Unter Stahlfehlern versteht man verschiedene abnormale Erscheinungen auf der Oberfläche oder im Inneren des Stahls während seiner Herstellung oder Verwendung, die seine Leistung und Qualität beeinträchtigen können.
Zu den üblichen Oberflächenfehlern bei Stahl gehören Risse, Kratzer, Falten, Ohren, Schorf (schwere Haut), Schweißnarben und Endgrate. Außerdem gibt es typische Oberflächenfehler wie Walzoxide, Flecken, Risse, entsteinte Oberflächen und Einschlüsse.
Die Ursachen für Stahlfehler sind vielfältig, z. B. starke Beschädigung oder Abnutzung der vorherigen Walzrille, Fremdmetalle, die auf die gewalzten Stücke fallen und in die Stahloberfläche gepresst werden, oder Fehler auf der Oberfläche des zuvor gewalzten Stücks. Die oxidative Atmosphäre während des Erhitzens führt ebenfalls zur Oxidation des Stahls, wobei sich Oxide wie FeO, Fe2O3, Fe3O4 auf der Werkstückoberfläche bilden.
Bei den Verfahren zur Erkennung von Stahlfehlern unterscheidet man hauptsächlich zwischen der traditionellen manuellen visuellen Erkennung und der automatischen Erkennung auf der Grundlage von Computer Vision. In den letzten Jahren wurden Methoden, die auf Deep Learning basieren, wie YOLOv5 und YOLOv7, ausgiebig für die automatische Erkennung von Oberflächenfehlern in Stahl eingesetzt.
Bestimmte Defekte, wie z. B. die Bänderbildung, können durch Hochtemperatur-Diffusionsglühen beseitigt werden. Bei diesem Verfahren wird das Material auf über 1050℃ erhitzt, um eine gleichmäßige Diffusion der Kohlenstoffatome zu ermöglichen und so die Bänderbildung zu beseitigen.
Stahlfehler beeinträchtigen nicht nur die physikalischen Eigenschaften des Stahls, sondern können auch ein Sicherheitsrisiko bei der Verwendung darstellen. Daher sind die Erkennung und Behandlung von Stahlfehlern von entscheidender Bedeutung, um die Qualität des Stahls und seine sichere Verwendung zu gewährleisten.
Was sind die spezifischen Gründe und Mechanismen für die Mängel im Stahl?
Zu den spezifischen Gründen und Mechanismen für die Mängel im Stahl gehören vor allem die folgenden Punkte:
Oberflächenfehler: Zu diesen Fehlern gehören Risse, Kratzer, Falten, Ohren usw. Die Bildung von Rissen kann auf unterirdische Blasen im Stahlblock, ungereinigte Risse und nichtmetallische Einschlüsse zurückzuführen sein, die während des Walzens brechen oder sich ausdehnen, sowie auf innere Risse im Stahlblock, die sich während des Walzens ausdehnen und an die Oberfläche treten. Darüber hinaus können Faktoren wie ungleichmäßige Kühlbedingungen auf beiden Seiten des Stahlblechs, ungleichmäßige Temperatur des gewalzten Stücks, ungleichmäßige Verformung während des Walzprozesses und ungleichmäßige Sprühwasserkühlung auf dem Stahlbandrollenweg ebenfalls Oberflächenfehler verursachen.
Interne Mängel: Dazu gehören Schrumpfungsrückstände, Delamination, weiße Flecken, Entmischung, nichtmetallische Einschlüsse, Lockerheit usw. Diese Defekte werden hauptsächlich durch die Ausrüstung, den Prozess und den Betrieb während des Stahlherstellungsprozesses verursacht.
Form- und Größenfehler: Diese Defekte können mit Problemen bei der Größenkontrolle während der Stahlproduktion zusammenhängen. Obwohl der spezifische Entstehungsmechanismus in den von mir recherchierten Informationen nicht detailliert beschrieben wird, lässt sich daraus schließen, dass er mit der Temperaturkontrolle, der Druckverteilung und anderen Faktoren während des Produktionsprozesses zusammenhängt.
Andere Faktoren: So können z. B. beim Schmelzen und Walzen (Schmieden) von Kohlenstoffstahl anlagen-, verfahrens- und betriebsbedingte Mängel wie Schorf, nichtmetallische Einschlüsse usw. auftreten. Darüber hinaus können auch die Auswirkungen unwiderstehlicher Faktoren wie Materialeigenschaften und Verarbeitungstechnologie bei der Stahlproduktion verschiedene Arten von Defekten auf der Oberfläche verursachen, wie Walzzunder, Flecken usw.
Arten von Stahlfehlern
Werkstoffe bilden die Grundlage für die Herstellung von langlebigen Werkzeugen. Bei der eigentlichen Produktion treten häufig verschiedene Arten von Materialfehlern auf.
Heute werden wir Sie über die 16 Arten von Stahlfehlern aufklären, damit Sie bei der Auswahl von Rohstoffen auf der Hut sein können.
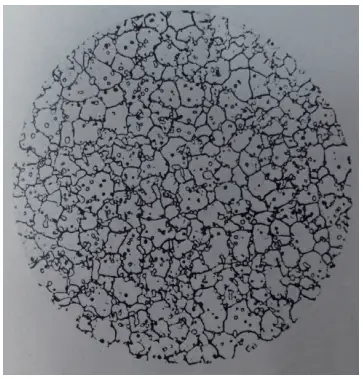
01. Porosität der Rohmaterialien
Nach einem Säureätztest an Stahl wurde festgestellt, dass einige Bereiche der Oberfläche der Probe nicht dicht waren und sichtbare Hohlräume aufwiesen.
Diese Hohlräume, die als dunkle Flecken mit ungleichmäßigen Farbtönen im Vergleich zu anderen Bereichen erscheinen, werden als Porosität bezeichnet.
Ist die Porosität im zentralen Teil der Probe konzentriert, spricht man von zentraler Porosität, ist sie dagegen gleichmäßig auf der Oberfläche verteilt, wird sie als allgemeine Porosität bezeichnet.
Sowohl die GB/T9943-2008 für Schnellarbeitsstahl als auch die GB/T1299-2014 für Werkzeugstahl enthalten spezifische Vorschriften für die Porosität von Stahl, aber die Lieferungen gehen oft über die Norm hinaus.
Porosität hat einen erheblichen Einfluss auf die Festigkeit von Stahl und birgt folgende Gefahren:
- Porosität schwächt den Stahl erheblich und macht ihn anfällig für Risse bei der Warmumformung, z. B. beim Schmieden, und auch bei der Wärmebehandlung.
- Die Porosität führt dazu, dass die Werkzeuge leicht abgenutzt werden und eine ungleichmäßige Oberfläche aufweisen.
Da sich die Porosität auf die Leistungsfähigkeit von Stahl auswirkt, gelten für Werkzeugstahl strenge Anforderungen an den zulässigen Porositätsgrad.
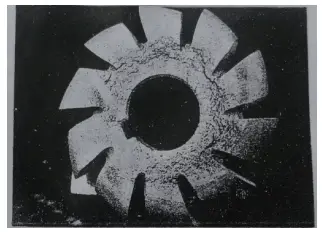
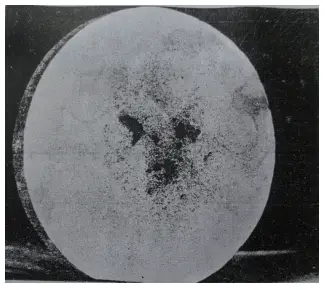
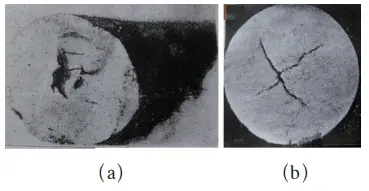
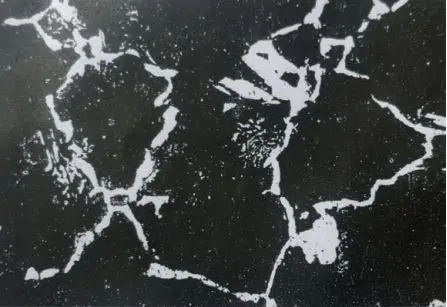
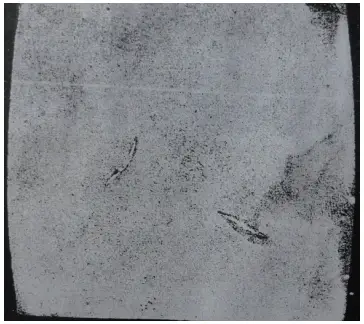
Die Abbildungen 1 und 2 zeigen φ90mm W18Cr4V (abgekürzt als W18) Stahl-RohstoffeDie Abbildung zeigt Porosität und Porositätsrisse nach einer Wärmebehandlung mit 1:1 HCl.
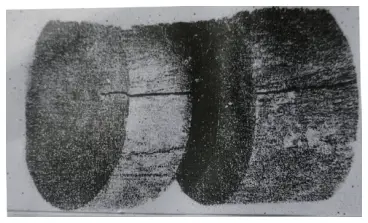
Abbildung 3 zeigt das Bild eines Schlitzfräsers aus W18Cr4V-Stahl, der durch die Wärmebehandlung mit 1:1-HCl eine starke Rissbildung durch Schonung erlitt.
Abbildung 1 Zentrale Porosität
Abbildung 2 Risse in Stahl mit mittlerer Porosität beim Schmieden von Knüppeln
Abbildung 3 Risse im Material des Schlitzfräsers aufgrund von Porosität während der Wärmebehandlung
02. Schrumpfungsrückstände
Während des Gießens eines Barrens kondensiert der flüssige Stahl und schrumpft im mittleren Teil, wobei ein röhrenförmiges Loch entsteht, das als Schrumpfung bezeichnet wird.
Typischerweise tritt die Schrumpfung in der Nähe des Speisers im Kopf des Blocks auf und sollte bei der Formung des Knüppels entfernt werden.
Der Teil, der nicht vollständig entfernt werden kann, wird jedoch als Schrumpfungsrest bezeichnet.
Obwohl es ideal wäre, die Schrumpfung vollständig zu beseitigen, stellen Stahlwerke oft die Produktionseffizienz in den Vordergrund und hinterlassen einen Rückstand, der irreversible Folgen für nachfolgende Prozesse hat.
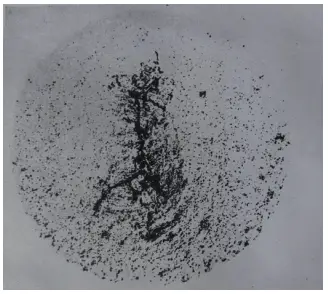
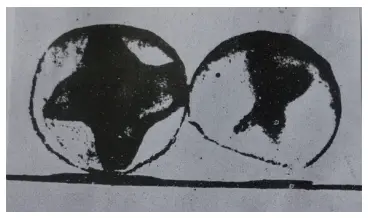
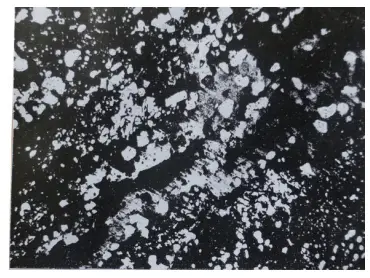
Abbildung 4 zeigt φ70mm W18-Stahl mit Schrumpfungsrückständen und starker Porosität, wie sie durch Hitzeätzung mit 1:1 HCl dargestellt werden.
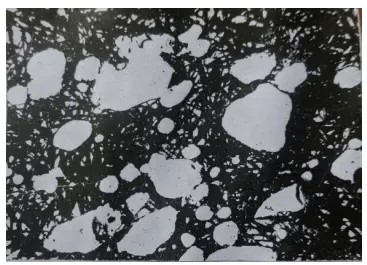
Abbildung 5 zeigt φ70mm W18-Stahl mit Lunkerrückständen, die nach dem Walzen Risse gebildet haben, wie durch Wärmeätzung mit 1:1 HCl dargestellt.
Vor ein paar Jahren stieß ein Unternehmen beim Sägen von φ75 mm starkem M2-Stahl auf Schrumpfungsrückstände.
Abbildung 4
Abbildung 5: Risse durch Schrumpfung von W18-Stahl
03. Oberflächenriss
Längsrisse auf der Oberfläche von Rohstoffen aus Schnellarbeitsstahl sind ein häufiges Phänomen.
Dafür kann es verschiedene Ursachen geben, wie z. B.:
(1) Beim Warmwalzen kann es während des Abkühlungsprozesses zu Spannungskonzentrationen kommen, die zu Rissen entlang von Kratzern führen, weil Oberflächenrisse oder Kratzer, die durch Matrizenlöcher verursacht werden, nicht vollständig entfernt werden.
(2) Schlechte Matrizenlöcher oder große Vorschubgeschwindigkeiten beim Warmwalzen können zu Faltenbildung führen, die bei der Weiterverarbeitung Risse entlang der Falzlinien verursachen.
(3) Beim Warmwalzen können Risse entstehen, wenn die Walzstopptemperatur zu niedrig ist oder die Abkühlungsgeschwindigkeit zu hoch ist.
(4) An 13 mm × 4,5 mm W18-Flachstahl, der bei kaltem Winterwetter gewalzt wird, werden häufig Oberflächenrisse beobachtet, was darauf hindeutet, dass die Risse auch durch klimatische Bedingungen beeinflusst werden können.
Es werden jedoch keine Risse beobachtet, wenn dieselbe Stahlsorte und Spezifikation zu anderen Zeitpunkten gewalzt wird.
Abbildung 6 zeigt den Oberflächenriss eines φ30 mm dicken W18-Stahls mit einer Tiefe von 6 mm, wie er durch Hitzeätzung mit 1:1 HCl dargestellt wurde.
Abbildung 6 Oberflächenriss
04. Risse in der Mitte des Rohmaterials
Während des Warmwalzens von Schnellarbeitsstahl kann eine übermäßige Verformung dazu führen, dass die Kerntemperatur ansteigt, anstatt zu sinken. Dies kann zur Bildung von Rissen in der Mitte des Materials aufgrund von thermischen Spannungen führen.
Abbildung 7 zeigt den mittleren Riss in φ35mm W18 Stahl (geätzt mit 1:1 HCl).
Zentrale Risse in Rohstoffen aus Schnellarbeitsstahl kommen in Werkzeugwerken häufig vor. Sie sind jedoch schädlich, da sie unsichtbar sind und nicht durch Berührung erkannt werden können. Die einzige Möglichkeit, diese Risse zu erkennen, ist die Rissprüfung.
Abbildung 7 Zentraler Riss
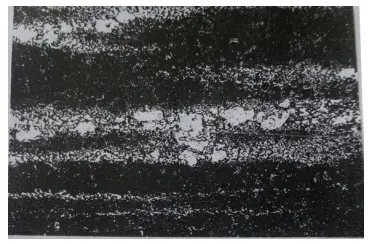
05. Segregation
Die ungleichmäßige Verteilung der chemischen Elemente innerhalb einer Legierung während des Erstarrungsprozesses wird als Seigerung bezeichnet. Dies kann sich erheblich auf die Leistung des Stahls auswirken, insbesondere wenn Verunreinigungen wie Kohlenstoff ungleichmäßig verteilt sind.
Segregation kann weiter unterteilt werden in Mikrosegregation, Dichtesegregation und regionale Segregation.
Dichte-Segregation tritt aufgrund von Dichteunterschieden zwischen den einzelnen Phasen in der Legierung auf, wodurch schwerere Elemente während der Erstarrung absinken und leichtere Elemente aufschwimmen. Regionale Seigerung wird durch die lokale Anhäufung von Verunreinigungen in Blöcken oder Gussstücken verursacht.
Abbildung 8 zeigt eine abgeschreckte metallographische Probe von W18-Stahl (geätzt mit einer 4% HNO3-Alkohollösung), die ein kreuzförmiges Muster zeigt.
Eine weitere Analyse der chemischen Zusammensetzung ergab, dass der Matrixanteil einen geringeren Kohlenstoffgehalt, während der kreuzförmige Teil einen höheren Kohlenstoffgehalt aufwies.
Diese Kreuzform ist das Ergebnis einer quadratischen Segregation, die durch die Entmischung von Kohlenstoff- und Legierungsbestandteilen während des Walzprozesses verursacht wird.
Starke regionale Entmischung kann die Festigkeit des Stahls schwächen und ihn bei der Warmumformung anfälliger für Risse machen.
Abbildung 8 Kreuzförmige Segregation (3×)
06. Ungleichmäßigkeit der Karbide
Das Ausmaß, in dem sich die eutektischen Karbide in Schnellarbeitsstahl (HSS) während der Heißpresse Prozess wird als Karbidungleichmäßigkeit bezeichnet. Je größer die Verformung, desto höher der Grad des Karbidbruchs und desto geringer der Grad der Karbidungleichförmigkeit.
Wenn die Karbide im Stahl stark gebrochen sind, z. B. in Form von groben Bändern, Maschen oder großen Karbidanhäufungen, hat dies erhebliche Auswirkungen auf die Qualität des Stahls. Es ist daher von entscheidender Bedeutung, die Ungleichmäßigkeit der Karbide sorgfältig zu kontrollieren, um die Qualität der HSS-Werkzeuge zu gewährleisten.
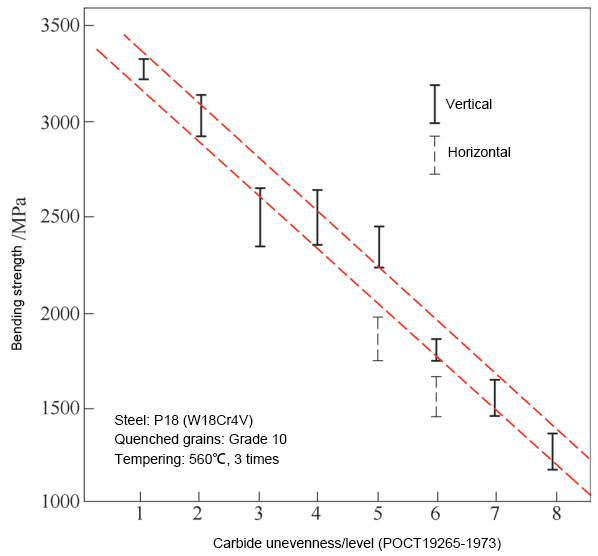
Abbildung 9 zeigt die Auswirkung der Ungleichmäßigkeit der Karbide auf die Biegefestigkeit von W18-Stahl.
Wie aus der Abbildung ersichtlich ist, beträgt die Biegefestigkeit bei den Sorten 7-8 mit Ungleichmäßigkeit nur 40-50% der Sorten 1-2, wodurch die Festigkeit auf 1200-1500MPa sinkt, was nur dem Niveau der Sorten mit höherer Zähigkeit in Hartmetall entspricht. Die horizontale Leistung beträgt etwa 85% der vertikalen Leistung.
Die Konzentration und die bandförmige Verteilung der Karbide kann auch zu ungleichmäßigen abgeschreckten Körnern und einer ungleichmäßigen Auflösung der Karbide führen, was eine erhöhte Überhitzungsneigung bzw. eine Verringerung der Sekundärhärtefähigkeit zur Folge hat.
Abbildung 9 zeigt die Auswirkungen der Ungleichmäßigkeit der Karbide auf die Biegefestigkeit von Schnellarbeitsstahl W18Cr4V.
Es ist zu erkennen, dass starke Ungleichmäßigkeiten im Karbid zu Rissen und Überhitzung bei der Warmumformung führen können, wodurch das fertige Werkzeug im Einsatz versagt.
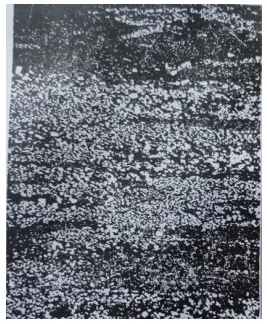
Abbildung 10 zeigt den durch grobe zonale Karbide verursachten Abschreckriss in W18-Stahl (geätzt mit einer 4% HNO3-Alkohollösung).
Abbildung 10 Grobzonales Karbid
07. Netzwerk Karbid
Stahl, der warmgewalzt wurde oder Glühen kann aufgrund hoher Erhitzungstemperaturen, langer Haltezeiten, die zu Kornwachstum führen, und langsamer Abkühlungsprozesse, die zu Karbidausscheidungen entlang der Korngrenzen führen, Netzwerkkarbide bilden.
Das Vorhandensein von Netzwerkkarbiden erhöht die Sprödigkeit des Werkzeugs erheblich und macht es anfälliger für Ausbrüche. Im Allgemeinen sind vollständige Netzwerkkarbide in Stahl nicht akzeptabel.
Die Inspektion auf Netzkarbide sollte durchgeführt werden, nachdem Abschrecken und Anlassen.
Abbildung 11 zeigt die Netzwerkkarbide von T12A-Stahl (geätzt mit 4% HNO3-Alkohollösung), während Abbildung 12 die Morphologie der Netzwerkkarbide von 9SiCr-Stahl (geätzt mit 4% HNO3-Alkohollösung) zeigt, die eine starke Überhitzung während des Glühen Prozess.
Abbildung 11 T12A Stahlmaschen-Hartmetall (500×)
Abbildung 12 9SiCr Stahlgitter Hartmetall (500×)
08. Karbidverkrustete Masse
Werkzeugfräser, die HSS drehen oder fräsen, können auf eine harte Substanz treffen und Schaden nehmen. Dieser Fehler ist beim Hochgeschwindigkeitsdrehen aufgrund der hohen Schnittgeschwindigkeit und des Lärms normalerweise nicht leicht zu finden.
Beim Fräsen können jedoch Klumpen und ein seltsames Chaos beobachtet werden, wie z. B. ein quietschendes Geräusch und ein starkes Ausbrennen des Werkzeugs beim Fräsen von Schlitzen mit Spiralbohrer.
Bei der Inspektion sind die hellen Blöcke mit bloßem Auge zu erkennen, und es wurde festgestellt, dass sie eine extrem hohe Härte aufweisen, die bis zu 1225HV reicht, während sich die nicht harten Bereiche in einem normalen Glühzustand befinden. Dies wird als "verklumpte Masse" bezeichnet.
Das Vorhandensein von Anbackungen führt zu Werkzeugschäden und erschwert das Schneiden.
Man geht davon aus, dass die Bildung dieser harten Klumpen durch die Entmischung chemischer Komponenten während des Schmelzprozesses verursacht wird und dass es sich dabei um eine Art hochhartes Verbundkarbid oder um das Ergebnis der Zugabe von feuerfesten Legierungsblöcken während des Schmelzens handelt.
Abbildung 13 zeigt die Makrostruktur einer Anbackungsmasse in W18-Stahl (geätzt mit 4% HNO3-Alkohollösung), wobei die weiße Substanz die Anbackungsmasse und die grauen und schwarzen Bereiche die Meißelrillen darstellen.
Abbildung 13: Makrostruktur der W18-Stahlkuchenmasse (20×)
09. Einschlüsse
Einschlüsse sind ein häufiger Fehler in Stahl, der in zwei Kategorien eingeteilt werden kann: metallische Einschlüsse und nicht-metallisch Einschlüsse.
Metallische Einschlüsse entstehen durch das unvollständige Schmelzen der Ferrolegierung während des Schmelzprozesses oder durch das Vorhandensein von Fremdmetallpartikeln, die in der Schmelze verbleiben. Stahlbarren.
Nichtmetallische Einschlüsse werden in zwei Arten unterteilt:
(1) endogene Einschlüsse, die hauptsächlich durch verschmutzte Gießsysteme, das Ablösen von feuerfestem Schlamm von der Ausrüstung oder die Verwendung unreiner Einsatzstoffe verursacht werden;
(2) Einschlüsse, die durch chemische Reaktionen während des Schmelzvorgangs entstehen und sich absetzen. Abbildung 14 zeigt Metalleinschlüsse in W18-Stahl gefunden, während Abbildung 15 nichtmetallische Einschlüsse zeigt, die beim Abschrecken Risse verursachen (geätzt mit 4% HNO3-Alkohollösung).
Abbildung 14 Metalleinschlüsse
Abbildung 15 Rissbildung durch nichtmetallische Einschlüsse beim Abschrecken (400 x)
Einschlüsse beeinträchtigen die Qualität des Stahls. Sie segmentieren die Stahlmatrix, verringern ihre Plastizität und Festigkeit und machen den Stahl anfällig für Risse um die Einschlüsse herum beim Walzen, Schmieden und bei der Wärmebehandlung.
Einschlüsse können auch zu Ermüdung des Stahls sowie zu Schwierigkeiten beim Schneiden und Schleifen führen. Daher müssen für Werkzeugstahl bestimmte Anforderungen an Einschlüsse gelten.
10. Schüttgut Karbid
Bei der Stahlverhüttung kann es zu einer ungleichmäßigen Verteilung der Karbide kommen, die auf eine Entmischung der Bestandteile zurückzuführen ist, oder wenn die Karbide in der Eisenlegierung nicht vollständig geschmolzen werden, was zu großen kantigen Karbiden führt, die nach dem Schmieden unzerkleinert bleiben.
Das Vorhandensein dieser massiven Karbide erhöht die Sprödigkeit des Werkzeugs und die Gefahr des Kippens.
Während des Wärmebehandlungsprozesses können sich diese großen Karbide und Legierungselemente anreichern, was zu Defekten wie Überhitzung, unzureichendem Anlassen und sogar Rissen entlang der Korngrenzen führen kann.
Abbildung 16 zeigt die Überhitzung während des Abschreckens, die durch die Entmischung der umgebenden Komponenten großer Karbide (geätzt in 4% HNO3-Alkohollösung) verursacht wird.
Abbildung 16 Überhitzung durch Entmischung von Bestandteilen um Massenkarbide während des Abschreckens (500×)
11. Karbidverflüssigung
Bei der Erstarrung von Flüssigmetall kann die Entmischung von Kohlenstoff und Legierungselementen dazu führen, dass sich beim Abkühlen große Karbidblöcke absetzen.
Diese Entmischung, die als Liquation bezeichnet wird, lässt sich bei der anschließenden Verarbeitung nicht ohne weiteres beseitigen und führt dazu, dass in der Walzrichtung des Stahls eine große Menge Zoster-Karbid vorhanden ist.
Abbildung 17 zeigt die CrMn-Verflüssigung, wie sie mit einer 4% HNO3-Alkohollösung geätzt wurde.
Abbildung 17 Karbidverflüssigung (500×)
Stähle mit Liquation sind sehr spröde, da die kontinuierliche Metallmatrix unterbrochen ist, was zu einer geringeren Festigkeit führt. Früher wurde Liquation häufig bei CrWMn- und CrMn-Stählen festgestellt, und die Verwendung dieser Stähle zur Herstellung von Lehren führte häufig zu Schwierigkeiten bei der Erzielung einer glatten Oberfläche.
12. Graphit-Kohlenstoff
Da die Glühtemperatur zu hoch und die Haltezeit zu lang ist, zerfallen die Karbide während des langsamen Abkühlungsprozesses des Stahls leicht in freien Kohlenstoff, der als Graphit bezeichnet wird.
Abbildung 18 zeigt die Mikrostruktur von Graphitkohlenstoff in T12A-Stahl (geätzt mit 4% Bittersäure-Alkohol-Lösung).
Abbildung 18 Graphitisches Kohlenstoffmikrogefüge von T12A-Stahl (500×)
Die Ausscheidung von Graphitkohlenstoff verringert die Festigkeit und Zähigkeit des Stahls erheblich, so dass er für die Herstellung von Messern und kritischen Bauteilen ungeeignet ist. Der Stahl weist schwarze Brüche auf, wenn er einen hohen Graphitkohlenstoffgehalt aufweist.
Das Vorhandensein von Graphitkohlenstoff kann durch chemische Analysen sowohl qualitativ als auch quantitativ bestimmt werden, und seine Form und Verteilung kann durch metallographische Methoden beobachtet werden.
Außerdem wird das Ferritgewebe um den Graphit herum zunehmen.
13. Versagen der Mischung und Zusammensetzung
Die Vermischung von Materialien in Unternehmen des Werkzeug- und Formenbaus ist ein häufiges Problem, das auf ein schlechtes Management und einen geringfügigen Fehler zurückzuführen ist. Zu den gemischten Materialien können drei Aspekte gehören: gemischter Stahl, gemischte Spezifikationen und gemischte Ofennummern.
Letzteres ist besonders häufig der Fall und kann zu vielen Problemen mit falschen Wärmebehandlungen führen, gegen die kein Einspruch erhoben werden kann. Von Zeit zu Zeit werden auch unqualifizierte Werkzeugmaterialkomponenten angetroffen.
Einige Komponenten aus Schnellarbeitsstahl entsprechen nicht der Norm GB/T9943-2008 für Schnellarbeitsstahl, insbesondere was den hohen oder niedrigen Kohlenstoffgehalt betrifft. Beispielsweise gehört W6Mo5Cr4V2Co5 zum HSS-E-Typ, hat aber einen geringeren Kohlenstoffgehalt als die untere Grenze der Norm.
Trotz der Bezeichnung als Hochleistungs-HSS erreicht die Härte nach der Wärmebehandlung nicht 67HRC. Stahlwerke müssen sicherstellen, dass der Stahl eine Härte von mindestens 67HRC erreichen kann, wenn er zum HSS-E-Typ gehört.
Ob ein Werkzeug eine so hohe Härte benötigt, ist eine interne Angelegenheit der Werkzeugfabrik und liegt nicht in der Verantwortung des Stahlwerks.
Erreicht die Härte jedoch nicht 67HRC, so ist dies ein Fehler des Stahlwerks. Es gibt auch viele Fälle von unqualifiziertem Matrizenstahl Zusammensetzung, was zu ständigen Streitigkeiten führt.
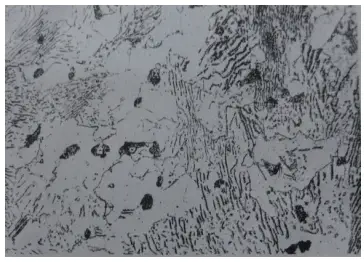
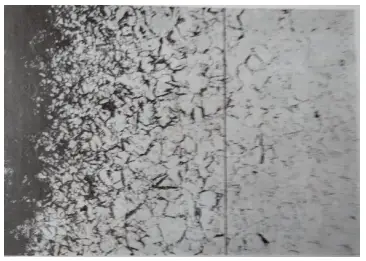
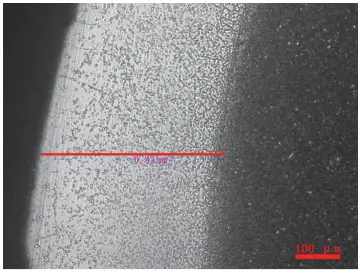
14. Dekarbonisierung von Rohstoffen
Das Land hat Standards für die Entkohlung von StahlAllerdings liefern die Stahllieferanten häufig Materialien, die diese Normen überschreiten, was zu erheblichen wirtschaftlichen Verlusten für die Werkzeughersteller führt.
Die Oberflächenhärte von Werkzeugen nimmt ab und ihre Verschleißfestigkeit ist nach dem Abschrecken von Materialien mit einer entkohlten Schicht schlecht. Daher ist es notwendig, die entkohlte Schicht während der Bearbeitung vollständig zu entfernen, um mögliche Qualitätsprobleme zu vermeiden.
Abbildung 19 zeigt die Entkohlungsmorphologie von W18-Stahl (geätzt in 4% HNO3-Alkohollösung). Die Entkohlungszone besteht aus nadelförmigem, gehärtetem Martensit, während die nicht entkohlte Zone aus abgeschrecktem Martensit, Karbiden und Rückständen besteht. Austenit.
Die Abbildungen 20 und 21 zeigen die Entkohlung von Stahl M2 bzw. T12 (geätzt in 4% HNO3-Alkohollösung).
Bei T12-Stahl ist die vollständig entkohlte Schicht Ferrit, die Übergangszone besteht aus kohlenstoffarmen angelassenen Martensitund die nicht entkohlte Zone besteht aus gehärtetem Martensit und Karbiden.
Abbildung 19 Austempered-Entkohlungsschicht (250×)
Abbildung 20 Entkohlung von Stahl M2
Abbildung 21 Entkohlte Schicht von T12A-Stahl (nach Abschrecken und Anlassen) (200×)
15. W18-Stahl ohne offensichtlichen Wärmebehandlungseffekt
Wir haben einen Flachstahl W18 mit den Abmessungen 13 mm x 4,5 mm von einem bestimmten Unternehmen ausgewählt und ihn in einem Salzbad bei Temperaturen von 1210℃, 1230℃ und 1270℃ abgeschreckt.
Die Erwärmungszeit betrug 200 Sekunden, und die Korngröße betrug 10,5, wie in Abbildung 22 dargestellt. Die Härte nach dem Abschrecken lag zwischen 65 und 65,5 HRC, aber überraschenderweise sank die Härte nach dem dreimaligen Anlassen bei 550℃.
Diese Anomalie wird als "Anekdote" bezeichnet.
Abbildung 22 Abschrecken von W18-Stahl Güteklasse 10.5 (500×)
Es scheint, dass das Karbid uns einen Streich spielt, d. h., wenn das Karbid erhitzt wird, löst es sich nicht in Austenit noch während des Temperierprozesses ausfallen.
Man spricht einfach davon, dass man nicht ein- oder aussteigen kann, wo bleibt also die Sekundärhärtung?
Das Problem liegt darin, dass sich das Karbid beim Erhitzen nicht in den Austenit auflöst und beim Anlassen nicht ausscheidet.
Es geht einfach darum, dass man nicht rein oder raus kann, woher kommt also die sekundäre Verhärtung?
16. Oberflächenqualität
Oberflächenfehler sind mit bloßem Auge leicht zu erkennen, wie z. B.:
- Unstimmige Abmessungen im Vertrag;
- Abweichung in Länge und Größe bei der tatsächlichen Lieferung;
- Oberflächenmängel, einschließlich ultradünner Grübchen in der Stahloberfläche, Korrosionsgrübchen, Rundheit Probleme, Hufeisen, übermäßige Unebenheiten in der Stahlplatte und ungleichmäßige Dicke.
Welche spezifischen Auswirkungen haben Stahlfehler auf die physikalischen Eigenschaften von Stahl?
Zu den spezifischen Auswirkungen von Stahlfehlern auf die physikalischen Eigenschaften von Stahl gehören vor allem die folgenden Aspekte:
Veränderungen der Härte und Plastizität: Unter dem Einfluss bestimmter Faktoren kann die Festigkeit von Stahl zunehmen, gleichzeitig nehmen jedoch Plastizität und Zähigkeit ab, was zu einer erhöhten Sprödigkeit führt, ein Phänomen, das als Verfestigung bezeichnet wird. Dieses Phänomen tritt typischerweise bei wiederholter Belastung auf, wenn die Elastizitätsgrenze ansteigt und in das plastische Stadium übergeht.
Auswirkungen auf die Verschleißfestigkeit und Ermüdungsfestigkeit: Fehler in der Oberflächenqualität beeinträchtigen nicht nur das ästhetische Erscheinungsbild von warmgewalztem Bandstahl, sondern können sich auch negativ auf die mechanischen Eigenschaften und die Korrosionsbeständigkeit, einschließlich der Verschleiß- und Ermüdungsfestigkeit, auswirken.
Werkzeugverschleiß und ungleichmäßige Oberflächen: Das Vorhandensein von Lockerheit im Material kann zu übermäßigem Verschleiß und ungleichmäßigen Oberflächen der daraus hergestellten Werkzeuge führen. Daher gelten für Werkzeugstahl strenge Anforderungen an den zulässigen Grad der Lockerheit.
Streuung der Mikrostruktur und Defekte: Die Zähigkeit von Stahl hängt in erster Linie von der Verteilung des Gefüges und der Defekte (Vermeidung konzentrierter Defekte) und weniger von der chemischen Zusammensetzung ab. Die Zähigkeit ändert sich nach der Wärmebehandlung erheblich.
Auswirkungen des Glühens und der Normalisierungsbehandlung: Das Glühen kann die Härte des Stahls verringern, die Plastizität verbessern, die Körner verfeinern, durch Gießen, Schmieden und Schweißen verursachte Gefügefehler beseitigen, die Struktur und Zusammensetzung des Stahls homogenisieren und innere Spannungen und Kaltverfestigungen im Stahl abbauen. Das Normalisieren hat ähnliche Auswirkungen auf große Guss-, Schmiede- und Schweißteile.