos de fundición más comunes, junto con sus nombres, características y causas.
Nombre del defecto
características
Principales causas
Estoma
Hay agujeros lisos de distintos tamaños en el interior o en la superficie de la pieza fundida.
① La carga del horno no está seca o contiene muchos óxidos e impurezas; ② No se secan las herramientas de vertido o los aditivos delante del horno; ③ La arena de moldeo contiene demasiada agua o se cepilla demasiada agua durante el levantamiento y recorte del molde; ④ Secado insuficiente del núcleo o ventilación del núcleo bloqueada; ⑤ La arena de muelle es demasiado compacta y la permeabilidad al aire de la arena de moldeo es deficiente; ⑥ La temperatura de vertido es demasiado baja o la velocidad de vertido es demasiado rápida.
Cavidad de contracción y porosidad
Los agujeros de contracción se distribuyen sobre todo en la sección gruesa de la pieza fundida, con forma irregular e interior rugoso.
① El diseño estructural de la fundición no es razonable, por ejemplo, la diferencia de grosor de la pared es demasiado grande, y no se coloca ningún elevador o hierro frío en la pared gruesa; ② La posición del sistema de vertido y del tubo ascendente es incorrecta; ③ La temperatura de vertido es demasiado alta; ④ La composición química de la aleación no es la adecuada, el índice de contracción es demasiado grande y el elevador es demasiado pequeño o demasiado escaso.
Agujeros de arena
Hay agujeros rellenos de arena de moldeo en el interior o en la superficie de la pieza fundida.
① La resistencia de la arena de moldeo es demasiado baja o la compacidad del molde de arena y el núcleo no es suficiente, por lo que la arena de moldeo es arrastrada a la cavidad del molde por el metal fundido; ② El molde de arena se daña parcialmente al cerrar la caja; ③ El sistema de vertido no es razonable, la dirección de la lingada es errónea y el molde de arena resulta dañado por el metal fundido; ④ La arena suelta en la cavidad del molde o en la compuerta no se limpia al cerrar la caja.
Arena pegajosa
La superficie de la colada es rugosa, con una capa de arena.
① La resistencia al fuego de la arena bruta es baja o el tamaño de las partículas es demasiado grande; ② La resistencia al fuego de la arena de moldeo disminuye cuando el contenido de barro es demasiado alto; ③ La temperatura de vertido es demasiado alta; ④ El contenido de carbón pulverizado en la arena de moldeo es demasiado pequeño en el proceso de fundición en verde; ⑤ El tipo seco no está pintado oblicuamente o el revestimiento es demasiado fino.
Inclusión de arena
Una capa de arena de moldeo se intercala entre el chapa metálica saliente y la pieza de acoplamiento.
① La resistencia a la tracción en caliente húmeda de la arena de moldeo es baja, y la superficie de la cavidad del molde se calienta y se cuece para expandirse y agrietarse; ② La compacidad local del molde de arena es demasiado alta, el agua es demasiada, y la superficie de la cavidad del molde se agrieta después de que el agua se seque diez veces; ③ La selección incorrecta de la posición de vertido hace que la superficie de la cavidad se expanda y se agriete debido a la cocción del hierro fundido a alta temperatura durante mucho tiempo; ④ La temperatura de vertido es demasiado alta y la velocidad de vertido demasiado lenta.
Tipo incorrecto
La pieza fundida tiene un desplazamiento relativo a lo largo de la superficie de separación.
① La mitad superior del molde y la mitad inferior del patrón no están alineadas; ② Cuando la caja está cerrada, los areneros superior e inferior están desalineados; ③ Los cajones de arena superior e inferior no están sujetos o el cajón superior no está suficientemente presionado, y se genera un cajón incorrecto durante el vertido.
Barrera contra el frío
Hay huecos o picaduras en la fundición donde las tarjetas están completamente fundidas, y las juntas son lisas.
① La temperatura de vertido es demasiado baja y la fluidez de la aleación es escasa; ② La velocidad de vertido es demasiado lenta o el flujo se interrumpe durante el vertido; ③ La posición del sistema de vertido es incorrecta o la sección transversal de la lingote es demasiado pequeña; ④ La pared de fundición es demasiado fina; ⑤ La altura del bebedero (incluida la copa del bebedero) es insuficiente; ⑥ Al verter, la cantidad de metal es insuficiente y la cavidad no está llena.
Vertido insuficiente
La colada no está completamente llena.
Crackle
La fundición está agrietada y hay una película de óxido en la superficie metálica de la grieta.
① El diseño de la estructura de fundición no es razonable, la diferencia de grosor de las paredes es demasiado grande y el enfriamiento es desigual; ② El retroceso del molde de arena y el núcleo es deficiente, o la arena del muelle está demasiado apretada; ③ Caída prematura de la arena; ④ Una posición incorrecta de la compuerta provoca una contracción desigual de todas las partes de la pieza fundida.
Defectos comunes de la fundición y sus medidas preventivas
Pida
Título del defecto
Características del defecto
Medida preventiva
1
estoma
En el interior, en la superficie o cerca de la superficie de la pieza fundida, hay agujeros lisos de diferentes tamaños. Las formas son redondas, alargadas e irregulares, únicas o agregadas.El color es blanco o con un color oscuro, a veces cubierto con una capa de óxido.
Reducir la emisión de gas del molde de arena durante el proceso de colada, mejorar la estructura de colada, mejorar la permeabilidad del molde de arena y el núcleo, y permitir que el gas en el molde se descargue sin problemas.
2
cavidades de contracción
En el interior de la sección gruesa de la fundición, en el interior de las dos interfaces y en el interior o superficie de la unión de la sección gruesa y la sección fina, la forma es irregular, el agujero es rugoso y desigual, y el grano es grueso.
Las piezas de fundición con un espesor de pared pequeño y uniforme se solidificarán al mismo tiempo. Las piezas de fundición con espesores de pared grandes y desiguales se solidificarán de fino a grueso, y el hierro frío de la contrahuella se colocará razonablemente.
3
porosidad por contracción
Los agujeros de contracción pequeños y discontinuos de la colada se reúnen en uno o varios lugares, y las partículas son gruesas. Hay pequeños agujeros entre cada partícula, y se producen filtraciones de agua durante la prueba hidrostática.
Se reducirán al mínimo las juntas calientes en las uniones entre muros, así como la temperatura y la velocidad de vertido.
4
agujero de escoria
Agujeros de forma irregular en el interior o en la superficie de la pieza fundida, no lisos y rellenos de escoria total o parcialmente.
Aumentar la temperatura del hierro fundido.Reducir la viscosidad de la escoria.Mejorar la capacidad de retención de escoria del sistema de inyección.Aumentar el fileteado interno de la colada.
5
agujeros de arena
Hay agujeros rellenos de arena de moldeo en el interior o en la superficie de la pieza fundida.
Controle estrictamente el rendimiento de la arena de moldeo y la operación de moldeo, y preste atención a la limpieza de la cavidad del molde antes de cerrarlo.
6
craqueo térmico
Hay grietas penetrantes o no penetrantes en la pieza fundida (Nota: si es curva), y la piel metálica en la grieta está oxidada.
Controlar estrictamente el contenido de S y P en el hierro fundido.El grosor de la pared de la colada debe ser lo más uniforme posible.Mejorar el rendimiento de la arena de moldeo y del núcleo.La contrahuella de colada no debe dificultar la contracción de la colada.Evitar cambios bruscos en el grosor de la pared.La apertura no puede ser demasiado temprana.Las coladas no pueden enfriarse.
7
grieta fría
Hay grietas penetrantes o no penetrantes (principalmente rectas) en la pieza fundida, y la piel metálica de la grieta está oxidada.
8
quema de arena
La superficie de la pieza moldeada se cubre total o parcialmente con una capa de metal (u óxido de metal) mezclado con arena (o revestimiento) o una capa de arena de moldeo sinterizada, lo que da como resultado una superficie rugosa de la pieza moldeada.
Mejorar la resistencia al fuego de la arena de moldeo y la arena del núcleo.
9
inclusión de arena
En la superficie de la pieza moldeada hay una capa de tumor metálico o chapa, y entre el tumor metálico y la pieza moldeada se intercala una capa de arena de moldeo.
Controlar estrictamente las propiedades de la arena de moldeo y la arena de machos.Mejorar el sistema de vertido para que el metal fundido fluya suavemente.Las piezas de fundición planas de gran tamaño se verterán oblicuamente.
10
barrera contra el frío
Hay una especie de brecha de fusión incompleta o fosa en la fundición, y su borde límite es liso.
Mejorar la temperatura y la velocidad de vertido.Mejorar el sistema de compuertas.El flujo no debe interrumpirse durante el vertido.
11
incapaz de verter
Falta de carne en la pieza fundida debido a un llenado incompleto de la cavidad con metal fundido.
Mejorar la temperatura de vertido y la velocidad de vertido.No cortar el flujo y evitar incendios.
Fundición - colada de metal fundido
Durante el vertido en la producción, es importante seguir el principio de golpeo a alta temperatura y vertido a baja temperatura.
El aumento de la temperatura de colada del metal fundido favorece la fusión completa de las inclusiones y la flotación de la escoria fundida, lo que facilita la limpieza y la desgasificación y reduce la probabilidad de que se produzcan defectos de inclusión de escoria y porosidad en las piezas fundidas.
Por otro lado, una temperatura de colada más baja ayuda a disminuir la solubilidad del gas, la contracción del líquido y la cocción superficial del metal fundido a alta temperatura en la cavidad del molde, evitando defectos como la porosidad, la adherencia de arena y la contracción.
Por lo tanto, la temperatura de vertido debe mantenerse lo más baja posible, asegurando al mismo tiempo que la cavidad del molde se llena por completo.
El vertido consiste en transferir el metal fundido de la cuchara al molde. Un vertido incorrecto puede provocar defectos en la fundición, como un vertido insuficiente, cierre en frío, agujeros de aire, agujeros de contracción e inclusión de escoria, y suponer un riesgo de lesiones personales.
Para garantizar la calidad de la colada, mejorar la productividad y lograr una producción segura, deben seguirse estrictamente las siguientes directrices durante el vertido:
(1) Asegúrese de que la cuchara, la herramienta de vertido, el inoculante y el agente esferoidizante utilizados en el pretratamiento del horno estén completamente secos antes de su uso.
(2) El personal de vertido debe llevar ropa de trabajo adecuada y gafas protectoras, y la zona de trabajo debe estar libre de obstáculos.
(3) El metal fundido en la cuchara de vertido no debe estar demasiado lleno para evitar derrames y lesiones durante el transporte y el vertido.
(4) Seleccionar adecuadamente la velocidad de vertido, comenzando lentamente para alinear la compuerta, reducir el impacto del metal fundido sobre el molde de arena y facilitar la descarga de gas. Vierta rápidamente para evitar el aislamiento en frío, y luego lentamente de nuevo antes del vertido completo, siguiendo el principio de "lento, rápido y lento".
(5) Para piezas con alta contracción de líquido y contracción de solidificación, como piezas de acero medianas y grandes, el vertido debe realizarse a través de la compuerta o el elevador una vez finalizado el vertido.
(6) Encender cualquier gas emitido por el molde de fundición durante el vertido para evitar agujeros de gas y minimizar los daños a la salud y la contaminación atmosférica debido a la combustión incompleta del gas.
8 pasos básicos de la fundición en arena
La tecnología de fundición en arena es un método de fundición que utiliza arena como material principal para la preparación del molde.
La fundición en arena es un método de fundición probado y auténtico que se ha utilizado durante siglos.
A pesar de su antigüedad, la fundición en arena sigue siendo el método de fundición más utilizado, sobre todo para piezas únicas o lotes pequeños, debido a su versatilidad para adaptarse a una amplia gama de formas, tamaños, complejidades y aleaciones, así como a su corto ciclo de producción y bajo coste.
El proceso tradicional de fundición en arena consta de los siguientes pasos: preparación de la arena, fabricación del molde, fabricación del núcleo, moldeado, vertido, extracción de la arena, esmerilado e inspección.
1. Fase de mezcla de la arena
La arena de moldeo y la arena de machos se preparan para el proceso de moldeo.
Normalmente, se utiliza una mezcladora de arena para mezclar la arena usada con la cantidad adecuada de arcilla.
Mezcladora de arena
2. Etapa de fabricación del molde
Los moldes y las cajas de machos se crean a partir de los planos de las piezas. Las piezas individuales suelen fabricarse con moldes de madera, mientras que la producción en serie puede utilizar moldes de plástico o metal, también conocidos como moldes de hierro o acero.
Para la producción de grandes volúmenes, pueden fabricarse moldes utilizando plantillas.
Con el uso de máquinas de grabado, el proceso de fabricación de moldes se ha vuelto mucho más rápido, reduciendo el ciclo de producción de 2 a 10 días.
Molde de fundición de madera
Plantilla
3. Fase de moldeo (fabricación del núcleo)
El proceso de moldeo consiste en formar la cavidad del molde de la pieza fundida utilizando arena de moldeo. La fabricación del núcleo consiste en crear la forma interna de la pieza fundida, y la adaptación del molde consiste en colocar el núcleo en la cavidad del molde y sellarlo con las cajas de arena superior e inferior.
El moldeo es un paso crucial en el proceso de fundición.
Elaboración del núcleo
Modelización
4. Fase de fusión
Para producir el composición del metalLa composición química se prepara cuidadosamente. Se selecciona un horno de fusión adecuado para fundir los materiales de aleación y producir un metal líquido cualificado con la composición y la temperatura correctas.
Tradicionalmente, la fundición se realizaba en un horno de cubilote, pero debido a la preocupación por el medio ambiente, este método se ha sustituido en gran medida por el uso de hornos eléctricos.
Fundición de hierro con llama de horno eléctrico
5. Fase de vertido
El metal fundido producido en el horno eléctrico se transfiere al molde mediante una cuchara.
Es importante controlar la velocidad de vertido para garantizar que toda la cavidad del molde se llena con el metal fundido.
Tenga en cuenta que verter metal fundido puede ser peligroso, por lo que siempre deben tomarse las debidas precauciones de seguridad.
Vertido de hierro fundido
6. Etapa de limpieza
Una vez que el metal fundido se ha solidificado tras el vertido, se retira la compuerta con un martillo y se sacude la arena de la pieza fundida. A continuación, la pieza se somete a chorro de arena con un chorro de arena máquina para conseguir una superficie limpia.
Las piezas brutas de fundición con requisitos menos estrictos pueden entregarse normalmente tras su inspección.
Tratamiento de coladas mediante eliminador de compuertas
7. Tratamiento de la fundición
Algunas piezas de fundición con requisitos especiales o que no cumplen las especificaciones exigidas pueden requerir un tratamiento adicional.
Esta operación suele realizarse con una muela abrasiva o una amoladora para eliminar las rebabas y conseguir una superficie más lisa en la pieza fundida.
Rectificado sencillo de piezas fundidas
8. Inspección de la colada
Las inspecciones suelen realizarse durante la fase de limpieza o procesamiento y en ese momento se identifican las piezas fundidas no aptas.
Sin embargo, algunas piezas de fundición pueden tener requisitos específicos y requerir una inspección adicional. Por ejemplo, puede ser necesario probar una pieza de fundición introduciendo un eje de 5 cm en su orificio central para asegurarse de que cumple las especificaciones requeridas.
Inspección de coladas
Conclusión:
Una vez completados los 8 pasos anteriores, el proceso de fundición está prácticamente terminado. Sin embargo, en el caso de piezas de fundición que requieran gran precisión, puede ser necesario un mecanizado adicional.
Tenga en cuenta que el mecanizado queda fuera del ámbito de esta descripción.
A medida que avanza la tecnología de fundición, la fundición en arena tradicional se va mejorando o sustituyendo por otros métodos.
La innovación es un tema eterno y una cualidad fundamental que debe poseer una fundición para triunfar.
¿Qué equipo se necesita para la fundición en arena?
La fundición en arena es el método de fundición más común y tradicional utilizado en la industria de la fundición, y suele ser la opción preferida por los pequeños fabricantes de fundición cuando empiezan.
¿Cuáles son los equipos y herramientas básicos necesarios para el proceso de fundición en arena?
El proceso de fundición en arena requiere los siguientes equipos y herramientas, de acuerdo con la secuencia del proceso de producción: equipo de mezcla de arena, equipo de fabricación de moldes, equipo de fabricación de machos, equipo de moldeo, equipo de fusión, equipo de vertido, equipo de limpieza y equipo de procesamiento de la fundición.
1. Equipo mezclador de arena
El equipo necesario para este paso es una mezcladora de arena, y las herramientas necesarias son una pala y un tamiz.
La fundición en molde de arena depende de la arena, que sirve como material especial de moldeo.
La arena de moldeo puede reciclarse, pero debe tamizarse antes de reutilizarla.
La arena debe ser fina y mezclarse uniformemente con un mezclador de arena.
Una pequeña mezcladora de arena puede costar tan solo 2.000 unidades.
2. Equipos de fabricación de moldes
Equipo necesario: Máquina de grabado.
Materiales necesarios: Molde de madera, Molde de plástico (placa de plástico especial), Molde de metal (bloque de metal).
El molde debe crearse a partir de las muestras o planos proporcionados por el cliente.
La calidad del molde influye directamente en la precisión de la forma de la pieza fundida.
Antes, los moldes de madera solían ser fabricados por carpinteros. Sin embargo, con el avance de las máquinas de grabado, ahora se utilizan para crear moldes de madera, plástico y metal.
Una máquina de grabado básica que puede grabar moldes de madera y plástico puede adquirirse por unos pocos miles de yuanes. Sin embargo, para el grabado de metal, es posible que necesite una máquina de grabado que cueste entre decenas de miles y cientos de miles de yuanes.
El precio de la máquina de grabado viene determinado principalmente por sus capacidades de material, precisión y nivel de automatización.
3. Equipo de fabricación de machos
Equipamiento necesario: Horno. Materiales necesarios: Arena recubierta y guantes gruesos.
El proceso de creación de cavidades internas en piezas moldeadas suele implicar la fabricación de un núcleo, y existen varios métodos para hacerlo.
Los dos métodos más habituales son:
En primer lugar, se fabrica el molde (normalmente junto con el molde de núcleo en el primer paso) y, a continuación, se rellena manualmente con una mezcla de tierra de moldeo y arena (lo que se conoce como batido del núcleo).
En segundo lugar, la caja del núcleo de aluminio se rellena con arena revestida y se cuece en un horno. El horno puede ser un horno de fundición especializado o uno de fabricación propia, que puede construirse soldando una plancha de hierro y cociéndola en un horno.
Tenga en cuenta que la caja de machos se calienta mucho durante el proceso de cocción, por lo que es importante llevar guantes para protegerse.
Recomiendo el segundo método, ya que el núcleo cocido con arena recubierta no requiere cocción durante el vertido y da como resultado una superficie interior de la pieza fundida relativamente limpia.
4. Equipo de modelado
Equipo necesario: Máquina de moldeo Herramientas necesarias: Caja de arena, placa inferior, rascador, pala, pluma de inmersión, lámina de hierro en forma de V para la abertura de la puerta, cepillo, aguja de orificio de aire, etc.
El moldeo es el paso más exigente y crucial de la fundición en arena, y posee las características industriales más distintivas. En el pasado, el moldeo se realizaba totalmente a mano, pero hoy en día, la mayoría de los trabajadores de moldeo utilizan máquinas de moldeo, lo que reduce significativamente la intensidad de mano de obra.
Hay varias herramientas que se utilizan en el moldeo, como un arenero para la expansión, una placa inferior, un rascador, una pala, una pluma de inmersión, una hoja de hierro en forma de V para la apertura de la puerta, un cepillo, una aguja de orificio de aire, entre otras. Estas herramientas son en su mayoría pequeñas y los moldeadores las adaptan a sus preferencias personales.
En conclusión, producir un molde de alta calidad es la clave del éxito en este proceso.
5. Equipo de fusión
Equipo necesario: Horno eléctrico y transformador Materiales necesarios: Hierro, Aluminio, Cobre y otras Materias Primas, Estaño y Hierro (Dosificación).
El objetivo principal de este paso es fundir el hierro para convertirlo en hierro fundido. El reto reside en mezclar y controlar la temperatura del hierro fundido.
Debido a la prohibición del cubilote, la mayoría de las fábricas grandes y pequeñas utilizan ahora hornos eléctricos como equipo de fusión. Los hornos eléctricos vienen en varios tamaños y tienen una amplia gama de precios. Los más pequeños, con una capacidad de 200 kg, cuestan entre 10.000 y 20.000, mientras que los más grandes pueden alcanzar entre cientos de miles y millones.
Además del horno eléctrico, se necesita un transformador especial que debe adquirirse por separado. El uso del transformador debe ser aprobado por la oficina local de electricidad, y los costes de aplicación varían.
Crear una pequeña fundición puede costar varios cientos de miles como mínimo, y la mitad del coste se atribuye a la tasa de solicitud.
6. Equipo de vertido
Equipo necesario: Cuchara de hierro fundido y grúa aérea
El hierro fundido producido en el horno eléctrico puede dividirse en grandes y pequeñas cantidades. Primero se vierte en un recipiente grande y luego se transfiere a recipientes más pequeños para facilitar su manipulación.
Los trabajadores transportan los pequeños contenedores y vierten el hierro fundido en el molde terminado. Este paso entraña grandes riesgos, por lo que los trabajadores deben tomar las medidas de protección necesarias.
En las grandes fábricas, las piezas fundidas de gran tamaño se vierten utilizando grandes equipos, como grúas aéreas. Esto contribuye a garantizar la seguridad y la eficacia del proceso de fundición.
Una vez que la pieza se ha enfriado tras el proceso de vertido, los trabajadores la desmoldan. Quitan la mayor parte de la tierra de la superficie y rompen la compuerta con un martillo.
El siguiente paso es colocar la pieza fundida en una máquina de chorro de arena para someterla a este proceso. Este proceso ayuda a limpiar y alisar la superficie de la pieza fundida.
8. Proceso de fundición
Equipos comunes: Muela abrasiva, pulidora, cortadora y torno.
El tratamiento de la fundición entra en la categoría del mecanizado. Se puede utilizar la mayoría de los equipos de mecanizado general, pero va más allá del ámbito de la fundición.
Normalmente, las fundiciones poseen las herramientas esenciales, como muelas, pulidoras, cortadoras, y es ventajoso disponer también de un torno. Estas herramientas son suficientes para el procesamiento básico de la fundición.
Resumen
Todos los trabajos deben coordinarse entre sí. Es posible que las pequeñas fundiciones que están empezando no dispongan de todos los procesos de fundición y no tengan capacidad para producir y procesar sus propios moldes.
Para compensarlo, pueden colaborar con fabricantes de moldes y maquinistas especializados y encargarse únicamente de la fundición de las piezas en bruto.
La fundición es una industria tradicional y admirable. A pesar de enfrentarse a prohibiciones debidas a la protección del medio ambiente, muchas pequeñas fundiciones tradicionales llevan toda la vida dedicándose a la fundición y se han quedado en paro o han seguido trabajando como profesionales.
Me gustaría saludar a la generación de trabajadores de fundición de más edad.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los ingenieros mecánicos y profesionales de la fabricación! ¿Tiene problemas con los molestos defectos de anodizado en sus productos de aluminio? ¡No busque más! En esta entrada del blog, profundizaremos en...
¿Alguna vez se ha preguntado por qué algunos materiales se doblan con facilidad y otros permanecen rígidos? Este blog se sumerge en el fascinante mundo del módulo elástico y la rigidez, desentrañando sus funciones cruciales en ingeniería. Por...
¿Alguna vez se ha preguntado qué es un círculo perfecto? En el mundo de la ingeniería mecánica, la redondez es un concepto crucial que afecta al rendimiento y la longevidad de los componentes giratorios. Este...
En el vertiginoso mundo de la fabricación actual, el desbarbado eficaz es crucial. Con los numerosos métodos disponibles, elegir el adecuado puede resultar desalentador. En esta entrada del blog, exploraremos varias técnicas de desbarbado, desde...
¿Se ha preguntado alguna vez qué es lo que hace que el mundo gire sin problemas? Los héroes anónimos entre bastidores son los rodamientos. Estos pequeños pero poderosos componentes desempeñan un papel crucial en la reducción de la fricción...
Los engranajes son los héroes olvidados del mundo de la mecánica, que trabajan silenciosamente entre bastidores para que las máquinas funcionen sin problemas. Pero, ¿alguna vez se ha preguntado de qué materiales están hechos estos...
Este artículo explora los 5 principales fabricantes de torres de refrigeración que dan forma a nuestro mundo. Descubra cómo estas empresas innovan para que las industrias funcionen sin problemas y con eficacia. Prepárese para descubrir los secretos...
¿Se ha preguntado alguna vez qué es lo que hace que nuestros sistemas de gas funcionen sin problemas y de forma segura? En este artículo, exploramos los principales fabricantes de reguladores de gas, descubriendo sus innovaciones y contribuciones a la industria....
¿Se ha preguntado alguna vez por qué es problemático conectar cables de cobre y aluminio? Este artículo explica los riesgos asociados a la conexión de estos dos metales debido a sus diferentes propiedades electroquímicas, que pueden...