1964 erzielte Patel mit einer CO2-Gasentladung eine kontinuierliche Laserleistung bei Wellenlängen von 10,4 und 9,4 Mikrometern und schuf damit den ersten CO2-Moleküllaser der Welt.
Sie hat eine beachtliche Leistung und eine hohe Energieumwandlungseffizienz.
Er nutzt den Übergang zwischen den Schwingungs- und Rotationsenergieniveaus der CO2-Moleküle, was zu einem breiten Spektrum führt. Es gibt Dutzende von Spektrallinien für die Laserleistung bei 10 Mikrometern. Seine breite Anwendung in der Industrie, im Militär, in der Medizin und in der wissenschaftlichen Forschung hat unser Leben um viele Annehmlichkeiten bereichert.
Im Jahr 1966 wurde der aerodynamische CO2-Laser geboren, der der CO2-Lasertechnologie große Aufmerksamkeit bescherte. Die Einführung der Aerodynamik in die Lasertechnologie eröffnete breite Perspektiven für den Einsatz von CO2-Lasern.
Mit den Fortschritten in Wissenschaft und Technik hat sich auch die Lasertechnologie weltweit entsprechend entwickelt. Der Kohlendioxidlaser ist derzeit einer der Laser mit hoher Dauerausgangsleistung. Seine frühe Entwicklung und seine ausgereiften kommerziellen Produkte sind in Bereichen wie Materialbearbeitung, Medizin, militärische Waffen und Umweltmessung weit verbreitet.
Bei der Entwicklung und Anwendung von Lasern wurde die Entwicklung und Anwendung von CO2-Lasern früher und häufiger durchgeführt. Bereits in den späten 1970er Jahren wurden CO2-Laser für die industrielle Verarbeitung und medizinische Anwendungen direkt aus dem Ausland importiert.
Seit den späten 1980er Jahren sind CO2-Laser in der Materialbearbeitung weit verbreitet und werden dort eingesetzt.
In diesem Artikel werden vor allem die Grundprinzipien und der Aufbau des CO2-Lasers vorgestellt und die Anwendung des CO2-Lasers unter drei Aspekten beleuchtet. Schließlich werden der aktuelle Forschungsstand und die Zukunftsaussichten des CO2-Lasers vorgestellt.
II. Laser
2.1 Drei Bedingungen für die Laserproduktion
Die Herstellung von Lasern erfordert drei Bedingungen:
(1) Ein Verstärkungsmedium, das als Laserarbeitsmaterial Verstärkung liefert und dessen aktivierte Teilchen (Atome, Moleküle oder Ionen) eine für die stimulierte Emission geeignete Energieniveaustruktur aufweisen;
(2) Eine externe Anregungsquelle, die Teilchen von niedrigeren Energieniveaus zu höheren pumpt und so eine Teilchenzahlinversion zwischen dem oberen und dem unteren Energieniveau des Lasers bewirkt;
(3) Ein optischer Resonator, der die Arbeitslänge des aktivierten Mediums verlängert, die Richtung des Lichtstrahls steuert und die Frequenz des stimulierten Emissionslichts zur Verbesserung der Monochromatizität auswählt.
2.2 Merkmale von Lasern
Im Vergleich zu gewöhnlichen Lichtquellen haben Laser vier Hauptmerkmale: hervorragende Richtwirkung, extrem hohe Helligkeit, gute Monochromatizität und hohe Kohärenz.
2.3 Lasergeräte
Ein Lasergerät ist ein Mechanismus, der in der Lage ist, Laser zu emittieren. Der erste Mikrowellen-Quantenverstärker wurde 1954 hergestellt und erzeugte einen hochkohärenten Mikrowellenstrahl.
1958 weiteten A.L. Schawlow und C.H. Townes die Prinzipien der Mikrowellen-Quantenverstärker auf den optischen Frequenzbereich aus und skizzierten die Methoden zur Erzeugung von Lasern.
Im Jahr 1960 konstruierten T.H. Maiman und sein Team den ersten Rubinlaser. Im Jahr 1961 wurde von A. Javan und anderen ein Helium-Neon-Laser hergestellt, und 1962 entwickelten R. N. Hall und sein Team einen Galliumarsenid-Halbleiterlaser. Seitdem hat die Arten von Lasern haben sich kontinuierlich erweitert.
Abgesehen von den Freie-Elektronen-Lasern sind die grundlegenden Funktionsprinzipien der verschiedenen Laser identisch.
Die wesentlichen Bedingungen für die Erzeugung eines Lasers sind die Inversion der Teilchenzahl und ein Gewinn, der den Verlust übersteigt. Zu den unverzichtbaren Komponenten eines Systems gehören daher eine Anregungs- (oder Pump-) Quelle und ein Arbeitsmedium mit metastabilen Energieniveaus.
Die Anregung ist der Anregungszustand, nachdem das Arbeitsmedium externe Energie absorbiert hat, wodurch die Bedingungen für die Erreichung und Aufrechterhaltung der Teilchenzahlinversion geschaffen werden. Zu den Anregungsmethoden gehören optische Anregung, elektrische Anregung, chemische Anregung und Kernenergieanregung.
Das Arbeitsmedium mit einem metastabilen Energieniveau ermöglicht die Dominanz der stimulierten Strahlung, wodurch eine Lichtverstärkung erreicht wird. Zu den üblichen Komponenten eines Lasers gehört auch ein Resonanzraum.
Der Resonanzraum (siehe Optischer Resonanzraum) ist jedoch keine wesentliche Komponente. Der Resonanzraum kann die Frequenz, die Phase und die Richtung der Photonen innerhalb des Resonanzraums angleichen und so dem Laser eine hervorragende Richtwirkung und Kohärenz verleihen.
Außerdem kann die Länge des Arbeitsmaterials effektiv verkürzt und der Modus des erzeugten Lasers durch Änderung der Länge des Resonanzraums angepasst werden. Daher haben die meisten Lasergeräte einen Resonanzraum.
Es gibt viele Arten von Lasern. Im Folgenden werden sie anhand des Lasermaterials, der Anregungsmethode und der Betriebsart kategorisiert und vorgestellt.
(1) Nach Arbeitsmaterial
Laser können je nach Zustand des Arbeitsmaterials in verschiedene Kategorien eingeteilt werden:
① Festkörperlaser (Kristall und Glas);
Gaslaser, weiter unterteilt in Atomgaslaser, Ionengaslaser, Molekülgaslaser und Quasi-Molekülgaslaser;
③ Flüssigkeitslaser, zu deren Arbeitsmaterialien vor allem zwei Arten gehören: organische Fluoreszenzfarbstofflösungen und anorganische Verbindungslösungen mit Seltenerdmetallionen;
④ Halbleiterlaser;
⑤ Freie-Elektronen-Laser.
(2) Nach der Erregungsmethode
① Optisch gepumpte Laser;
② Elektrisch angeregte Laser;
③ Chemische Laser;
④ Nuklear gepumpte Laser.
(3) Nach Betriebsart
Aufgrund der unterschiedlichen Arbeitsmaterialien, Anregungsmethoden und Anwendungszwecke von Lasern variieren auch ihre Betriebsarten und Betriebszustände. Sie lassen sich in mehrere Haupttypen unterteilen:
① Kontinuierliche Laser;
② Einzelpulslaser;
③ Wiederholte Pulslaser;
④ Modulierte Laser;
⑤ Modengekoppelte Laser;
⑥ Einmodenlaser und frequenzstabile Laser;
⑦ Abstimmbare Laser.
III. Das Prinzip des CO2-Lasers
3.1 Grundlegender Aufbau eines CO2-Lasers
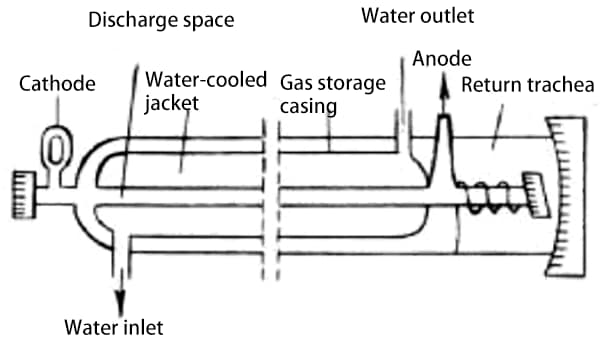
Abbildung 1: Grundlegender Aufbau eines CO2-Lasers
In Abbildung 1 ist ein typischer Aufbau eines CO2-Lasers dargestellt. Die beiden Spiegel, die den Resonanzraum des CO2-Lasers bilden, befinden sich auf einem verstellbaren Resonatorgestell. Die einfachste Methode besteht darin, die Spiegel direkt an beiden Enden des Entladungsrohrs zu befestigen.
Grundlegende Struktur:
① Laser-Rohr
Dies ist der kritischste Teil des Lasers. Er besteht in der Regel aus drei Teilen (siehe Abbildung 1): dem Entladungsraum (Entladungsrohr), dem Wasserkühlmantel (Rohr) und dem Gasreservoir.
Die Entladungsröhre besteht in der Regel aus Hartglas und weist häufig eine kaskadenförmige Zylinderstruktur auf. Sie beeinflusst die Leistung des Lasers und die Ausgangsleistung des Lasers. Die Länge des Entladungsrohrs ist proportional zur Ausgangsleistung.
Innerhalb eines bestimmten Längenbereichs nimmt die Leistung pro Meter Entladungsröhre mit der Gesamtlänge zu.
Im Allgemeinen hat die Dicke des Entladungsrohrs keinen Einfluss auf die Ausgangsleistung. Das Wasserkühlmantelrohr ist wie das Entladungsrohr aus Hartglas gefertigt.
Seine Funktion ist es, das Arbeitsgas zu kühlen und die Ausgangsleistung zu stabilisieren. Das Gasspeicherrohr ist mit beiden Enden des Entladungsrohrs verbunden, d.h. ein Ende des Gasspeicherrohrs hat ein kleines Loch, das mit dem Entladungsrohr verbunden ist, und das andere Ende ist durch ein spiralförmiges Rückgasrohr mit dem Entladungsrohr verbunden.
Er sorgt dafür, dass das Gas im Auslassrohr zirkulieren kann, was einen ständigen Gasaustausch ermöglicht.
② Optischer Resonator
Der optische Resonator besteht aus einem Totalreflexionsspiegel und einem Teilreflexionsspiegel und ist ein wesentlicher Bestandteil des CO2-Lasers.
Der optische Resonator hat in der Regel drei Funktionen: Steuerung der Ausbreitungsrichtung des Lichtstrahls, Verbesserung der Monochromatizität, Auswahl eines Modus und Verlängerung der Arbeitslänge des aktiven Mediums.
Der einfachste und am häufigsten verwendete optische Resonator eines Lasers besteht aus zwei flachen Spiegeln (oder sphärischen Spiegeln), die einander gegenüberliegen. Der Resonator des CO2-Lasers verwendet häufig einen flach-konkaven Hohlraum, wobei der Reflexionsspiegel aus optischem K8-Glas oder optischem Quarz besteht, der zu einem konkaven Spiegel mit einem großen Krümmungsradius verarbeitet wurde.
Auf der Spiegeloberfläche wird ein hochreflektierender Metallfilm - ein Goldfilm - abgeschieden, der eine Reflexionsrate von 98,8% für Licht mit einer Wellenlänge von 10,6μm erreicht und stabile chemische Eigenschaften aufweist.
Wir wissen, dass das von Kohlendioxid emittierte Licht infrarot ist, daher muss der Spiegel in der Lage sein, infrarotes Licht zu übertragen. Da gewöhnliches optisches Glas für infrarotes Licht undurchlässig ist, wird ein kleines Loch in der Mitte des Totalreflexionsspiegels benötigt, das dann mit einem Material versiegelt wird, das einen 10,6-μm-Laser durchlassen kann.
Dadurch wird das Gas versiegelt und ein Teil des Lasers im Resonator kann durch dieses kleine Loch aus dem Hohlraum austreten und einen Laserstrahl bilden.
③ Stromversorgung und Pumpe
Die Pumpquelle liefert Energie, um eine Besetzungsinversion zwischen dem oberen und dem unteren Energieniveau im Arbeitsmaterial zu bewirken. Der Entladungsstrom eines versiegelten CO2-Lasers ist gering, da eine Kaltkathode verwendet wird, die eine zylindrische Form mit Molybdän oder Nickel aufweist.
Bei einem Arbeitsstrom von 30-40 mA und einer Kathodenzylinderfläche von 500 cm2 wird der Spiegel nicht verschmutzt. Zwischen der Kathode und dem Spiegel ist eine Lichtschranke angebracht.
3.2 Grundlegendes Arbeitsprinzip des CO2-Lasers
Das Diagramm in Abbildung 2 veranschaulicht die molekularen Energieniveaus, die für die Lasererzeugung in einem CO2-Laser verantwortlich sind.
Der Anregungsprozess des CO2-Lasers besteht, wie aus Abbildung 2 ersichtlich ist, hauptsächlich aus drei Gasen: CO2, Stickstoff und Helium. CO2 ist das Gas, das die Laserstrahlung, während Stickstoff und Helium als Hilfsgase dienen.
Das Helium dient zwei Zwecken: Es beschleunigt den thermischen Entspannungsprozess des 010er-Niveaus, was die Extraktion aus den 100er- und 020er-Niveaus unterstützt, und erleichtert eine effektive Wärmeübertragung.
Die Einführung von Stickstoff erleichtert in erster Linie den Energietransfer im CO2-Laser und trägt wesentlich zur Anhäufung von Teilchen in den oberen Energiebereichen des CO2-Lasers und zur Leistung von Hochleistungslasern mit hohem Wirkungsgrad bei.
Die Pumpe arbeitet mit einer kontinuierlichen Gleichstromerregung. Das Prinzip der Gleichstromversorgung besteht darin, die angeschlossene Wechselspannung mit Hilfe eines Transformators umzuwandeln und dann die Hochspannung gleichzurichten und zu filtern, um sie an die Laserröhre anzulegen.
Der CO2-Laser ist ein hocheffizienter Laser, der das Arbeitsmedium so wenig wie möglich schädigt. Er emittiert einen unsichtbaren Laser mit einer Wellenlänge von 10,6 μm, was ihn zu einem idealen Laser macht.
Je nach den Arbeitsbedingungen des Gases kann man zwischen geschlossenen und zirkulierenden Typen unterscheiden. Nach der Anregungsmethode kann man zwischen elektrischer Anregung, chemischer Anregung, thermischer Anregung, optischer Anregung und Kernanregung unterscheiden. Fast alle in der Medizin verwendeten CO2-Laser werden elektrisch angeregt.
Das grundlegende Funktionsprinzip des CO2-Lasers ähnelt dem anderer Molekularlaser, wobei der Prozess der stimulierten Emission recht komplex ist.
Das Molekül weist drei verschiedene Bewegungen auf: die Bewegung der Elektronen innerhalb des Moleküls, die den elektronischen Energiezustand des Moleküls bestimmt; die Schwingungen der Atome innerhalb des Moleküls, d. h. Atome, die periodisch um ihre Gleichgewichtslage schwingen, was den Schwingungsenergiezustand des Moleküls bestimmt; und die Drehung des Moleküls, d. h. die kontinuierliche Drehung des Moleküls im Raum als Ganzes, die den Rotationsenergiezustand des Moleküls bestimmt.
Molekulare Bewegungen sind äußerst komplex, daher die Komplexität der Energieniveaus.
Lasererzeugung im CO2-Laser: In der Entladungsröhre wird in der Regel ein Gleichstrom von einigen zehn bis hundert Milliampere eingespeist.
Während der Entladung werden die Stickstoffmoleküle im Mischgas in der Entladungsröhre durch Elektronenstöße angeregt. Die angeregten Stickstoffmoleküle stoßen dann mit CO2-Molekülen zusammen.
Das N2-Molekül überträgt seine Energie auf das CO2-Molekül, wodurch das CO2-Molekül von einem niedrigeren Energieniveau in ein höheres übergeht, was zu einer Besetzungsinversion und folglich zur Lasererzeugung führt.
3.3 Vor- und Nachteile von CO2-Lasern
Im Vergleich zu anderen Lasern haben CO2-Laser die folgenden Vor- und Nachteile:
Vorteile:
Sie weisen eine hervorragende Richtwirkung, Monochromatizität und Frequenzstabilität auf. Angesichts der geringen Dichte des Gases ist es schwierig, eine hohe Dichte angeregter Teilchen zu erreichen, so dass die Energiedichte eines CO2 Gaslaser ist im Allgemeinen niedriger als die eines Festkörperlasers.
Benachteiligungen:
Die Energieumwandlungseffizienz von CO2-Lasern ist zwar recht hoch, liegt aber nicht über 40%. Das bedeutet, dass über 60% der Energie in thermische Energie des Gases umgewandelt werden, was zu einem Temperaturanstieg führt. Der Anstieg der Gastemperatur kann zu einer Entvölkerung des oberen Laserniveaus und zu einer thermischen Anregung des unteren Niveaus führen, was beides die Anzahl der Teilcheninversionen verringert.
Außerdem kann ein Anstieg der Gastemperatur zu einer Verbreiterung der Spektrallinie führen, was eine Verringerung des Verstärkungskoeffizienten zur Folge hat.
Insbesondere kann der Anstieg der Gastemperatur auch zur Zersetzung von CO2-Molekülen führen, wodurch sich die Konzentration der CO2-Moleküle in der Entladungsröhre verringert. Diese Faktoren können die Ausgangsleistung des Lasers verringern und sogar zu einem "thermischen Quenching" führen.
IV. Anwendungen von CO2-Lasern
4.1 Militärische Anwendungen
In den letzten Jahren hat sich die stetige Entwicklung von CO2-Lasern in militärischen Anwendungen bemerkbar gemacht. Laserwaffen sind als neues Konzept in der Bewaffnung des neuen Jahrhunderts aufgrund ihrer Vorteile gegenüber herkömmlichen konventionellen Waffen, wie hohe Geschwindigkeit, gute Richtwirkung, hohe Energiedichte und hohe Betriebseffizienz, sehr beliebt geworden.
Hochenergie-Laserwaffen spielen bei militärischen Anwendungen eine immer wichtigere Rolle und sind richtungsweisend für die zukünftige Waffenentwicklung. Sie sind in der Lage, das derzeitige Umfeld auf dem Schlachtfeld und die Art der Kriegsführung grundlegend zu verändern und die Art künftiger Konflikte tiefgreifend zu verändern.
Aerodynamische CO2-Hochenergielaser mit hoher Ausgangsleistung wurden von verschiedenen Ländern für die Entwicklung von Hochenergielaserwaffen entwickelt.
Ein grundlegendes Merkmal der Laser-Raketenabwehr bzw. der Laser-Raketenabwehrtaktik ist der Einsatz von Hochenergielasern, die sich mit Lichtgeschwindigkeit bewegen, um Raketen oder andere Flugobjekte zu zerstören, die sich mit Schallgeschwindigkeit bewegen.
Wir können getrost sagen, dass dieser Bereich von CO2-Lasern dominiert wird, da sie erhebliche Vorteile bieten.
Gegenwärtig setzt das Heer landgestützte kleine Laser-Raketenabwehrsysteme ein, während die Luftwaffe luftgestützte Laser-Raketenabwehrsysteme und die Marine schiffsgestützte Laser-Raketenabwehrsysteme verwendet, die allesamt Hochenergie-CO2-Laser einsetzen.
Die wichtigsten Merkmale künftiger CO2-Laserwaffen sind die extrem hohe Leistung und die hohe Mobilität. Hochenergielaser werden ein entscheidender Bestandteil künftiger Kampfsysteme sein und einen Beitrag zur Überwachung, zum aktiven Schutz, zur Luftverteidigung und zur Minenräumung leisten.
Die hohe Mobilität wird die Kampffähigkeiten der einzelnen Soldaten erheblich verbessern und die Rolle jedes einzelnen Soldaten maximieren, auch wenn diese Idee derzeit noch theoretisch ist. Die Laserwaffen verschiedener Länder werden in dieser Richtung entwickelt.
Künftige CO2-Laserwaffen werden sich voraussichtlich in Richtung hoher Funktionalität, Tragbarkeit und tödlicher Wirksamkeit weiterentwickeln. Wie in Abbildung 3 dargestellt:
Abbildung 3: Militärische Anwendungen von CO2-Lasern
4.2 Medizinische Anwendungen
In den letzten 20 Jahren hat die Lasertechnologie in der Medizin rasante Fortschritte gemacht und viele Krankheiten und angeborene Störungen wirksam geheilt.
Freistrahl-CO2-Laser werden in der Chirurgie eingesetzt, oft ohne Kontakt mit dem Hautgewebe, und bieten verschiedene Vorteile gegenüber konventionellen Operationen, wie z. B. die Verringerung mechanischer Schäden, den besseren Schutz des umliegenden Gewebes und die leichtere Einhaltung aseptischer Bedingungen.
Im Vergleich zu anderen Laseroperationen hat das CO2-Laserskalpell eine stärkere Schneidleistung, einen höheren Gewebeabsorptionskoeffizienten und eine geringere Gewebedurchdringungskonzentration (etwa 0,23 mm). Dadurch ist es weniger wahrscheinlich, dass die Arterien während der Operation beschädigt werden, was zur weit verbreiteten Verwendung von CO2-Lasern für die klinische chirurgische Behandlung geführt hat.
Allerdings ist die Schädigung des Gewebes durch kontinuierliche CO2-Laser bei klinischen Anwendungen nicht selektiv, was häufig zu Nebenwirkungen wie Hautnarben nach Operationen führt. Beim Schneiden oder Verdampfen von Läsionen kann auch normales Gewebe in unterschiedlichem Maße geschädigt werden, so dass der Laser für Operationen mit hohen Anforderungen nicht geeignet ist. Dies schränkt die weitere Anwendung von CO2-Lasern in der Medizin erheblich ein.
1983 schlugen Aderson und Parrish das Prinzip der "selektiven Photothermolyse" für eine nicht schädigende Laserbehandlung vor.
Der Grundgedanke ist, dass der Absorptionskoeffizient der Läsion für den Laser beim Durchdringen von normalem Gewebe, um die Zielläsion zu erreichen, höher sein sollte als der des normalen Gewebes - je größer der Unterschied, desto besser -, damit das normale Gewebe bei der Zerstörung der Zielläsion nicht beschädigt wird.
Die thermische Relaxationszeit des Zielgewebes sollte länger sein als die Pulsbreite oder Einwirkungszeit des Lasers, um zu verhindern, dass sich die Wärme während der Lasererwärmung auf das umgebende Normalgewebe ausbreitet.
Basierend auf dem Prinzip der "selektiven Photothermolyse" kamen in den 1990er Jahren medizinische Hochenergie-Impulsgeräte in Form von Ultrapuls-CO2-Laserbehandlungsgeräten auf.
Diese Geräte wurden erfolgreich eingesetzt und ermöglichten bahnbrechende Fortschritte bei anspruchsvollen Anwendungen, insbesondere im Bereich der Laserkosmetik. Die Entwicklungsperspektiven sind sehr vielfältig.
Ultrapuls-CO2-Laser verwenden eine fortschrittliche Pulstechnologie und eine PWM-Leistungssteuerungstechnologie. Diese erhöhen nicht nur schnell die Spitzenleistung des Lasers und liefern ausreichend Energie für das Zielgewebe, sondern steuern auch präzise die Breite und Wiederholungsfrequenz jedes Pulses durch PWM-Signale.
Durch die Berechnung der thermischen Relaxationszeit des Zielgewebes können mit der Steuerung der Pulsbreite optimale chirurgische Ergebnisse erzielt werden. So beträgt beispielsweise die thermische Relaxationszeit von Kapillaren etwa 10μs, was eine Pulsbreite von weniger als 10μs erfordert; die thermische Relaxationszeit von Hautgewebe beträgt etwa 1 ms, was eine Pulsbreite von weniger als 1 ms für ein Lasergerät zur Hauterneuerung und Faltenentfernung erforderlich macht.
Der wichtigste Unterschied zwischen modernen Lasergeräten und denen von vor mehr als einem Jahrzehnt liegt in der präzisen Steuerung der Pulsbreite, die die Sicherheit der modernen Laserbehandlung grundlegend gewährleistet.
Ultrapuls-CO2-Laserbehandlungsgeräte haben nicht nur die gleichen Eigenschaften wie kontinuierliche CO2-Laserskalpelle, sondern auch deren Vorteile. Sie sind in der Lage, gepulste Laser mit hoher Energie und hoher Wiederholungsfrequenz abzugeben und erfüllen damit die operativen Anforderungen der "selektiven Laserphotothermolyse".
Sie können das Gewebe der Zielläsion schnell und effektiv entfernen, wobei die Laserschädigung des normalen Gewebes minimiert und die Genauigkeit und Sicherheit in medizinischen Kliniken erheblich verbessert wird.
Die klinische Praxis hat gezeigt, dass bei der Durchführung desselben Eingriffs die Laserleistung ist bei gepulsten Lasern viel geringer als bei Dauerlasern.
Daher ist die durch die Laserchirurgie verursachte Gewebereaktion geringer, die Schädigung des umliegenden Gewebes ist geringer, die Behandlungsdauer ist kürzer und es entsteht weniger Rauch während der Behandlung, so dass ein klares Gesichtsfeld entsteht.
Ultrapuls-CO2-Laser sind in der Hals-Nasen-Ohren-Heilkunde, Gynäkologie, Neurochirurgie, allgemeinen Chirurgie und Ästhetik weit verbreitet.
Lumenis, das Unternehmen, das die Brückentherapie eingeführt hat, hat verschiedene CO2-Laserbehandlungsgeräte erforscht und hergestellt, wie z. B. die NovaPulse-Serie für den Einsatz in der Hals-Nasen-Ohren-Heilkunde und Ästhetik.
Weitere Beispiele sind das chirurgische Gerät MODEL CTL1401 des polnischen Unternehmens CTL und das GL-Ⅲ des japanischen Unternehmens NANO LASER, ein CO2-Laserbehandlungsgerät für die Oralchirurgie.
Die Laserschneidtechnik wird in großem Umfang bei der Bearbeitung von metallischen und nicht-metallisch Werkstoffe. Es reduziert die Bearbeitungszeit erheblich, senkt die Kosten und verbessert die Qualität der Werkstücke.
Das Laserschneiden wird durch die hohe Leistungsdichte der Energie erreicht, die nach Laserfokussierung.
Im Vergleich zu traditionellen Blechverarbeitung Methoden bietet das Laserschneiden eine überragende Schnittqualität, Geschwindigkeit, Flexibilität (erlaubt beliebige Formen) und eine breite Materialanpassungsfähigkeit.
In Bezug auf ZerspanungSie ist der wichtigste Bereich des CO2-Laserschneidens. Derzeit werden unter Berücksichtigung wirtschaftlicher Faktoren Hochleistungs Laserschneidmaschinen werden in der Regel für die Vergabe von Unteraufträgen im Format der Stationsverarbeitung eingesetzt.
Mit der Ausreifung der CO2-Laser mittlerer Leistung im Inland wurden verschiedene Feinblech Fabriken werden ihre eigenen Laserschneidmaschinen kaufen, was zu einem erheblichen Anstieg der Nachfrage führen wird.
Nichtmetallisches Schneiden wird beim Schneiden von Stanzschablonen, Holz und hochdichten Faserplatten sowie beim Schneiden von Kunststoffen eingesetzt.
Das Laserschweißen ist ein Verfahren zum Fügen von Werkstoffen, das vor allem für die Verbindung von metallische Werkstoffe. Ähnlich wie bei traditionellen SchweißtechnikenSie verbindet zwei Komponenten oder Teile durch Schmelzen des Materials im Verbindungsbereich.
Aufgrund der hohen Konzentration der Laserenergie sind die Erwärmungs- und Abkühlungsprozesse unglaublich schnell.
Materialien, die aufgrund ihrer Sprödigkeit, hohen Härte oder starken Flexibilität mit herkömmlichen Schweißtechniken nur schwer zu bearbeiten sind, lassen sich mit dem Laser problemlos bearbeiten.
Andererseits, Laserschweißen Es gibt keinen mechanischen Kontakt, so dass sich die Schweißstelle unter Belastung nicht verformt.
Durch das Schmelzen der kleinsten Materialmenge zur Herstellung von Legierungsverbindungen wird die Qualität des Schweißens wird erheblich verbessert und die Produktivität gesteigert.
Laserschweißen bietet eine tiefe Schweißnaht und minimale Wärmeeinflusszone, was zu einer hervorragenden Qualität führt.
Beim Schweißen von dünnen Metallblechen eignen sich CO2-Laser mittlerer Leistung zum Schweißen von dünnen Metallblechen mit einer Dicke von weniger als 1 mm, wie z. B. laminierte Silizium-Stahlbleche häufig verwendet in Automobilteilen, Generatoren, Scheibenwischern, Anlassern, Fensterhebern usw.
Diese wurden früher durch Stanzen und Nieten befestigt, können jetzt aber mit Lasern geschweißt werden.
Beim Schweißen von Batterien, insbesondere bei der Herstellung von Lithiumbatterien - wie z. B. beim Schweißen von Laschen, Sicherheitsventilen, negativen Elektroden und Schalen - ist das Laserschweißen das optimale Verfahren, das eine große Vielfalt und Anzahl von Laserschweißmaschinen.
Die Nachfrage nach dem Laserschweißen von Teilen für Präzisionsinstrumente nimmt ebenfalls zu, z. B. Schweißen von rostfreiem Stahl Membranen und Gehäuse von Luftfahrtinstrumenten.
V. Aktueller Forschungsstand und Zukunftsperspektiven von CO2-Lasern
5.1 Aktueller Forschungsstand der CO2-Laser
Seit fast 50 Jahren steht der CO2-Laser im Mittelpunkt des Interesses der Menschen. Diese Art von Gaslaser arbeitet mit CO2-Gas als Arbeitsmedium. CO2-Laser sind eine wichtige Kategorie von Gaslasern.
Zu den derzeitigen Hauptforschungsrichtungen für CO2-Laser gehören:
1. Hocheffiziente CO2-Laser.
Zweifelsohne ist ihr Wirkungsgrad im Vergleich zu Festkörperlasern extrem hoch. Insgesamt ist der Wirkungsgrad jedoch im Vergleich zum CO2-Laser selbst immer noch vergleichsweise gering.
Im Jahr 1964 wurde durch die Verwendung von N2 ein Umwandlungswirkungsgrad von 3% erreicht; 1965 erreichte der Umwandlungswirkungsgrad durch die Verwendung einer Mischung aus CO2-N2-He-Gasen 6%. Bis heute übersteigt der höchste Wirkungsgrad nicht 60%.
Viele Unternehmen forschen an der Verbesserung der Effizienz. So hat beispielsweise das amerikanische Unternehmen Datong bei seinen CO2-Lasern einen Wirkungsgrad von etwa 60% erreicht.
2. Kleine, multifunktionale CO2-Laser.
Die meisten der heutigen CO2-Laser haben eine einzige Funktion und können nur eine ganz bestimmte Aufgabe erfüllen. Wir wissen, dass die CO2-Laser, die in großen Krankenhäusern zur Entfernung von Sommersprossen und Haaren eingesetzt werden, recht sperrig sind, aber ihre Struktur ist im Grunde dieselbe. Die Verwendung von CO2-Multifunktionslasern führt zu einem geringeren Volumen und relativ gesehen zu einem viel niedrigeren Preis.
3. Hochleistungs-CO2-Laser.
Das Streben nach hoher Leistung war schon immer ein militärisches Streben. In dieser Hinsicht ist das Forschungsniveau einiger inländischer Militärunternehmen relativ rückständig. Die US-Luftwaffe war die erste, die mit der Erforschung von CO2-Hochleistungslasern begann.
Im Jahr 1975, dem elften Jahrestag der Geburt des CO2-Lasers, entwickelte die U.S. Air Force einen CO2-Laser mit einer Leistung von 30KW. Im Jahr 1988 erreichte die Ausgangsleistung des erforschten CO2-Lasers 380 kW.
Nach Angaben des US-Militärs hat die Ausgangsleistung der entwickelten CO2-Laser inzwischen den Bereich von zehn Megawatt erreicht.
4. Forschung zur industriellen Technologie.
CO2-Laser dominieren in LaserbearbeitungSie werden unter anderem zum Schweißen, Schneiden, zur Wärmebehandlung und zum Reinigen eingesetzt. An die Qualität und die Ausgangsleistung des Lasers werden sehr genaue Anforderungen gestellt.
Daher müssen industrielle CO2-Laser über qualitativ hochwertige Laserstrahlen und eine stabile Ausgangsleistung verfügen.
Laseranwendungen haben bereits Bereiche wie Optik, Medizin, Kernenergie, Astronomie, Geographie und Ozeanographie durchdrungen und markieren die Entwicklung der neuen technologischen Revolution.
Wenn man die Geschichte der Laserentwicklung mit der Geschichte der Elektronik und der Luftfahrt vergleicht, muss man feststellen, dass wir uns noch in den Anfängen der Laserentwicklung befinden und eine noch spannendere und vielversprechendere Zukunft vor uns liegt.
5.2 Zukunftsperspektiven für CO2-Laser
Die Zukunft des CO2-Lasers wird sich in die folgenden Richtungen entwickeln:
(1) Hochleistungs-Transversalfluss-CO2-Laser.
Dieser Hochleistungs-Transversalfluss-CO2-Laser wird für die Laserbearbeitung und Wärmebehandlung eingesetzt und verfügt über eine integrierte kastenförmige Struktur. Der obere Kasten des Geräts enthält eine integrierte Entladungskammer, einen Wärmetauscher, ein Lüftersystem, eine Einlass-/Auslassführung und einen optischen Resonator.
Das untere Gehäuse enthält die Laserstromquelle, das Gasbe- und -entladesystem, die Vakuumpumpe, das Ballastwiderstandsgehäuse und das Steuergehäuse.
Im Vergleich zur bestehenden Technologie zeichnet sie sich durch eine kompakte Struktur, eine einfache Installation und Wartung sowie eine hohe Arbeitseffizienz aus und kann miniaturisiert werden.
Seine Hauptanwendungen sind das Schweißen von Diamantwerkzeugen, Kfz-Getrieben, Kfz-Airbag-Gasgeneratoren, Laser Oberflächenhärtung und Überlagerungsprozesse sowie einzigartige Anwendungen wie die Oberflächenreparatur von petrochemischen Teilen und das Schmelzhärten von Stahlwalzen.
(2) Akustooptischer gütegeschalteter CO2-Laser.
Um den Anforderungen in Bereichen wie Laserentfernungsmessung, Umweltdetektion, Weltraumkommunikation und der Erforschung von Laser-Material-Wechselwirkungsmechanismen gerecht zu werden, wurde ein akusto-optischer gütegeschalteter CO2-Laser entwickelt.
Unter Verwendung der Geschwindigkeitsgleichungen für gütegeschaltete Pulslaser wurden die wichtigsten technischen Parameter der Laserleistung theoretisch analysiert, berechnet und anschließend experimentell überprüft.
Die Pulswiederholfrequenz des Lasers liegt zwischen 1 Hz und 50 kHz. Im 1-kHz-Betrieb beträgt die Ausgangslaserpulsbreite 180 ns und die Spitzenleistung 4062 W, was im Wesentlichen mit den theoretischen Berechnungen übereinstimmt.
Die Ergebnisse zeigen, dass eine hohe Repetitionsfrequenz, eine schmale Pulsbreite und eine hohe Spitzenleistung eines kleinen CO2-Lasers durch eine optimale Auswahl des akusto-optischen (AO) Kristalls und ein vernünftiges Resonatordesign erreicht werden können.
Die Wellenlängenabstimmung und die kodierte Ausgabe solcher Laser kann durch das Design der Gitterlinienauswahl und die TTL-Signalsteuerung erreicht werden.
(3) Kompakter, langlebiger RF-angeregter CO2-Laser mit Wellenleiter.
Um die Anwendung von CO2-Lasern in der industriellen Verarbeitung und im militärischen Bereich zu erweitern, wurde ein kompakter, langlebiger, HF-angeregter CO2-Wellenleiterlaser entwickelt, bei dem Strangpressprofile aus einer Aluminiumlegierung für den Laserkörper, eine Scheibeninduktivität anstelle der traditionellen Drahtinduktivität und ein Ganzmetallversiegelungsverfahren verwendet werden.
Es kann kontinuierlich oder impulsförmig mit einer Modulationsfrequenz von höchstens 20 kHz ausgegeben werden, hat eine maximale Ausgangsleistung von 30 W, eine Betriebsdauer von mehr als 1500 Stunden und eine Lagerdauer von mehr als 1,5 Jahren.
Die Ergebnisse zeigen, dass dieser Laser eine kompakte Struktur, eine stabile Ausgangsleistung und eine lange Lebensdauer aufweist und sowohl im Dauer- als auch im Pulsmodulationsmodus arbeiten kann. Er kann nicht nur verschiedene Materialien bearbeiten, sondern auch in militärischen Anwendungen eingesetzt werden.
(4) Neuer tragbarer TEA-CO2-Laser.
Dies ist ein neuer, tragbarer, transversal angeregter CO2-Laser mit Atmosphärendruck. Der Laser wird von vier wiederaufladbaren Batterien Nr. 5 gespeist und kann bei einer Wiederholrate von 1 Hz eine Stunde lang kontinuierlich arbeiten.
Die Größe der kompletten Lasereinheit (einschließlich der Stromversorgung und des Steuersystems) beträgt 200 nm × 200 mm × 360 mm, und ihr Gewicht liegt bei unter 8 kg. Der Laser nutzt die ultraviolette Korona-Vorionisation für eine stabile und gleichmäßige Entladung.
Bei freier Schwingung erreicht die Ausgangsenergie des Laserpulses 35 mJ und die Ausgangspulsbreite beträgt 70 ns.
(5) Kontinuierlicher Hochleistungs-CO2-Laser.
Als Antwort auf das Problem der Risse und der Verformung der Schaufeln in der kontinuierlichen Laserstrahl-Auftragschweißen von Hubschraubertriebwerk-Turbinenschaufeln wurde ein neues Leistungssteuerungsschema für einen 5-kW-CO2-Laser mit kontinuierlicher Querströmung eingeführt.
Mit Hilfe der Software und der zugehörigen Steuerungen konnte eine gepulste Laserleistung erzielt werden, die die Kosten- und Stabilitätsprobleme von Hochleistungs-Schaltnetzteilen überwand.
Die Pulsmodulationsfrequenz kann 5 Hz erreichen, und das Modulationstastverhältnis kann von 5% bis 100% reichen.
Bei einem Versuch zur Beschichtung der Oberfläche von Triebwerksschaufeln aus der Legierung K403 mit Stellite X-40-Pulver wurden eine Spitzenleistung von 4 kW, eine Pulswiederholfrequenz von 4 Hz und ein Tastverhältnis von 20% verwendet.
Die Ergebnisse zeigten, dass die wärmebeeinflusste Zone nach der Beschichtung um 50% reduziert wurde, die Härte um 5% zunahm, die Grenzflächenhaftung mit dem Grundmaterial vergleichbar war und es keine Risse in der Beschichtung oder Verformungen der Schaufel gab.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]