Вы когда-нибудь задумывались о том, как лазеры произвели революцию во всем - от хирургии до резки металла? Эта статья погружает в увлекательный мир CO2-лазеров, объясняя их принципы, структуру и разнообразные области применения. Прочитав статью, вы узнаете, как работают эти мощные инструменты и как они влияют на различные отрасли промышленности. Приготовьтесь исследовать чудеса лазерной технологии CO2!
В 1964 году Патель получил непрерывный лазерный выход на длинах волн около 10,4 мкм и 9,4 мкм в газовом разряде CO2, положив начало первому в мире молекулярному лазеру на CO2.
Он обладает значительной мощностью и высокой эффективностью преобразования энергии.
Он использует переход между колебательно-вращательными уровнями энергии молекул CO2, в результате чего получается богатый спектр. Существуют десятки спектральных линий для лазерного излучения в диапазоне около 10 микрон. Его широкое применение в промышленности, военном деле, медицине и научных исследованиях привнесло в нашу жизнь множество удобств.
В 1966 году появился аэродинамический CO2-лазер, который привлек большое внимание к технологии CO2-лазеров. Внедрение аэродинамики в лазерную технологию открыло широкие перспективы для использования CO2-лазеров.
С развитием науки и техники лазерные технологии во всем мире также получили соответствующее развитие. Углекислотный лазер в настоящее время является одним из лазеров с высокой непрерывной выходной мощностью. Его ранние разработки и зрелые коммерческие продукты широко используются в таких областях, как обработка материалов, медицина, военное оружие и измерение окружающей среды.
В развитии и применении лазеров создание и применение CO2-лазеров произошло раньше и чаще. Уже в конце 1970-х годов CO2-лазеры напрямую импортировались из-за рубежа для промышленной обработки и медицинского применения.
С конца 1980-х годов CO2-лазеры широко внедряются и применяются в области обработки материалов.
Эта статья в основном представляет основные принципы и структуру CO2-лазера, а также фокусируется на применении CO2-лазера с трех аспектов. Наконец, в ней представлены текущее состояние исследований и будущие перспективы CO2-лазера.
II. Лазеры
2.1 Три условия для производства лазеров
Производство лазеров требует соблюдения трех условий:
(1) Усиливающая среда, которая обеспечивает усиление в качестве рабочего материала лазера, а ее активированные частицы (атомы, молекулы или ионы) имеют структуру энергетических уровней, подходящую для стимулированного излучения;
(2) Внешний источник возбуждения, который переводит частицы с более низких уровней энергии на более высокие, вызывая инверсию числа частиц между верхним и нижним уровнями энергии лазера;
(3) Оптический резонатор, который увеличивает рабочую длину активированной среды, контролирует направление светового луча и выбирает частоту стимулированного излучения для улучшения монохроматичности.
2.2 Характеристики лазеров
По сравнению с обычными источниками света лазеры обладают четырьмя основными характеристиками: отличной направленностью, чрезвычайно высокой яркостью, хорошей монохроматичностью и высокой когерентностью.
2.3 Лазерные устройства
Лазерное устройство - это механизм, способный излучать лазеры. Первый микроволновый квантовый усилитель был изготовлен в 1954 году и создавал высококогерентный микроволновый луч.
В 1958 году А.Л. Шолоу и К.Х. Таунс распространили принципы микроволновых квантовых усилителей на оптический диапазон частот и описали методы генерации лазеров.
В 1960 году Т.Х. Мейман и его команда создали первый рубиновый лазер. В 1961 году А. Джаван и другие создали гелий-неоновый лазер, а в 1962 году Р.Н. Холл и его команда создали полупроводниковый лазер на арсениде галлия. С тех пор типы лазеров постоянно расширялись.
За исключением лазеров на свободных электронах, фундаментальные принципы работы различных лазеров идентичны.
Необходимыми условиями для создания лазера являются инверсия числа частиц и превышение усиления над потерями, поэтому обязательными компонентами системы являются источник возбуждения (или накачки) и рабочая среда с метастабильными энергетическими уровнями.
Возбуждение - это состояние возбуждения после поглощения рабочей средой внешней энергии, создающее условия для достижения и поддержания инверсии числа частиц. Методы возбуждения включают оптическое возбуждение, электрическое возбуждение, химическое возбуждение и возбуждение ядерной энергией.
Рабочая среда с метастабильным энергетическим уровнем позволяет стимулированному излучению доминировать, тем самым достигая усиления света. Общие компоненты лазерного устройства также включают резонансный резонатор.
Однако резонансный резонатор (см. оптический резонансный резонатор) не является обязательным компонентом. Резонансный резонатор может выравнивать частоту, фазу и направление фотонов внутри резонатора, обеспечивая лазеру превосходную направленность и когерентность.
Более того, он может эффективно сокращать длину рабочего материала и настраивать режим работы лазера, создаваемого путем изменения длины резонансной полости. Поэтому большинство лазерных устройств имеют резонансный резонатор.
Существует множество типы лазеров. Ниже мы классифицируем и представим их в зависимости от рабочего материала лазера, метода возбуждения и режима работы.
(1) По рабочему материалу
Лазеры можно разделить на несколько категорий в зависимости от состояния рабочего материала:
① Твердотельные (кристаллические и стеклянные) лазеры;
② Газовые лазеры, далее подразделяются на атомные газовые лазеры, ионные газовые лазеры, молекулярные газовые лазеры и квазимолекулярные газовые лазеры;
③ Жидкостные лазеры, рабочие материалы которых в основном включают два типа: растворы органических флуоресцентных красителей и растворы неорганических соединений, содержащих ионы редкоземельных металлов;
④ Полупроводниковые лазеры;
⑤ Лазеры на свободных электронах.
(2) Методом возбуждения
① Лазеры с оптической накачкой;
② Лазеры с электрическим возбуждением;
③ Химические лазеры;
④ Лазеры с ядерной накачкой.
(3) По режиму работы
Из-за различий в рабочих материалах, способах возбуждения и целях применения лазеров их режимы работы и рабочие состояния также различаются. Их можно разделить на несколько основных типов:
① Лазеры непрерывного действия;
② Одноимпульсные лазеры;
③ Лазеры с повторяющимися импульсами;
④ Модулированные лазеры;
⑤ Лазеры с модовой блокировкой;
⑥ Одномодовые и частотно-стабильные лазеры;
⑦ Перестраиваемые лазеры.
III. Принцип работы CO2-лазеров
3.1 Основная структура CO2-лазера
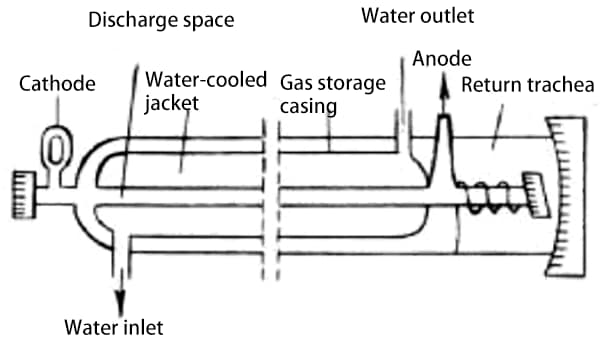
Рисунок 1: Основная структура CO2-лазера
Как показано на рисунке 1, здесь представлена типичная структура CO2-лазера. Два зеркала, образующие резонансный резонатор CO2-лазера, размещены на регулируемой стойке резонатора. Самый простой метод - непосредственно прикрепить зеркала к обоим концам разрядной трубки.
Базовая структура:
① Лазерная трубка
Это самая важная часть лазера. Обычно он состоит из трех частей (как показано на рис. 1): разрядного пространства (разрядной трубки), водяной рубашки охлаждения (трубки) и газового резервуара.
Разрядная трубка обычно изготавливается из твердого стекла и часто имеет каскадную цилиндрическую структуру. Она влияет на выходное излучение лазера и мощность лазерного излучения. Длина разрядной трубки пропорциональна выходной мощности.
В определенном диапазоне длины выходная мощность на метр разрядной трубки увеличивается с увеличением общей длины.
Как правило, толщина разрядной трубки не влияет на выходную мощность. Трубка водоохлаждающей рубашки, как и разрядная трубка, изготовлена из твердого стекла.
Его функция заключается в охлаждении рабочего газа, стабилизируя выходную мощность. Трубка для хранения газа соединена с обоими концами нагнетательной трубки, то есть один конец трубки для хранения газа имеет небольшое отверстие, соединенное с нагнетательной трубкой, а другой конец соединен с нагнетательной трубкой через спиральную трубку возврата газа.
Его функция заключается в обеспечении циркуляции газа внутри нагнетательной трубки, что способствует постоянному газообмену.
② Оптический резонатор
Оптический резонатор состоит из зеркала полного отражения и зеркала частичного отражения, являясь важнейшей частью CO2-лазера.
Оптический резонатор обычно выполняет три функции: контролирует направление распространения светового луча, усиливая монохроматичность; выбирает режим; увеличивает рабочую длину активной среды.
Простейший и наиболее часто используемый оптический резонатор лазера состоит из двух плоских (или сферических) зеркал, расположенных друг напротив друга. В резонаторе CO2-лазера часто используется плоско-вогнутый резонатор, а зеркало отражения изготавливается из оптического стекла К8 или оптического кварца, обработанного в вогнутое зеркало с большим радиусом кривизны.
На поверхность зеркала наносится высокоотражающая металлическая пленка - пленка золота, которая обеспечивает коэффициент отражения 98,8% для света с длиной волны 10,6 мкм и обладает стабильными химическими свойствами.
Мы знаем, что свет, излучаемый углекислым газом, является инфракрасным, поэтому зеркало должно быть способно пропускать инфракрасный свет. Поскольку обычное оптическое стекло непрозрачно для инфракрасного света, в центре зеркала полного отражения необходимо проделать небольшое отверстие, которое затем заделывается материалом, способным пропускать лазер с длиной волны 10,6 мкм.
Это герметизирует газ и позволяет части лазера в резонаторе выходить из полости через это маленькое отверстие, формируя лазерный луч.
③ Источник питания и насос
Источник накачки обеспечивает энергию, чтобы вызвать инверсию населенности между верхним и нижним энергетическими уровнями в рабочем материале. Ток разряда герметичного CO2-лазера невелик, так как используется холодный катод, а катод изготавливается цилиндрической формы из молибдена или никеля.
При рабочем токе 30-40 мА и площади баллона катода 500 см2 зеркало не загрязняется. Между катодом и зеркалом устанавливается световой барьер.
3.2 Основной принцип работы CO2-лазера
Как показано на рисунке 2, диаграмма иллюстрирует молекулярные энергетические уровни, ответственные за лазерную генерацию в CO2-лазере.
В процессе возбуждения CO2-лазера, как видно из рисунка 2, участвуют в основном три газа: CO2, азот и гелий. CO2 - это газ, который производит лазерное излучениеАзот и гелий служат вспомогательными газами.
Гелий служит двум целям: он ускоряет процесс тепловой релаксации на уровне 010, что способствует извлечению из уровней 100 и 020, и облегчает эффективный теплообмен.
Введение азота в первую очередь облегчает передачу энергии в CO2-лазере, что в значительной степени способствует накоплению частиц на верхних энергетических уровнях CO2-лазера и получению мощных, высокоэффективных лазеров.
В насосе используется непрерывное возбуждение постоянным током. Принцип питания постоянным током предполагает преобразование подключенного переменного напряжения с помощью трансформатора, затем выпрямление и фильтрацию высокого напряжения для подачи его на лазерную трубку.
Рисунок 2: Диаграмма перехода энергетических уровней молекулярного лазера CO2
CO2-лазер - это высокоэффективный лазер, который минимизирует повреждение рабочей среды. Он излучает невидимый лазер с длиной волны 10,6 мкм, что делает его идеальным лазером.
По условиям работы газ можно разделить на закрытый и циркуляционный типы. По методу возбуждения их можно разделить на электрические, химические, тепловые, оптические и ядерные. Почти все CO2-лазеры, используемые в медицине, имеют электрическое возбуждение.
Основной принцип работы CO2-лазера схож с другими молекулярными лазерами, но процесс стимулированного излучения довольно сложен.
Молекула имеет три различных движения: движение электронов внутри молекулы, которое определяет электронное энергетическое состояние молекулы; колебания атомов внутри молекулы, т.е. атомы периодически колеблются вокруг своих равновесных положений, определяя колебательное энергетическое состояние молекулы; и вращение молекулы, т.е. непрерывное вращение молекулы в пространстве как целого, определяющее вращательное энергетическое состояние молекулы.
Молекулярные движения чрезвычайно сложны, отсюда и сложность энергетических уровней.
Генерация лазера в CO2-лазере: В разрядную трубку обычно подается постоянный ток от нескольких десятков до сотен миллиампер.
Во время разряда молекулы азота в смешанном газе внутри разрядной трубки возбуждаются из-за столкновения электронов. Затем возбужденные молекулы азота сталкиваются с молекулами CO2.
Молекула N2 передает свою энергию молекуле CO2, заставляя молекулу CO2 переходить с более низкого энергетического уровня на более высокий, что приводит к инверсии населенности и, следовательно, к генерации лазера.
3.3 Преимущества и недостатки CO2-лазеров
По сравнению с другими лазерами, CO2-лазеры имеют следующие преимущества и недостатки:
Преимущества:
Они обладают превосходной направленностью, монохроматичностью и стабильностью частоты. Учитывая низкую плотность газа, трудно добиться высокой плотности возбужденных частиц, поэтому выходная плотность энергии CO2 газовый лазер обычно ниже, чем у твердотельного лазера.
Недостатки:
Хотя эффективность преобразования энергии CO2-лазеров довольно высока, она не превышает 40%. Это означает, что более 60% энергии преобразуется в тепловую энергию газа, что приводит к повышению температуры. Повышение температуры газа может вызвать депопуляцию верхнего лазерного уровня и тепловое возбуждение нижнего уровня, что снижает число инверсий частиц.
Кроме того, повышение температуры газа может вызвать уширение спектральной линии, что приводит к уменьшению коэффициента усиления.
Кроме того, повышение температуры газа может вызвать разложение молекул CO2, что снижает концентрацию молекул CO2 в разрядной трубке. Эти факторы могут снизить выходную мощность лазера и даже привести к "тепловому гашению".
IV. Применение CO2-лазеров
4.1 Военное применение
За последние годы устойчивое развитие CO2-лазеров стало заметным в военной сфере. Лазерное оружие, как новая концепция, стало предпочтительным в вооружении нового века благодаря своим преимуществам перед традиционным обычным оружием, таким как высокая скорость, хорошая направленность, высокая плотность энергии и высокая операционная эффективность.
Высокоэнергетическое лазерное оружие играет все более важную роль в военном применении, представляя собой направление развития оружия будущего. Оно способно кардинально изменить современную обстановку на поле боя и способы ведения боевых действий, глубоко изменив характер будущих конфликтов.
Высокоэнергетические аэродинамические CO2-лазеры с высокой выходной мощностью были разработаны различными странами для создания высокоэнергетического лазерного оружия.
Основная особенность лазерной противоракетной обороны, или лазерной противоракетной тактики, заключается в использовании высокоэнергетических лазеров, движущихся со скоростью света, для уничтожения ракет или других летающих объектов, движущихся со скоростью звука.
Мы можем с уверенностью сказать, что в этой области доминируют CO2-лазеры благодаря их значительным преимуществам.
В настоящее время армия принимает на вооружение наземные малогабаритные лазерные противоракеты, ВВС - воздушные лазерные противоракеты, а ВМС - корабельные лазерные противоракеты, в которых используются высокоэнергетические CO2-лазеры.
Основными характеристиками будущего лазерного оружия на CO2 являются сверхвысокая мощность и высокая портативность. Высокоэнергетические лазеры станут важнейшим компонентом будущих боевых систем, способствуя контрнаблюдению, активной защите, противовоздушной обороне и разминированию.
Высокая мобильность значительно повысит боевые возможности отдельных солдат, максимально увеличив роль каждого из них, хотя пока эта идея является теоретической. Лазерное оружие разных стран разрабатывается в этом направлении.
Ожидается, что в будущем CO2-лазерное оружие будет развиваться в направлении высокой функциональности, портативности и смертоносной эффективности. Как показано на рисунке 3:
Рисунок 3: Военное применение CO2-лазеров
4.2 Применение в медицине
За последние 20 лет лазерные технологии стремительно продвинулись в медицине, эффективно излечивая многие заболевания и врожденные патологии.
Свободно-лучевые CO2-лазеры используются в хирургии, часто бесконтактным способом с тканями кожи, обеспечивая различные преимущества по сравнению с традиционными операциями, такие как уменьшение механических повреждений, повышение защиты окружающих тканей и более легкое поддержание асептических условий.
По сравнению с другими лазерными операциями лазерный скальпель CO2 обладает большей режущей способностью, более высоким коэффициентом поглощения тканями и меньшей концентрацией проникновения в ткани (около 0,23 мм). Это делает менее вероятным повреждение артерий во время операции, что привело к широкому использованию непрерывных CO2-лазеров для клинического хирургического лечения.
Однако повреждение тканей непрерывным CO2-лазером в клинических условиях является неселективным, что часто приводит к побочным эффектам, таким как рубцы на коже после операций. Вырезание или выпаривание повреждений также может в той или иной степени повредить нормальные ткани, что делает его непригодным для операций с высокими требованиями. Это существенно ограничивает дальнейшее применение CO2-лазеров в медицине.
В 1983 году Адерсон и Пэрриш предложили принцип "селективного фототермолиза" для неповреждающего лазерного лечения.
Основная идея заключается в том, что когда лазер проходит через нормальную ткань, чтобы достичь целевого поражения, коэффициент поглощения лазера в поражении должен быть выше, чем в нормальной ткани - чем больше разница, тем лучше, чтобы не повредить нормальную ткань при разрушении целевого поражения.
Время термической релаксации ткани-мишени должно быть больше, чем ширина импульса или время действия лазера, что предотвращает распространение тепла на окружающие нормальные ткани в процессе лазерного нагрева.
На основе принципа "селективного фототермолиза" в 1990-х годах появились высокоэнергетические импульсные медицинские аппараты, представленные ультраимпульсными CO2-лазерами.
Эти устройства успешно применяются, позволяя добиться прорыва в высокотребовательных областях, особенно в области лазерной косметики. Перспективы развития очень широки.
В ультраимпульсных CO2-лазерах используется передовая импульсная технология и технология ШИМ-контроля мощности. Они не только быстро увеличивают пиковую выходную мощность лазера, обеспечивая достаточную энергию для воздействия на ткани, но и точно контролируют ширину и частоту повторения каждого импульса с помощью ШИМ-сигналов.
Рассчитав время тепловой релаксации тканей-мишеней, регулируя длительность импульса, можно добиться оптимальных результатов хирургического вмешательства. Например, время тепловой релаксации капилляров составляет около 10 мкс, что требует ширины импульса менее 10 мкс; время тепловой релаксации тканей кожи составляет около 1 мс, что требует ширины импульса менее 1 мс для лазерного устройства, используемого для шлифовки кожи и удаления морщин.
Наиболее существенное отличие современных лазерных аппаратов от аппаратов более чем десятилетней давности заключается в точном контроле длительности импульса, что в корне обеспечивает безопасность современного лазерного лечения.
Ультраимпульсные лазерные аппараты CO2 не только обладают общими характеристиками скальпелей с непрерывным CO2-лазером, но и имеют свои преимущества. Они могут выдавать высокоэнергетические импульсные лазеры с высокой частотой повторения, что соответствует операционным требованиям "лазерного селективного фототермолиза".
Они позволяют быстро и эффективно удалять ткани-мишени, минимизируя повреждение лазером нормальных тканей и значительно повышая точность и безопасность работы медицинских клиник.
Клиническая практика показывает, что при выполнении одной и той же операции мощность лазера импульсных лазеров гораздо ниже, чем у непрерывных.
Поэтому реакция тканей, вызванная лазерной операцией, легче, повреждение окружающих тканей меньше, время короче, во время лечения образуется меньше дыма, что обеспечивает четкое поле зрения.
Ультраимпульсные CO2-лазеры широко используются в оториноларингологии, гинекологии, нейрохирургии, общей хирургии и эстетике.
Компания Lumenis, представившая Bridge Therapy, разработала и выпустила различные аппараты для лечения CO2-лазером, такие как серия NovaPulse для использования в оториноларингологии и эстетике.
Среди других примеров - хирургический аппарат MODEL CTL1401 польской компании CTL и японский аппарат GL-Ⅲ компании NANO LASER, использующий CO2-лазер для хирургической обработки полости рта.
Технология лазерной резки широко используется при обработке как металлических, так и неметаллические материалы. Это значительно сокращает время обработки, снижает затраты и повышает качество заготовок.
Лазерная резка осуществляется за счет энергии высокой плотности, образующейся при фокусировке лазера.
По сравнению с традиционными обработка листового металла Лазерная резка обеспечивает превосходное качество резки, скорость, гибкость (возможность придания произвольных форм) и широкие возможности для обработки материалов.
С точки зрения резка металлаИменно она является основной областью применения CO2-лазера. В настоящее время, учитывая экономические факторы, мощные станки лазерной резки обычно используются для субподряда в формате станционной обработки.
С развитием отечественных CO2-лазеров средней мощности, различные листовой металл Заводы будут приобретать собственные станки для лазерной резки, что приведет к значительному росту спроса.
Резка неметаллических деталей применяется для вырезания шаблонов штампов, резки древесины и древесноволокнистых плит высокой плотности, а также для резки пластика.
Лазерная сварка - это метод соединения материалов, преимущественно используемый для соединения металлические материалы. Подобно традиционным методы сваркиОн соединяет два компонента или детали, расплавляя материал в зоне соединения.
Учитывая высокую концентрацию лазерной энергии, процессы нагрева и охлаждения происходят невероятно быстро.
Материалы, которые сложно обрабатывать стандартными методами сварки из-за их хрупкости, высокой твердости или сильной гибкости, легко поддаются обработке лазером.
С другой стороны, лазерная сварка не предполагает механического контакта, что позволяет гарантировать, что область сварки не деформируется под нагрузкой.
Благодаря расплавлению наименьшего количества материала для получения сплава, соединения качество сварки значительно повышается, а производительность труда увеличивается.
Лазерная сварка обеспечивает глубокую сварной шов и минимальная зона термического воздействия, что обеспечивает превосходное качество.
Например, при сварке тонких металлических пластин CO2-лазеры средней мощности подходят для сварки тонких металлических пластин толщиной менее 1 мм, таких как ламинированные листы кремнистой стали часто используется в автомобильных деталях, генераторах, стеклоочистителях, стартерах, стеклоподъемниках и т.д.
Раньше они крепились с помощью штамповки и клепки, а теперь их можно сваривать с помощью лазера.
Сварка аккумуляторов, особенно при производстве литиевых батарей - таких как сварка вкладки, сварка предохранительного клапана, сварка отрицательного электрода, сварка герметизации корпуса - лазерная сварка является оптимальным процессом, требующим большого разнообразия и количества лазерные сварочные аппараты.
Также растет спрос на лазерную сварку в деталях точных приборов, таких как сварка нержавеющей стали диафрагмы и корпуса авиационных приборов.
V. Современное состояние исследований и перспективы развития CO2-лазеров
5.1 Текущее состояние исследований CO2-лазеров
На протяжении почти 50 лет с момента своего появления CO2-лазер был в центре внимания человечества. Этот тип газовых лазеров работает, используя газ CO2 в качестве рабочей среды. CO2-лазеры представляют собой значительную категорию газовых лазеров.
В настоящее время основные направления исследований CO2-лазеров включают:
1. Высокоэффективные CO2-лазеры.
Несомненно, по сравнению с твердотельными лазерами их эффективность чрезвычайно высока. Однако в целом, по сравнению с самим CO2-лазером, эффективность все еще сравнительно низкая.
В 1964 году при использовании N2 была достигнута эффективность конверсии 3%, а в 1965 году при использовании смеси газов CO2-N2-He эффективность конверсии достигла 6%. На сегодняшний день наибольшая эффективность не превышает 60%.
Многие компании ведут исследования по повышению эффективности. Например, американская компания Datong достигла эффективности около 60% в своих CO2-лазерах.
2. Маленькие, многофункциональные CO2-лазеры.
Большинство современных CO2-лазеров выполняют только одну функцию и могут выполнять только очень специфические задачи. Мы знаем, что CO2-лазеры, используемые в крупных больницах для удаления веснушек и волос, довольно громоздки, но их конструкция принципиально одинакова. Использование многофункциональных CO2-лазеров приводит к уменьшению физического объема и, соответственно, к гораздо более низкой цене.
3. Мощные CO2-лазеры.
Высокая мощность всегда была целью военных. В этом отношении уровень исследований некоторых отечественных военных предприятий относительно отсталый. ВВС США первыми начали исследовать мощные CO2-лазеры.
В 1975 году, в одиннадцатую годовщину рождения CO2-лазера, ВВС США разработали CO2-лазер, мощность которого достигала 30 КВт. В 1988 году выходная мощность исследованного CO2-лазера достигла 380 КВт.
По некоторым данным, опубликованным американскими военными, выходная мощность разработанных CO2-лазеров уже достигла уровня в десятки мегаватт.
4. Исследования в области промышленных технологий.
CO2-лазеры доминируют в лазерная обработкаЛазеры широко используются для сварки, резки, термообработки, очистки и т.д. К качеству и выходной мощности лазера предъявляются очень жесткие требования.
Поэтому промышленные CO2-лазеры должны иметь высококачественные лазерные лучи и стабильную выходную мощность.
Применение лазеров уже проникло в такие области, как оптика, медицина, ядерная энергетика, астрономия, география и океанография, ознаменовав собой развитие новой технологической революции.
Если сравнить историю развития лазеров с историей развития электроники и авиации, то можно понять, что мы все еще находимся на ранних стадиях развития лазеров, а на горизонте маячит еще более захватывающее и многообещающее будущее.
5.2 Перспективы развития CO2-лазеров
Будущее CO2-лазеров будет развиваться в следующих направлениях:
(1) Мощный CO2-лазер с поперечным потоком.
Этот мощный СО2-лазер с поперечным потоком используется для лазерной обработки и термообработки, имеет интегрированную коробчатую конструкцию. В верхней коробке устройства расположены встроенная разрядная камера, теплообменник, система вентиляторов, направляющие на входе и выходе и оптический резонатор.
Нижний блок содержит источник питания лазера, систему зарядки и разрядки газа, вакуумный насос, блок балластных резисторов и блок управления.
По сравнению с существующими технологиями, он отличается компактной структурой, простотой установки, обслуживания, высокой эффективностью работы и возможностью миниатюризации.
Его основное применение - сварка алмазных инструментов, автомобильных шестерен, газогенераторов автомобильных подушек безопасности, лазеров. упрочнение поверхности и наплавочные процессы, а также такие уникальные применения, как ремонт поверхности нефтехимических деталей и поверхностное упрочнение стальных валов плавлением.
(2) Акустооптический CO2-лазер с переключением добротности.
Для удовлетворения потребностей в таких областях, как лазерная дальнометрия, обнаружение окружающей среды, космическая связь и исследование механизмов взаимодействия лазера с материалом, был разработан акустооптический CO2-лазер с Q-переключением.
С помощью уравнений скорости импульсных лазеров с Q-переключением были теоретически проанализированы, рассчитаны и затем экспериментально проверены основные технические параметры лазерного излучения.
Частота повторения импульсов лазера составляет от 1 Гц до 50 кГц. При частоте 1 кГц ширина выходного лазерного импульса составляет 180 нс, а пиковая мощность - 4062 Вт, что в основном соответствует теоретическим расчетам.
Результаты показывают, что высокая частота повторения, узкая ширина импульса и высокая пиковая мощность малогабаритного CO2-лазера могут быть достигнуты путем оптимального выбора акустооптического (AO) кристалла и разумной конструкции резонатора.
Перестройка длины волны и кодированный выход таких лазеров могут быть достигнуты за счет выбора линии решетки и управления TTL-сигналом.
(3) Компактный CO2-лазер на волноводе с ВЧ-возбуждением с большим сроком службы.
Чтобы расширить применение CO2-лазеров в промышленной обработке и военном деле, был разработан компактный CO2-лазер на волноводе с радиочастотным возбуждением с длительным сроком службы, в котором для корпуса лазера используются экструдированные профили из алюминиевого сплава, дисковая индуктивность вместо традиционной индуктивности в виде проволоки, а также цельнометаллическая герметизация.
Он может выдавать непрерывный или импульсный сигнал с частотой модуляции не выше 20 кГц, с максимальной выходной мощностью 30 Вт, сроком службы более 1500 часов и сроком хранения более 1,5 лет.
Результаты показывают, что этот лазер отличается компактной структурой, стабильной выходной мощностью, длительным сроком службы и может работать в режимах непрерывной и импульсной модуляции. Он может не только обрабатывать различные материалы, но и использоваться в военных целях.
(4) Новый портативный CO2-лазер TEA.
Это новый портативный CO2-лазер с поперечным возбуждением под атмосферным давлением. Лазер питается от четырех перезаряжаемых батарей № 5 и может работать непрерывно в течение 1 часа при частоте повторения 1 Гц.
Размер лазерной установки в сборе (включая блок питания и систему управления) составляет 200 нм × 200 мм × 360 мм, а вес - менее 8 кг. Лазер использует ультрафиолетовую коронную предыонизацию для стабильного и равномерного разряда.
В условиях свободных колебаний выходная энергия лазерного импульса достигает 35 мДж, а длительность выходного импульса - 70 нс.
(5) Мощный непрерывный CO2-лазер.
В ответ на проблему трещин и деформации лопастей в непрерывных лазерная облицовка лопастей турбины вертолетного двигателя, была применена новая схема управления мощностью на CO2-лазере непрерывного поперечного потока мощностью 5 кВт.
Благодаря программному обеспечению и соответствующим элементам управления была достигнута импульсная мощность лазера, что позволило преодолеть проблемы стоимости и стабильности, возникающие при использовании мощных импульсных источников питания.
Частота импульсной модуляции может достигать 5 Гц, а рабочий цикл модуляции может варьироваться от 5% до 100%.
В эксперименте по наплавке порошка сплава Стеллит Х-40 на поверхность лопаток двигателя из сплава К403 использовалась пиковая мощность 4 кВт, частота следования импульсов 4 Гц и рабочий цикл 20%.
Результаты показали, что после наплавки зона термического влияния уменьшилась на 50%, твердость увеличилась на 5%, эффективность межфазного сцепления была сопоставима с основным материалом, не было трещин в наплавке или деформации лезвия.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как создаются замысловатые узоры на приборной панели вашего автомобиля или на корпусе смартфона? Эта статья посвящена технологии лазерного травления пресс-форм и объясняет, как лазеры улучшают поверхность пресс-форм...
Вы когда-нибудь задумывались, почему лазеры такие точные и мощные? В отличие от обычного света, лазеры обладают уникальными характеристиками, такими как высокая направленность, монохроматичность, когерентность и интенсивность. В этой статье мы рассмотрим эти...
Представьте себе луч света, достаточно мощный, чтобы разрезать сталь или проводить тонкие операции. Эта статья погружает в увлекательный мир лазерных технологий, исследуя основные компоненты...
Что делает взаимодействие металла и лазера таким захватывающим? Это взаимодействие между светом и заряженными частицами металла, которое приводит к различным уровням отражения, поглощения и пропускания. Эта статья посвящена...
Вы когда-нибудь задумывались, как сложные рисунки вытравливаются на различных материалах с такой точностью? Эта статья погружает в увлекательный мир лазерных гравировальных станков, подробно описывая их работу, меры безопасности и...
Вы когда-нибудь задумывались, как лазеры могут разрезать материалы с такой точностью? В этой статье мы исследуем увлекательный мир наносекундных, пикосекундных и фемтосекундных лазеров. Вы узнаете, как эти лазеры...
Представьте себе производство сложных высокопрочных деталей из нержавеющей стали с непревзойденной точностью и эффективностью. Лазерное аддитивное производство нержавеющей стали 316L совершает революцию в отрасли, используя такие передовые технологии, как направленное энергетическое осаждение...
Вы когда-нибудь задумывались, как крошечный полупроводник может производить мощное лазерное излучение? Полупроводниковые лазеры, играющие ключевую роль в технологиях от волоконной оптики до медицинских приборов, значительно эволюционировали с момента своего появления в 1962 году.....
Представьте себе, что вы удаляете стойкую ржавчину, краску или загрязнения с поверхностей без вредных химикатов или абразивных методов. Технология лазерной очистки - революционный метод - использует лазерные лучи для эффективной и безопасной очистки поверхностей.....