Techniken und Grenzwerte für typische Blechbauteile
Wie kann man mit präzisen Techniken und sorgfältigen Grenzen Bleche in wichtige Komponenten verwandeln? In diesem Artikel lernen Sie verschiedene Methoden wie das Abflachen, das Biegen von 180°-U-Teilen und das dreifache Falzen kennen, die für die Formgebung von Blechen unerlässlich sind. Sie erfahren, wie Sie Mindestmaße berechnen und häufige Fallstricke vermeiden können, um qualitativ hochwertige Ergebnisse zu erzielen. Am Ende werden Sie die kritischen Faktoren verstehen, die die Effektivität und Präzision dieser Metallbearbeitungstechniken beeinflussen.
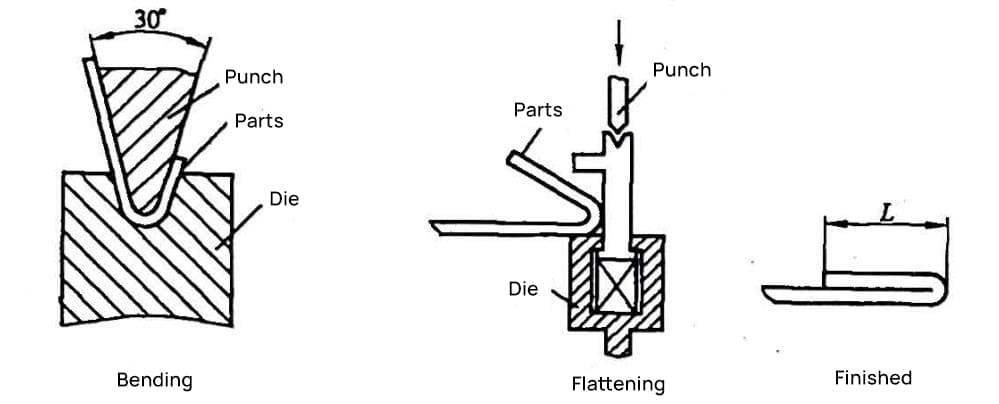
Die Methode des Abflachens (auch als Säumen bezeichnet) ist in Abbildung 2-20 dargestellt. Zunächst wird die Kante des Blechs mit einer 30°-Biegematrize in eine 30°-Form gebogen. Anschließend wird die gebogene Kante geglättet. Das Abflachen kann auf einer Pressmaschinehydraulische Maschine oder eine Abkantpresse.
Abbildung 2-20 Abflachung mit einer Biegemaschine
Die Mindestgröße der Abflachungsbreite Lmin für die Biegemaschine kann unter Verwendung von Gleichung (2-3) plus 0,5t (t ist die Materialdicke) berechnet werden, wie in Gleichung (2-7) gezeigt:
Lmin = (Bvmin - x) / 2 + f + 1,5t (2-7)
Zu den gängigen Blechmaterialien, die sich zum Glätten eignen, gehört Edelstahl, verzinktes Blechund Aluminium-Zinkblech. Teile, die galvanisch beschichtet werden müssen, sollten nicht verwendet werden, da die abgeflachten Bereiche Säureeinschlüsse verursachen können, die die Behandlung erschweren.
2. 180° U-Stück Biegen
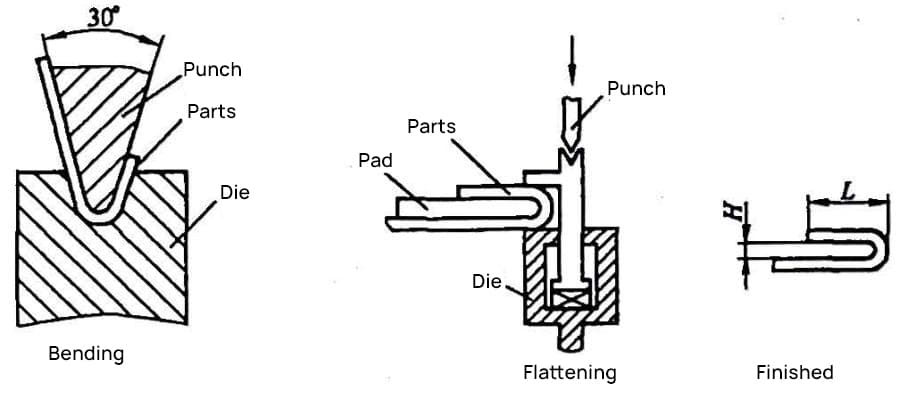
Der Biegevorgang eines 180°-U-Stücks ist in Abbildung 2-21 dargestellt. Biegen Sie das Blech zuerst mit einem 30°-Biegewerkzeug auf 30°, glätten Sie dann die gebogene Kante und entfernen Sie den Abstandhalter nach dem Glätten.
Die Dicke H des Abstandshalters sollte aus den üblichen Blechgrößen (z. B. 0,5 mm, 0,8 mm, 1,0 mm, 1,2 mm, 1,5 mm, 2,0 mm) gewählt werden, und es ist nicht ratsam, eine zu große Blechdicke zu wählen. Wenn die Öffnung des 180°-U-Stücks groß ist, sollte eine spezielle Form zum Biegen verwendet werden.
Die Mindestgröße der Biegekante Lmin der Biegebreite kann mit Gleichung (2-3) plus H berechnet werden. Die Gleichung lautet wie folgt
Lmin = (Bvmin - x) / 2 + f + H (2-8)
Abbildung 2-21 Biegen von 180°U-Stücken
3. Dreifacher Falz-Hemming
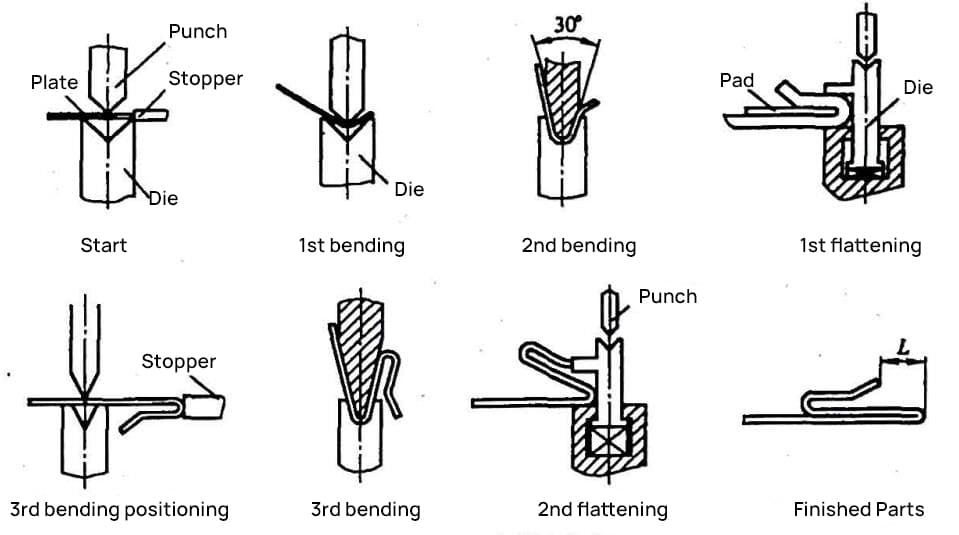
Die dreifache Falzung ist in Abbildung 2-22 dargestellt. Die Biegung sollte zuerst an der kleineren Seite in der Abbildung erfolgen, dann wird das U-förmige Teil mit der zuvor erwähnten 180° U-Stück-Biegemethode geformt, und schließlich wird das dreifach gefaltete Falzstück mit der Abflachungsmethode geformt.
Abbildung 2-22 Dreifach klappbare tote Kante
Bei der Planung und Vorbereitung der Verarbeitungstechnik für die Teile, die eine dreifache Abkantung erfordern, sollten die Konstruktionsmaße aller Teile beachtet werden.
Die Konstruktionsmaße müssen den für jede Stufe erforderlichen Mindestbiegemaßen und dem Mindestbreitenmaß Lmin der endgültigen abgeflachten, komprimierten Kante, wodurch unnötige Nachbearbeitungen oder die Herstellung spezieller Vorrichtungen vermieden werden.
Der empfohlene Wert für das Mindestbreitenmaß Lmin der abgeflachten Presskante ist in Tabelle 2-5 dargestellt.
Tabelle 2-5 Mindestbreitenmaß der endgültigen abgeflachten Presskante beim dreifachen Falzen (Einheit: mm)
Material Dicke t
0.5
0.6
0.8
1.0
1.2
1.5
2.0
2.5
Mindestmaß der komprimierten Kante Lmin
4.0
4.0
4.0
4.0
4.5
4.5
5.0
5.0
Anmerkung:
Die Angaben in der Tabelle sind Erfahrungswerte und dienen nur als Anhaltspunkte.
Selbst wenn die Struktur es zulässt, ist es nicht ratsam, die minimale komprimierte Kantengröße zu verwenden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie die massiven Stahlkonstruktionen von Lokomotiven ihre präzisen Kurven erhalten? In diesem Artikel lüften wir das Geheimnis, wie große Biegeradien in Blechteilen entstehen....
Haben Sie sich jemals gefragt, wie eine CNC-Abkantpresse reibungslos funktioniert? Die Antwort liegt im Hydrauliköl. Diese wichtige Flüssigkeit sorgt für optimale Leistung und Langlebigkeit der Maschine. Unser Artikel...
Haben Sie sich jemals gefragt, wie eine Abkantpresse Metall mit solcher Präzision formt? Dieser Artikel enthüllt die faszinierenden Teile und Funktionen einer Abkantpresse und zeigt Ihnen, welche wichtige Rolle...
Haben Sie sich jemals gefragt, was Abkantwerkzeuge so faszinierend macht? In diesem fesselnden Blogbeitrag tauchen wir in die komplizierte Welt dieser wichtigen Werkzeuge ein, die das Metall formen...
Haben Sie sich jemals gefragt, wie ein flaches Metallblech in eine komplexe Form gebracht wird? Abkantpressen sind die unbesungenen Helden der Fertigungswelt, die Metall biegen und formen...
Haben Sie sich jemals gefragt, wie das Hydrauliksystem einer Abkantpresse funktioniert? In diesem Artikel tauchen wir tief in die Feinheiten dieser wichtigen Komponente ein. Unser erfahrener Maschinenbauingenieur führt Sie...
Haben Sie schon einmal über die Kräfte nachgedacht, die beim Biegen eines Rohrs wirken? In diesem Artikel werden wir die faszinierende Welt der Rohrbiegemechanik erkunden. Unser erfahrener Maschinenbauingenieur wird...
Wie wirkt sich die Größe der unteren Matrizenöffnung auf die endgültigen Abmessungen von Metallteilen beim Luftbiegen aus? Diese Frage ist von entscheidender Bedeutung für die Gewährleistung der Präzision bei der Metallverarbeitung. Die...
Wie können Sie bei der Verwendung einer Abkantpresse Präzision und Sicherheit gewährleisten? Dieser Artikel enthält 22 wichtige Tipps zur Optimierung der Leistung von Abkantpressen und behandelt Themen wie Werkzeugauswahl,...