Definición de soldadura por resistencia y soldadura láser
Soldadura por resistencia
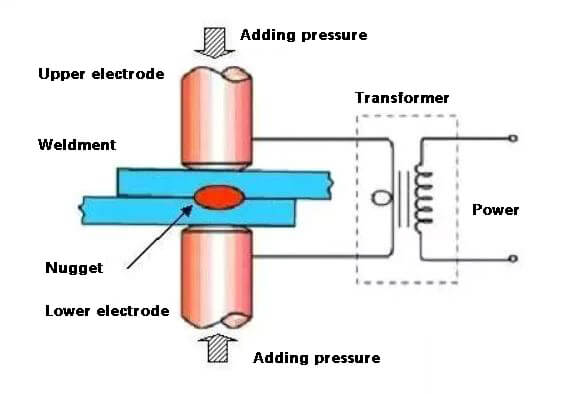
La soldadura por resistencia es un proceso de fabricación y una tecnología utilizada para unir metales u otros materiales termoplásticos, como los plásticos, mediante calentamiento. Este método de soldadura consiste en aplicar presión a través del electrodo después de combinar la pieza de trabajo y utilizar el calor de resistencia generado por la corriente que pasa a través de la superficie de contacto y la zona adyacente de la unión.
La soldadura láser es un método de soldadura de alta eficacia, preciso, sin contacto, sin contaminación y sin radiaciones, que utiliza un haz láser de alta densidad energética como fuente de calor.
Clasificación de los equipos de soldadura
Clasificación de los equipos de soldadura por resistencia
Según la proceso de soldadurase divide en:
Máquina de soldadura por puntos, soldadura por proyección máquina de soldar, máquina de soldar por costura y máquina de soldar a tope.
Según el modo de suministro de energía, se divide en:
Soldador monofásico de frecuencia de potencia, soldador rectificador secundario, soldador trifásico de baja frecuencia, soldador de almacenamiento de energía y soldador inverter.
Según la método de soldadurase divide en:
Soldadura por puntos, soldadura continuasoldadura a tope, soldadura por solapamiento
Según el modo de salida de luz, se puede dividir en:
Puro soldadura láser de fibrasoldadura láser por transmisión de fibra óptica de trayectoria dura, soldadura láser YAG y soldadura láser de semiconductores.
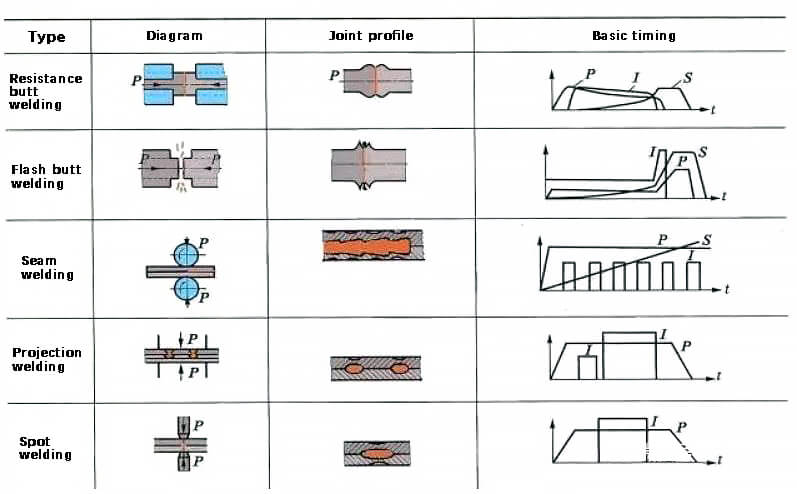
Clasificación de la soldadura por resistencia
Resistencia métodos de soldadura principalmente la soldadura por puntos, la soldadura por costura, la soldadura por proyección y la soldadura a tope (soldadura a tope por resistencia y soldadura a tope por chispa).
1. Soldadura por puntos
Soldadura por puntos es un tipo de soldadura por resistencia en la que dos piezas metálicas se unen calentándolas en el punto de contacto. El metal se funde y se suelda mediante el calentamiento por resistencia provocado al presionar las piezas entre dos electrodos cilíndricos en una configuración de junta solapada.
La soldadura por puntos se utiliza principalmente para soldadura de chapas.
Proceso de soldadura por puntos
① Preprensa para asegurar un buen contacto con la pieza.
② Encendido para formar pepita y anillo de plástico en el junta de soldadura.
③ Potencia de forja apagada para que la pepita se enfríe y cristalice bajo la acción continua de la presión para formar una unión soldada con estructura densa y sin cavidad de contracción ni grieta.
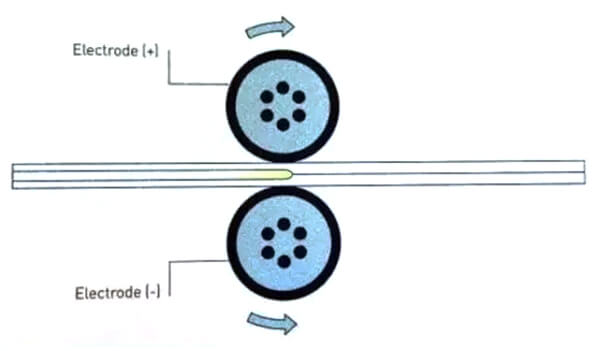
2. Soldadura por costura
La soldadura es es similar a la soldadura por puntos en su proceso, pero en lugar de utilizar electrodos cilíndricos, utiliza un electrodo de rodillo en forma de disco giratorio. Las piezas metálicas que se van a soldar se colocan en una junta solapada o a tope y se sitúan entre los dos electrodos de rodillo. El rodillo aplica presión y gira, aplicando potencia de forma continua o intermitente para crear una soldadura continua.
La soldadura es Se utiliza habitualmente para soldar estructuras que requieren soldaduras y juntas regulares, y suele emplearse en chapas metálicas de menos de 3 mm de grosor.
3. Soldadura por proyección
La soldadura por proyección es un tipo de soldadura por puntos que implica el uso de protuberancias preformadas en la pieza. Durante la proyección proceso de soldaduraSe pueden formar una o más pepitas en la junta simultáneamente.
4. Soldadura a tope por resistencia
Resistencia soldadura a tope es un proceso que une piezas metálicas en una configuración de junta a tope poniendo en contacto sus caras extremas, calentándolas hasta un estado plástico mediante calentamiento por resistencia y aplicando presión rápidamente después de apagar la corriente para completar la soldadura.
Este método se utiliza principalmente para soldar piezas metálicas con formas sencillas, con un diámetro o longitud lateral inferior a 20 mm, y requisitos de baja resistencia.
5. Soldadura a tope
La soldadura a tope por chispa es un proceso que une piezas metálicas en una configuración de junta a tope poniendo gradualmente en estrecho contacto las caras de los extremos, calentando estos puntos de contacto mediante calentamiento por resistencia, creando una chispa bajo la influencia de una corriente elevada, fundiendo el metal en el extremo y, a continuación, aplicando presión rápidamente tras desconectar la corriente cuando el metal alcanza la temperatura deseada dentro de un determinado rango de profundidad.
La calidad de la unión de la soldadura flash es superior a la de la soldadura por resistencia, y las propiedades mecánicas de la unión soldada son equivalentes a las del metal base. No es necesario limpiar la superficie de la unión antes de soldar.
La soldadura a tope por chispa se utiliza frecuentemente para soldar piezas metálicas cruciales y puede emplearse para soldar tanto el mismo metal como diferentes metalesasí como metales que van desde el alambre metálico de 0,01 mm hasta barras y perfiles metálicos de 20000 mm.
Desventajas de la soldadura por resistencia:
En la actualidad, escasean los métodos de ensayo no destructivos fiables para evaluar calidad de soldaduray sólo puede evaluarse mediante ensayos destructivos de muestras de proceso y piezas de trabajo, así como diversas tecnologías de supervisión.
La unión solapada utilizada en la soldadura por puntos y por costura no sólo añade peso al componente, sino que también crea un ángulo alrededor de la pepita de soldadura de las dos placas, lo que provoca una baja resistencia a la tracción y una deficiente resistencia a la fatiga de la articulación.
Los equipos utilizados en la soldadura tienen una gran potencia y altos niveles de automatización, lo que los hace caros y difíciles de mantener. Las máquinas de soldar de corriente alterna monofásica de alta potencia que se utilizan habitualmente también pueden alterar el equilibrio de la red eléctrica.
La soldadura láser minimiza el aporte de calor y reduce el tamaño del cambio metalúrgico en la zona afectada por el calor, lo que provoca una deformación mínima por conducción de calor.
La pieza puede colocarse en un entorno cerrado, como un vacío o un entorno de gas controlado.
La soldadura a alta velocidad puede conseguirse fácilmente mediante la automatización, y el proceso puede controlarse por medios digitales o informáticos.
Con la soldadura perforada, el cordón de soldadura pueden tener una relación profundidad-anchura de hasta 10:1.
No se ve afectada por los campos magnéticos, a diferencia de la soldadura por arco y por haz de electrones, y permite una alineación precisa de las piezas.
Se puede soldar una amplia gama de materiales, entre ellos materiales distintos.
No se necesitan electrodos, lo que evita problemas de contaminación o daños.
Al tratarse de un proceso de soldadura sin contacto, las pérdidas y deformaciones de máquinas y herramientas son mínimas. No requiere vacío ni protección contra rayos X.
El haz láser puede redirigirse fácilmente a varios puestos de trabajo.
Al soldar materiales finos o alambres de pequeño diámetro, no hay riesgo de refundición, como es habitual en soldadura por arco.
Se han verificado los parámetros del proceso para soldar una sola pasada de una chapa de 32 mm de espesor y pueden reducir el tiempo necesario para la soldadura de chapas gruesas. soldadura de chapas y eliminar la necesidad de metal de relleno.
El haz láser puede enfocarse en zonas pequeñas y muy próximas entre sí, lo que lo hace ideal para soldar piezas pequeñas.
El rayo láser se guía y alinea fácilmente mediante instrumentos ópticos, y puede colocarse a cierta distancia de la pieza de trabajo, sorteando fácilmente los obstáculos.
Esta flexibilidad permite soldar en zonas donde no pueden utilizarse otros métodos de soldadura.
La soldadura láser también puede utilizarse para unir metales con propiedades físicas diferentes, como resistencias variables.
Conclusión
La soldadura por láser ofrece numerosas ventajas sobre la soldadura por resistencia tradicional, como una calidad de soldadura superior, rentabilidad y beneficios.
Tiene una amplia gama de aplicaciones y es un componente esencial para los futuros procesos de soldadura.
El único inconveniente es que el coste de compra inicial puede ser relativamente alto.
Sin embargo, sus capacidades, eficacia de producción y ventajas superan con creces las de cualquier otro equipo de soldadura.