Laserschneiden von Edelstahlblech 25mm+: Wichtige Tipps
Haben Sie sich schon einmal gefragt, wie Sie perfekte Laserschnitte auf dickem Edelstahl erzielen können? Dieser Artikel enthält wichtige Tipps für das Laserschneiden von Blechen mit einer Dicke von über 25 mm. Er behandelt entscheidende Faktoren wie die Auswahl der Düse, die Gasreinheit und die Anpassung der Laserfrequenz, um qualitativ hochwertige Schnitte zu gewährleisten. Am Ende werden Sie wissen, wie Sie Ihren Laserschneidprozess optimieren, Fehler minimieren und die Effizienz steigern können. Tauchen Sie ein und erfahren Sie, wie Sie präzise und saubere Schnitte an robusten Edelstahlblechen durchführen können.
Mit dem Wachstum der Wirtschaft hat sich die Verwendung von Blechen aus nichtrostendem Stahl immer weiter verbreitet. Sie werden heute häufig in der Bauindustrie, im Maschinenbau, in der Containerproduktion, im Schiffbau, im Brückenbau und in anderen Bereichen eingesetzt.
Gegenwärtig ist das Laserschneiden die wichtigste Methode zum Schneiden dicker Edelstahlbleche. Die Technologie für Laserschneiden dicken Edelstahlblechen wird immer fortschrittlicher und ersetzt allmählich die traditionellen Schneidetechniken.
Um ein qualitativ hochwertiges Schneideergebnis zu erzielen, ist die Beherrschung der Verfahrenstechniken entscheidend.
In Bezug auf die Dicke beziehen sich mittlere Bleche auf Stahlbleche mit einer Dicke von 10,0-25,0 mm, Bleche mit einer Dicke von 25,0-60,0 mm werden als dicke Bleche bezeichnet und Bleche mit einer Dicke von mehr als 60,0 mm werden als extra dicke Bleche bezeichnet.
Für das Schneiden von hochwertigem, dickem rostfreiem Stahl ist es für Hersteller von Edelstahlprodukten unerlässlich, ein umfassendes Verständnis für die Laserschneidverfahren.
Kriterienfür Laserschneiden von Dickblech
1. Rauhigkeit
Die Laserschneiden Das Verfahren führt zu vertikalen Linien auf dem Schnittbereich. Die Rauheit der Schnittfläche ist abhängig von der Tiefe der Körnung. Eine flachere Körnung führt zu einem glatteren Schnitt, während eine tiefere Körnung zu einer gröberen Schnittfläche führt. Außerdem führt eine flachere Körnung zu einer höheren Schnittqualität.
Für dicke Feinblechist die Rechtwinkligkeit der Schnittkante von größter Bedeutung. Wenn der Laserstrahl zu weit vom Fokus entfernt ist, wird er divergent, was zu ungleichmäßigen Breiten am oberen und unteren Ende des Spalts führen kann.
Weicht die Schnittkante erheblich von einer vertikalen Linie ab, entspricht das Werkstück nicht den Normen und kann schwer zu verwenden sein. Je näher die Schnittkante an einer vertikalen Linie liegt, desto besser ist die Qualität des Schnitts.
3. Schnittbreite
Die Breite des Schnitts bestimmt den Innendurchmesser des Profils. Während des eigentlichen Schneidprozesses müssen die Parameter angepasst und das zu schneidende Material kompensiert werden, um sicherzustellen, dass das Werkstück die gewünschten Größenvorgaben erfüllt.
4. Getreide
Beim Schneiden dicker Bleche mit hoher Geschwindigkeit wird das geschmolzene Metall an der Rückseite des Laserstrahls ausgestoßen, anstatt aus der Kerbe unterhalb des vertikalen Laserstrahls herauszukommen. Dies führt zu einem gekrümmten Muster an der Schnittkante.
Um dieses Problem zu lösen, ist es notwendig, die Vorschubgeschwindigkeit gegen Ende des Schneidprozesses zu verringern, wodurch die Bildung dieses gekrümmten Musters wirksam verhindert werden kann.
5. Grate
Der Grat ist ein entscheidender Faktor für die Qualität des Laserschneidens. Die Entfernung des Grats erfordert zusätzlichen Aufwand, was zu höheren Zeit- und Arbeitskosten führt. Daher ist das Vorhandensein oder Nichtvorhandensein von Grat das Hauptkriterium für die Beurteilung, ob ein Laserschnitt von akzeptabler Qualität ist.
6. Von Hitze betroffener Bereich
Der wärmebeeinflusste Bereich bezieht sich auf die Tiefe des Bereichs, in dem sich die innere Struktur verändert hat. Beim Laserschneiden wird das Metall in der Nähe der Kerbe erhitzt, was zu einer Veränderung der Metallstruktur führen kann. Einige Metalle können zum Beispiel härter werden.
7. Verformung
Die schnelle Erwärmung während des Schneidprozesses kann zu Verformungen führen, was besonders bei der Präzisionsbearbeitung kritisch ist. Um dies zu vermeiden, ist es notwendig, die Laserleistung und arbeiten mit kurzen Laserpulsen, was die Erwärmung der Bauteile reduziert und Verformungen verhindert.
Technologische Anforderungen beim Laserschneiden von dickem Edelstahlblech
1. Auswahl der Düse
Durchmesser der Düse
Der Durchmesser der Düse bestimmt die Form des Gasstroms, die Größe der Gasdiffusionsfläche und die Geschwindigkeit des Gasstroms in die Kerbe, was die Stabilität der Schmelzeentfernung und des Schneidens beeinflusst. Ein größerer Luftstrom in die Kerbe führt zu schnelleren Geschwindigkeiten und einer besseren Fähigkeit, die Schmelze zu entfernen, vorausgesetzt, das Werkstück ist korrekt im Luftstrom positioniert.
Für dickeren rostfreien Stahl empfiehlt sich die Verwendung einer größeren Düse. Um den Druck zu erhöhen und ein normales Schneidergebnis zu gewährleisten, kann die Einstellung des Proportionalventils erhöht werden, was zu einem höheren Durchfluss führt.
Düsenspezifikationen
Die Düsenspezifikation bezieht sich in erster Linie auf die Endöffnung. Zum Beispiel kann die Schneiddüse von Precitec hat eine Öffnung, die von 1,5 mm bis 5,0 mm reicht. Die Auswahl der Blende richtet sich in erster Linie nach der Schneidleistung. Je höher die Leistung ist, desto mehr Wärme wird erzeugt und desto mehr Gas wird benötigt.
Beim Schneiden von Platten unter 3 mm wird in der Regel eine Düse mit einer 2,0 mm großen Öffnung verwendet. Zum Schneiden von Blechen zwischen 3 mm und 10 mm wird eine Düse mit 3,0 mm Öffnung gewählt. Beim Schneiden von Platten, die dicker als 10 mm sind, sind Düsen mit einer Öffnung von 3,5 mm oder mehr erforderlich.
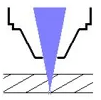
△3,5 Apertur Einschichtdüse
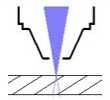
Einschichtige Düse oder zweischichtige Düse?
Üblicherweise werden zweischichtige Düsen für das oxidative Schneiden (bei dem Sauerstoff als Hilfsgas verwendet wird) und einschichtige Düsen für das Schmelzschneiden (bei dem Stickstoff als Hilfsgas verwendet wird) eingesetzt. Bei einigen Lasern gibt es jedoch spezielle Anweisungen für die Verwendung von ein- oder zweischichtigen Düsen. In diesen Fällen ist es wichtig, die Anweisungen des Lasers zu befolgen.
2.Hilfsgasauswahl und Gasreinheit
Beim Laserschneiden von rostfreiem Stahl werden häufig verschiedene Hilfsgase verwendet, darunter Sauerstoff, Stickstoff und Luft. Die verschiedenen Gase haben unterschiedliche Auswirkungen auf den Schneidprozess. Sauerstoff führt zu schwarzen Schnitten, Luft zu hellgelben Schnitten, während Stickstoff dazu beiträgt, Oxidation zu verhindern und die ursprüngliche Farbe des Edelstahls zu erhalten. Daher ist Stickstoff das bevorzugte Hilfsgas für Schneiden von rostfreiem Stahl.
Empfohlene Reinheit von Sauerstoff und Stickstoff:
Sauerstoff
Stickstoff
Vorteile
Hohe Schnittgeschwindigkeit, geeignet zum Schneiden dicker Platten
Vermeiden Sie die Oxidation der Schneidkante, damit das Werkstück nicht nachbearbeitet werden muss.
Empfohlene Reinheit
≥99.999%
≥99.995%
Die Prüfdaten für Stickstoffdurchfluss, Düsendurchmesser und Gasdruck sind in der nachstehenden Abbildung dargestellt.
Die vertikale Achse stellt die Prüfwerte des Gasflusses dar, während die horizontale Achse die Einstellwerte angibt. Es sind verschiedene Gasdruckänderungen dargestellt, und verschiedene Farben stehen für die Prüfbedingungen bei verschiedenen Düsendurchmessern.
Das Diagramm zeigt, dass der Durchfluss durch den eingestellten Gasdruck und den Durchmesser der Düse bestimmt wird, wobei eine lineare positive Korrelation besteht.
3.Fokus Position
Um die Schneidwirkung zu gewährleisten und die Düse vor Beschädigungen zu schützen, ist es notwendig, vor dem Schneiden einen Koaxialtest durchzuführen. Dieser Test stellt sicher, dass die Düse auf den Laserausgangsstrahl ausgerichtet ist.
Prüfverfahren für die Fokusposition
Um den Koaxialtest durchzuführen, kleben Sie ein Stück durchsichtiges Klebeband auf die Stirnseite des Düsenauslasses. Stellen Sie die Laserausgangsleistung für Bohren und beobachten Sie, ob das Loch in der Mitte des Lochstreifens vorhanden ist und wo es sich befindet. Stellen Sie die Einstellschraube am Griff der Spiegelkavität so ein, dass das lasergestanzte Loch auf dem Tonbandpapier mit der Mitte der Düse übereinstimmt.
Der Fokus beeinflusst die Dicke, das Material und die Qualität, die geschnitten werden kann. Unterschiedliche Materialien und Dicken erfordern unterschiedliche Fokuseinstellungen. Messen Sie vor dem Schneiden den tatsächlichen Nullfokus und verwenden Sie ihn als Grundlage für das Testen und Analysieren der Parameter des Schneidprozesses.
Beim Schneiden von rostfreiem Stahl, negative defokussieren ist die bevorzugte Richtung für die Prozessauswahl.
Ort des Schwerpunkts
Schnittmaterial und Schnittmerkmale
Brennweite Null: die Laserfokus auf der Oberfläche des zu schneidenden Werkstücks liegt
Diese Methode eignet sich für das Schneiden von dünnem Kohlenstoffstahl mit einer Dicke von weniger als 1 mm. Der Fokus wird auf die Oberfläche des Werkstücks gelegt, wodurch eine glatte Oberseite und eine raue Unterseite entsteht.
Negative Brennweite: die Laserfokus unterhalb der Oberfläche des zu schneidenden Werkstücks liegt
Dies ist die Schneidmethode für rostfreien Stahl. Der Fokus befindet sich unterhalb der Oberfläche der Platte, was zu einer größeren glatten Oberfläche, einem breiteren Schlitz im Vergleich zu einem Schlitz mit Brennweite Null, einem größeren Gasfluss während des Schneidens und einer längeren Einstechzeit als bei Brennweite Null führt.
Positive BrennweiteDer Laserfokus befindet sich oberhalb der Oberfläche des zu schneidenden Werkstücks.
Beim Schneiden von Kohlenstoffstahl wird Sauerstoff als Hilfsgas verwendet. Dies führt zu einer geschwärzten Oberfläche und einem rauen Schnittbild.
4. Einfluss der Einstellung der Laserfrequenz und des Tastverhältnisses auf die Schnittqualität
Einfluss der Frequenzänderung auf das Schneiden von Dickblech aus rostfreiem Stahl:
Wenn die Frequenz von 500 auf 100 Hz sinkt, verbessert sich die Qualität des geschnittenen Abschnitts und die Schichtung wird feiner. Ist die Frequenz jedoch auf 100 Hz eingestellt, ist ein Schneiden nicht möglich und blaues Licht wird reflektiert. Um den besten Frequenzbereich zu ermitteln, muss man mit Frequenzänderungen experimentieren.
Für ein optimales Schneidergebnis ist es wichtig, dass die Pulsdauer und die Energie des Einzelpulses perfekt aufeinander abgestimmt sind.
Einfluss der Änderung des Tastverhältnisses auf die Dicke von rostfreiem Stahl Plattenschneiden:
Der kritische Wert für das Tastverhältnis ist 45%. Wird die Einschaltdauer weiter reduziert, entsteht auf der Unterseite eine Unterschnittmarke. Erhöht sich dagegen die Einschaltdauer auf 60%, wird der Schnittabschnitt rau, mit deutlicher Schichtung und einer gelben Schnittfläche.
Das Tastverhältnis gibt den Anteil der Zeit an, die der Strahl in jedem Puls bestrahlt wird. Die Frequenz gibt an, wie oft die Spitzenleistung in einem Puls auftritt, während sich das Tastverhältnis auf das Verhältnis von Spitzenleistung zu geringer Leistung in einem Puls bezieht.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals mit der Wahl der richtigen Laserschneiddüse für Ihr Projekt schwer getan? Die Auswahl der optimalen Düse ist entscheidend für saubere, präzise Schnitte und eine maximale Effizienz. In diesem...
Haben Sie sich jemals gefragt, wie eine Laserschneidmaschine tickt? In diesem Blog-Beitrag tauchen wir tief in das Innenleben dieser hochpräzisen Maschinen ein, die die Branche revolutioniert haben...
Haben Sie sich jemals gefragt, wie ein Laser durch Metall schneiden kann wie ein heißes Messer durch Butter? In diesem faszinierenden Artikel erforschen wir die Wissenschaft hinter der Faserlaserschneidetechnik....
Sind Sie neugierig auf die Spitzentechnologie, die die Fertigung revolutioniert? In diesem Blogbeitrag tauchen wir in die Welt der Laserschneidmaschinen ein, erkunden ihre Vorteile und die führenden Hersteller, die die...
Stellen Sie sich die katastrophalen Folgen einer vernachlässigten Wartung von Laserschneidmaschinen vor. Lassen Sie nicht zu, dass Ihr Unternehmen Opfer von kostspieligen Ausfallzeiten und Reparaturen wird! In diesem Blogbeitrag gehen wir auf die wichtigsten...
Das Laserschneiden hat die Fertigung revolutioniert, doch selbst bei den fortschrittlichsten Maschinen treten Probleme auf. In diesem Blogbeitrag gehen wir auf häufige Probleme ein, mit denen Laserschneidmaschinen konfrontiert sind, und bieten Schritt-für-Schritt...
Fasziniert von der Kunst des Laserschneidens? In diesem Blogbeitrag erfahren Sie mehr über die kritischen Parameter, die über Qualität und Effizienz des Schnitts entscheiden. Entdecken Sie Insider-Tipps von erfahrenen...
Sind Sie neugierig auf die Möglichkeiten des Laserschneidens? In diesem umfassenden Leitfaden tauchen wir in die Welt der Laserschneidgeschwindigkeiten und -dicken für verschiedene Metalle ein. Unser erfahrener Maschinenbauingenieur wird...
Warum variiert die Qualität des Laserschneidens bei gleicher Ausrüstung und gleichen Parametern? Dieser Artikel geht der Frage nach, wie sich die Zusammensetzung von Kohlenstoffstahlblechen auf die Schneidresultate auswirkt. Durch die Erforschung der...