Cuando un material metálico es irradiado por un láser con una densidad de potencia de 106-109W/cm2Debido a la alta densidad de potencia del láser, la temperatura de la superficie del material superará el punto de ebullición, lo que dará lugar a la fusión o vaporización, y la mezcla dividida oxidada en la superficie será expulsada.
Al final del pulso láser, la densidad de potencia del láser disminuye y el chorro dividido se debilita.
Con la inyección de los productos de fisión, la vaporización se produce a cierta velocidad.
El grado se desplaza hacia el interior del material, éste se vaporiza y se retira, y el orificio se profundiza gradualmente.
Con el aumento del diámetro y la profundidad del agujero, los productos de fisión se eliminan sucesivamente por la presión del vapor, y finalmente se forma un agujero profundo.
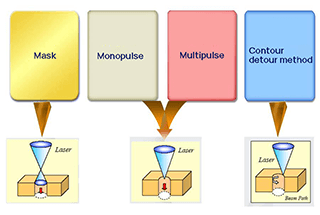
Clasificación del taladrado láser
2. Factores de influencia del taladrado láser
(1) Energía de impulsos
Profundidad de gasificación primaria:
Lm y Lv son el calor latente de fusión y de vaporización de los materiales, respectivamente.
En este momento, la masa de arranque de material es πa02d'ρ.
C: Capacidad calorífica específica Tb: Temperatura del punto de fusión T0: Temperatura ambiente E0: Energía de impulsos
Ignora la conducción del calor y la emisión superficial.
(2) Ancho de pulso
Energía/J
Ancho de pulso/ms
Profundidad del agujero/mm
Apertura/mm
Relación profundidad/diámetro
5.4 5.1 5.9 5.7 5.4 5.0
0.25 0.35 0.55 0.75 0.85 1.15
1.2 1.3 1.5 1.6 1.8 1.6
0.42 0.39 0.38 0.36 0.30 0.26
2.9 3.3 3.9 4.4 6.0 6.1
La selección de la anchura del pulso depende de los requisitos del orificio:
Los pulsos largos deben utilizarse para perforación agujeros profundos y pequeños;
Al perforar agujeros grandes y poco profundos, deben utilizarse pulsos más cortos;
Los pulsos cortos deben utilizarse para agujeros de alta calidad;
Para materiales con escasa conductividad térmica, deben utilizarse impulsos más cortos.
Con el aumento de la anchura del pulso, se utiliza más calor para el calentamiento no destructivo de los materiales, lo que provoca una gran deformación de los materiales, una gran tensión térmica y grietas fáciles.
Generalmente, se utiliza una anchura de pulso de 0,3-0,7 ms.
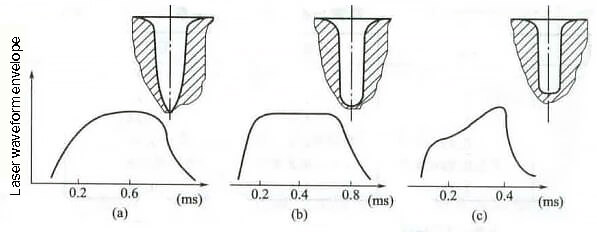
(3) Forma de onda del pulso
Diagrama esquemático de la forma de onda láser y sección axial del orificio perforado
Se seleccionará, en la medida de lo posible, la forma de onda con bordes anterior y posterior pronunciados y aumento gradual de la intensidad de la luz láser.
Generalmente, el borde delantero del láser se controlará a 8~10us para obtener una mejor entrada, y el borde trasero inferior a 8us puede obtener una alta calidad de la pared interior.
Especialmente para el orificio pequeño inferior a 50us, se aumenta el gradiente del borde posterior para evitar que el orificio quede bloqueado por sustancias líquidas.
(4) Modo láser
El ángulo de divergencia del láser afecta principalmente a la diferencia de apertura y a la conicidad en la entrada y la salida.
Generalmente, con el aumento del ángulo de divergencia, aumenta la conicidad del orificio, y también aumenta el diámetro del punto enfocado del rayo láser.
Fórmula aproximada del radio de enfoque:
Fórmula aproximada de la profundidad de enfoque:
Cuanto más bajo sea el modo, menor será el ángulo de divergencia.
El ángulo de divergencia del troquel base es el más pequeño.
El cono de perforación de la matriz base debe ser pequeño.
(5) Condiciones de enfoque (cantidad de enfoque y desenfoque)
La influencia de la cantidad de desenfoque △∫ en la forma de la pared del agujero.
Si el foco está en la superficie de la pieza, la conicidad es grande;
Si el foco está en el centro de la pieza, la calidad del taladrado es buena o mala;
Si se trata de un cierto desenfoque positivo, el efecto de perforación es bueno.
(6) Características del material (características físicas, dimensiones totales)
Cuando el potencia del láser La densidad F es baja, la pérdida por difusión térmica del aluminio es mayor que la del hierro y la profundidad del orificio del aluminio es menor que la del hierro.
Con el aumento de F, el material alcanzará rápidamente el punto de ebullición y la velocidad de calentamiento es rápida.
En este momento, la pérdida por conducción de calor puede ignorarse.
Debido a que el aluminio tiene calor latente de vaporización, la cantidad de eliminación de vaporización del aluminio es mayor que la del hierro, por lo que la profundidad del agujero del aluminio es mayor que la del hierro.
El pulso láser con alta densidad de potencia debe utilizarse para taladrar.
(7) Perforación multipulso
La profundidad de perforación de un solo pulso es limitada, sólo 3~4 veces el diámetro del agujero, y la precisión y la repetibilidad son difíciles de controlar.
Por lo general, se utiliza la perforación multipulso.
La perforación multipulso puede controlar factores inestables como la distorsión de la forma del orificio, la expansión del zona afectada por el calory grietas superficiales.
La relación entre la profundidad del agujero y la energía y los tiempos de pulso
(8) Tecnología auxiliar de perforación láser
Mejorar la forma del agujero:
(a) La película líquida con baja tensión superficial se recubre para reducir el depósito y la conicidad del orificio.
(b) Cubrir la capa de apantallamiento de forma que la conicidad de la perforación láser quede sobre la capa de apantallamiento.
(c) Soplar con aire comprimido para mejorar la calidad de la superficie.
(d) Se instala un reflector debajo de la pieza.
(e) Perforación multipulso, enfocando periódicamente el rayo láser hacia una posición determinada en el fondo del agujero.
(f) Después del taladrado láser, corrección auxiliar.
3. Características y aplicación del taladrado láser
Ventaja de calidad
Características técnicas
Pplicación práctica
1. El láser puede perforar pequeños agujeros profundos
2. Perforar agujeros oblicuos y agujeros de forma especial en el plano inclinado.
Transmisión de aire por láser
Taladrado de álabes de motores de turbina
3. Perforar piezas cerámicas extremadamente duras
Sin dificultades técnicas para taladrar agujeros cerámicos con láser
Boquilla de llama resistente a altas temperaturas para la industria siderúrgica
4. Alta precisión de punzonado y rendimiento fiable
Sin desgaste de la herramienta durante el taladrado láser
Taladrado de boquillas de motores de gas
5. Perforación por láser de agujeros pequeños de alta densidad
El láser puede utilizarse para taladrar con el método de vuelo de alta velocidad
Industria química de precisión, placa de tamiz farmacéutica
Ejemplos de aplicación del taladrado láser:
Cerámica- Φ 0,5mm agujero
Hoja del motor- Φ 0,5mm agujero pequeño
Taladrado láser de componentes aeronáuticos:
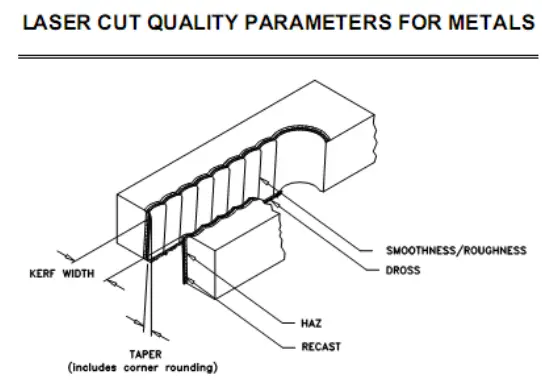
2. Tecnología de corte por láser
1. Principio y clasificación del corte por láser
Principio del corte por láser
El corte por láser consiste en irradiar la pieza con un haz láser focalizado de alta densidad de potencia.
Si la densidad de potencia del láser supera el umbral del láser, la energía del rayo láser y la energía térmica de la reacción química añadida en el proceso de corte asistido por gas activo son absorbidas por el material, lo que hace que la temperatura del punto de funcionamiento del láser aumente bruscamente.
Tras alcanzar el punto de ebullición, el material comienza a vaporizarse y forma agujeros.
Con el movimiento relativo de la viga y la pieza de trabajo, el material forma finalmente una hendidura, y la escoria en la hendidura es soplada por una cierta cantidad de gas auxiliar.
El corte por láser puede dividirse en corte por vaporización, corte por fusión y corte por soporte de combustión de oxígeno.
El corte con apoyo de combustión de oxígeno es el más utilizado.
A partir del corte de diferentes materiales, se puede dividir en corte por láser de metales y corte por láser de no metales.
El corte por vaporización consiste en que el rayo láser calienta la pieza hasta una temperatura superior al punto de ebullición.
Algunos materiales escapan en forma de vapor y otros son expulsados del fondo de corte en forma de chorros.
La energía de corte por láser necesaria es 10 veces superior a la del corte por fusión.
El mecanismo es el siguiente:
① El láser calienta el material, reflejando y absorbiendo parcialmente, y la reflectividad del material disminuye con el aumento de la temperatura.
② El aumento de temperatura en la zona de acción del láser es lo suficientemente rápido como para evitar la fusión causada por la conducción del calor.
③ El vapor escapa rápidamente de la superficie de la pieza a una velocidad aproximada a la del sonido.
El corte por vaporización sólo se aplica a materiales como la madera, el plástico y el carbono que no pueden fundirse.
Femtosegundo El corte por láser pertenece al corte por gasificación.
(2) Corte por fusión
El corte por fusión consiste en que, cuando la densidad de potencia del haz láser supera un determinado valor, la parte interior de la pieza se evapora para formar un orificio y, a continuación, sopla gas inerte auxiliar con el eje óptico para expulsar los materiales fundidos alrededor del orificio.
El mecanismo de fusión y corte es:
① Cuando el rayo láser irradia la pieza, el resto de la energía, salvo la reflexión, calienta el material y se evapora en agujeros.
② Una vez formado el agujero, éste absorbe toda la energía luminosa con un cuerpo negro, y el agujero queda rodeado por una pared de metal fundido. La pared fundida se mantiene relativamente estable gracias al flujo de vapor a alta velocidad.
③ La isoterma de fusión recorre la pieza, y el material fundido se expulsa mediante soplado auxiliar.
④ Con el movimiento de la pieza, el agujero pequeño se desplaza horizontalmente por una rendija.
(3) Combustión de oxígeno que favorece el corte
El mecanismo de fusión y corte asistido por oxígeno es:
① Bajo la irradiación láser, el material alcanza la temperatura Tm y, a continuación, entra en contacto con el oxígeno, lo que provoca una violenta reacción de combustión y emite mucho calor.
Bajo la acción combinada del láser y este calor, se forma en el material un pequeño agujero lleno de vapor, y los alrededores del agujero están rodeados de gas fundido;
② El flujo de vapor hace avanzar la pared metálica fundida circundante, y se produce la transferencia de calor y material;
③ La velocidad de combustión del oxígeno y el metal está limitada por la conversión de los materiales de combustión en escoria.
La velocidad de difusión del oxígeno a través de la escoria hasta el frente de ignición. Cuanto mayor sea el caudal de oxígeno, más rápida será la reacción química de la combustión;
④ En la zona que no alcanza la temperatura de combustión, el flujo de oxígeno actúa como refrigerante para estrechar la zona afectada por el calor de corte.
⑤ Hay dos fuentes de calor, radiación láser y el calor de reacción química, en el corte asistido por oxígeno.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]