Если листогибочный пресс оснащен задним калибром, он должен быть механически откалиброван по центру пуансона и матрицы.
Обратный калибр для листогибочного пресса
При поставке калибр полностью откалиброван, и последующая калибровка необходима только в том маловероятном случае, если пальцы или упорная планка выйдут из положения.
В дополнение к механической калибровке перед запуском программы необходимо откалибровать бэкгауэр с помощью программного обеспечения ETS.
I. Проверка выравнивания планки упора
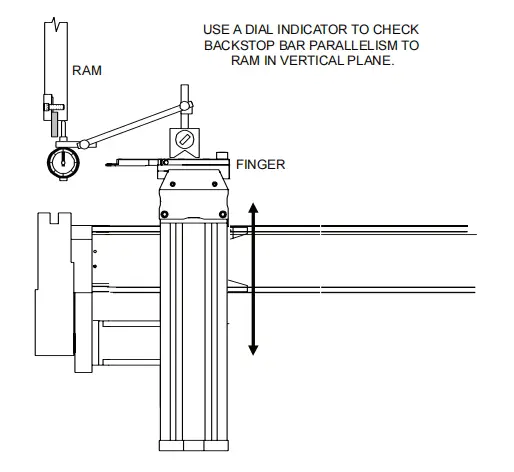
1. Вертикальная плоскость
Проверка выравнивания планки упора в вертикальной плоскости
Для проверки параллельности бруса упора относительно плунжера в вертикальной плоскости можно использовать следующую процедуру:
1. Установите циферблатный индикатор на магнитном основании на один из пальцев бекгауза. 2. Приведите оси X и R в положение, при котором циферблатный индикатор будет отсчитывать нижнюю поверхность плунжера от пальца. 3. Переместите палец на один конец планки упора и установите циферблат на ноль. 4. Переместите палец на другой конец измерительной линейки и следите за циферблатным индикатором. Он должен оставаться на нуле. 5. Допускается наличие некоторой короны, но циферблатный индикатор должен показывать нулевое значение на обоих концах. При необходимости откалибруйте упорную планку, выполнив процедуру, приведенную в следующем разделе.
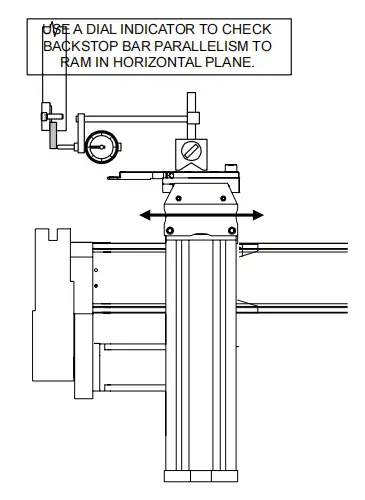
2. Горизонтальная плоскость
Проверка выравнивания планки упора в горизонтальной плоскости
Для проверки параллельности бруса упора относительно плунжера в горизонтальной плоскости можно использовать следующую процедуру:
1. Установите циферблатный индикатор на магнитном основании на один из пальцев бекгауза. 2. Приведите оси X и R в положение, при котором циферблатный индикатор будет отсчитывать заднюю поверхность плунжера от пальца. 3. Переместите палец на один конец планки упора и установите циферблат на ноль. 4. Переместите палец на другой конец измерительной линейки и следите за циферблатным индикатором. Он должен оставаться на нуле. 5. При необходимости откалибруйте планку упора, выполнив процедуру, приведенную в следующем разделе.
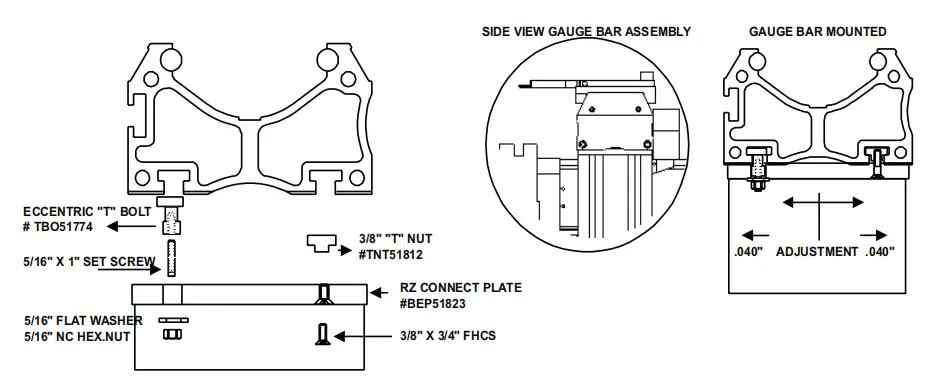
II. Калибровочные калибровочные штанги
В комплект поставки входят две калибровочные линейки.
Калибровочные линейки представляют собой прецизионно обработанные стальные блоки с допуском 04.000″+.001″ от "V"-образного паза до фаски на конце.
Каждая калибровочная линейка имеет резиновую подложку для предотвращения повреждений при приложении чрезмерного усилия при установке пуансона в "V"-образный паз калибровочной линейки.
ВНИМАНИЕ
Прежде чем приступить к выполнению любой из следующих процедур механической калибровки бэкгауза:
Оператор должен быть полностью ознакомлен с листогибочный пресс управление и выполнение программ
Пуансон и матрица должны быть установлены и отцентрированы в соответствии с процедурами, описанными в разделе ниже.
III. Калибровка пальцев
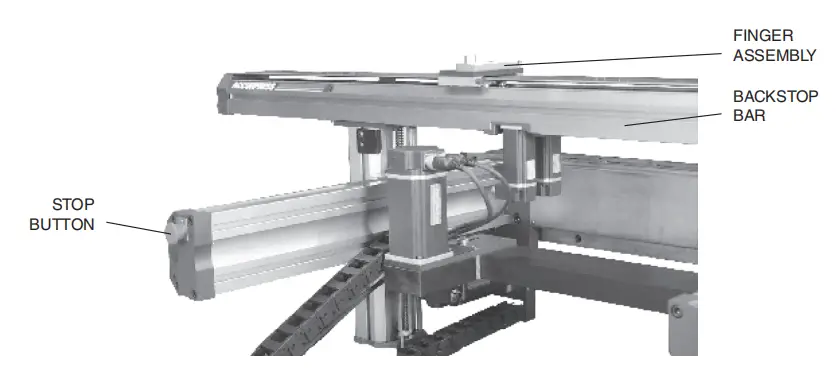
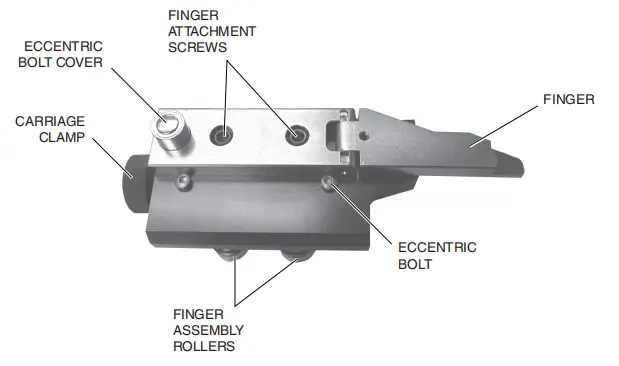
Пальцевый узел Backgauge премиум-класса
Калибровку пальцев обратного калибра следует проводить каждый раз, когда они выходят из параллельного положения относительно инструмента.
Если упорная планка сбилась с места, необходимо откалибровать и упорную планку, и пальцы. При каждой смене оснастки рекомендуется заново откалибровать пальцы.
Эта процедура гарантирует, что оба пальца будут находиться на одинаковом расстоянии от планки упора:
1. Установите режим работы на JOG, а режим управления на HAND.
2. Либо выполните команду "Calibrate Back Gauge" из главного меню, либо запрограммируйте, а затем переместите манометр в положение калибровки X=04.000″.
3. Поместите две калибровочные линейки поперек отверстия штампа, на расстоянии нескольких дюймов друг от друга и около центра длины пуансона. Каждый стержень должен быть расположен так, чтобы резиновое основание находилось на штампе, а скошенный конец был направлен в сторону заднего калибра.
4. Используя кнопки на ладони, переместите пресс плунжерный вниз, пока пуансон не войдет в каждый калибровочный стержень "V" выемку, прикладывая усилие, достаточное только для легкой деформации резиновой подложки. Убедитесь, что калибровочная линейка надежно зажата, вручную попытавшись сдвинуть ее.
5. Отрегулируйте каретку по вертикали так, чтобы пальцы находились на одной высоте с калибровочными линейками. Механическая регулировка задней шкалы осуществляется за листогибочный пресс. Поэтому в целях безопасности перед началом работы в зоне задней колеи необходимо нажать и удерживать в заблокированном положении кнопку СТОП задней колеи.
На машинах с системой Manual-R используйте маховик каретки обратного калибра.
Для машин с системой Power-R запрограммируйте правильное положение.
6. Переместите один палец заднего калибра на конец одной калибровочной линейки. В системе Manual-Z ослабьте зажим каретки и сдвиньте палец. В системе Power-Z запрограммируйте правильное положение.
Установите палец в положение калибровки:.
С помощью шестигранного ключа 5/16″ ослабьте два винта с внутренним шестигранником, которые крепят палец к блоку пальцев.
Снимите стальной колпачок с бобышки, закрывающей эксцентриковый болт в задней части пальца.
Используя шестигранный ключ 7/16″, поверните эксцентриковый болт, чтобы плотно прижать палец к калибровочному блоку. Слегка надавливая рукой, держите палец параллельно краю блока.
7. Переместите второй палец заднего калибра к концу второй калибровочной линейки и отрегулируйте, как описано в шаге 6.
8. Отрегулируйте каждый палец таким образом, чтобы контактное давление между пальцем и манометрической линейкой было одинаковым для обоих пальцев.
9. По окончании регулировки установите крышку эксцентрикового болта и снова затяните два винта.
10. Снимите калибровочные стержни и снова включите задний калибр, повернув кнопку остановки заднего калибра на 1/4 оборота по часовой стрелке.
IV. Калибровка опорной планки
1. Вертикальная плоскость
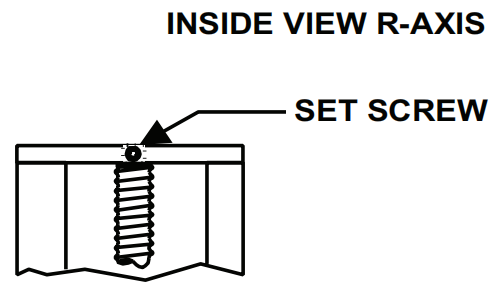
Чтобы отрегулировать упорную планку в вертикальной плоскости, начните с ослабления установочного винта на верхней пластине оси R.
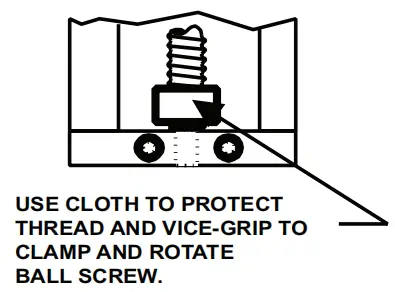
Положите небольшую ткань вокруг самой нижней точки шарикового винта и наложите на ткань тиски-губки, стараясь не захватить и не повредить шариковый винт.
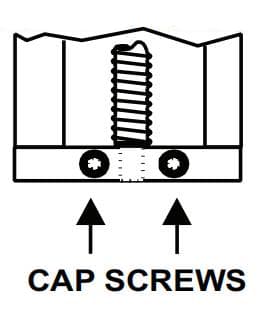
Ослабьте винты с крышками на нижней пластине оси R и поверните шариковый винт, чтобы отрегулировать высоту.
По окончании регулировки затяните установочный винт и винты с крышками. Снимите вице-захват плоскогубцы и ткань.
Регулировка оси R задней планки
Для регулировки высоты оси R ослабьте установочный винт (верхняя пластина).
Положите небольшую ткань вокруг самой нижней точки шарикового винта и наложите на ткань тиски-губки, достаточно туго, чтобы захватить шариковый винт.
Ослабьте винты крышки (нижняя плита) и поверните шариковый винт, чтобы отрегулировать высоту.
После завершения регулировки затяните установочный винт и винты с крышками.
Снимите плоскогубцы с тисками и ткань.
2. Горизонтальная плоскость
Чтобы отрегулировать планку упора в горизонтальной плоскости, ослабьте Т-образные гайки и поворачивайте Т-образные болты до тех пор, пока не будет достигнута параллельность с плунжером.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].