Exploración de los fundentes de soldadura: Tipos, composición, funciones, principio de funcionamiento
¿Alguna vez se ha preguntado cómo unas partículas diminutas pueden hacer que sus dispositivos electrónicos funcionen? En este artículo exploramos el fascinante mundo del fundente, el héroe anónimo de la soldadura. Descubra cómo este material crucial garantiza soldaduras fuertes y limpias, y lo que significa para la calidad de sus aparatos electrónicos. Prepárese para sumergirse en la ciencia que se esconde tras las conexiones perfectas.
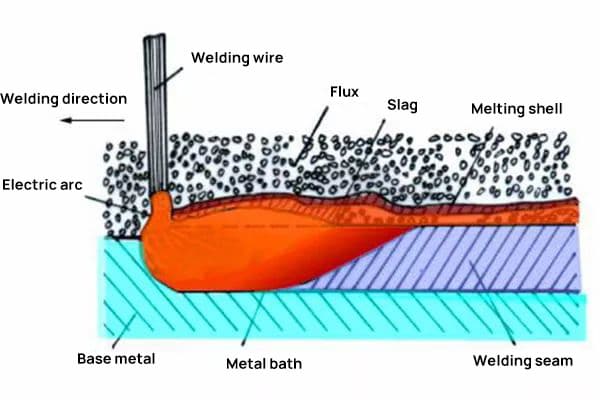
El fundente de soldadura es un granulado material de soldadura que, al fundirse durante la soldadura, forma escoria y gas. Esta sustancia desempeña un papel crucial en la protección del metal fundido y ayuda en el tratamiento metalúrgico.
El fundente suele ser una mezcla compuesta principalmente por colofonia, un material auxiliar que garantiza el buen desarrollo del proceso de soldadura. La soldadura es un proceso importante en el ensamblaje electrónico, y el fundente es un material auxiliar utilizado durante la soldadura.
La función principal del fundente es eliminar los óxidos de la soldadura y de la superficie del material base que se está soldando, consiguiendo la limpieza superficial necesaria.
Evita la reoxidación de la superficie durante la soldadura, reduce la tensión superficial de la soldadura y mejora el rendimiento de ésta. La calidad del fundente afecta directamente a la calidad de los productos electrónicos.
Composición del flujo
El fundente de soldadura se compone de una mezcla de minerales, como mármol, cuarzo, fluorita y otros, así como de productos químicos como titanio dióxido y celulosa.
La principal aplicación del fundente de soldadura es la soldadura por arco sumergido y la soldadura por electroescoria.
En las últimas décadas, en el proceso de soldadura de la producción de productos electrónicos, se suele utilizar fundente de resina de colofonia compuesto principalmente por colofonia, resina, activadores que contienen haluros, aditivos y disolventes orgánicos.
Aunque este tipo de fundente tiene buena soldabilidad y bajo coste, presenta elevados residuos post-soldadura. Estos residuos contienen iones haluro, que gradualmente causan problemas como la disminución del rendimiento del aislamiento eléctrico y cortocircuitos.
Para resolver este problema, es necesario limpiar los residuos de fundente de resina de colofonia en la placa electrónica impresa, lo que no sólo aumenta los costes de producción, sino que además el disolvente utilizado para limpiar los residuos de fundente de resina de colofonia es principalmente compuestos fluoroclorados. Este compuesto es una sustancia que agota la capa de ozono atmosférico y que actualmente está prohibida y eliminada progresivamente.
Sin embargo, por diversas razones, muchas empresas siguen utilizando el proceso de soldadura con fundente de resina de colofonia y posterior limpieza con un limpiador de fluorocloro, que tiene una baja eficacia y un alto coste, y provoca una grave contaminación medioambiental.
El fundente no-clean, más utilizado en el mercado y de mayor calidad, está compuesto por: disolventes orgánicos, resinas naturales y sus derivados, tensioactivos de resinas sintéticas, activadores de ácidos orgánicos, agentes anticorrosivos, co-solventes y agentes filmógenos.
En pocas palabras, es una solución mixta transparente homogénea formada por la disolución de varios componentes sólidos en diversos líquidos, donde cada componente tiene proporciones y funciones diferentes.
Disolventes orgánicos:
Mezcla de uno o varios tipos de cetonas, alcoholes, ésteres, entre los que se suelen utilizar etanol, propanol, butanol; acetona, tolueno isobutil cetona; acetato de etilo, acetato de butilo, etc.
Como componente líquido, su función principal es disolver los componentes sólidos en el fundente para formar una solución homogénea, facilitando que los componentes a soldar recubran uniformemente una cantidad adecuada de componentes de fundente, a la vez que puede limpiar la suciedad ligera y el aceite de la superficie metálica.
Componentes
Función principal
Componentes volátiles
Disolvente
Regulación de la viscosidad y dispersión de componentes sólidos
Composición sólida
Resina
Ingredientes primarios, funciones de soldadura catalítica
Dispersante
Prevención de la separación, características de fluidez
Activador
Desoxidación
Resina natural y sus derivados o tensioactivos de resina sintética:
Los tensioactivos que contienen halógenos tienen una gran actividad y capacidad de soldadura, pero como los iones halógenos son difíciles de limpiar, los residuos de iones son elevados y los elementos halógenos (principalmente cloruros) tienen fuertes propiedades corrosivas, no son adecuados para su uso como materias primas para fundentes no limpios.
Los tensioactivos que no contienen halógenos tienen una actividad ligeramente más débil, pero menos residuos iónicos. Los tensioactivos son principalmente tensioactivos no iónicos de la familia de los ácidos grasos o de la familia aromática. Su función principal es reducir la tensión superficial generada cuando la soldadura entra en contacto con el metal del plomo, mejorar la fuerza de humectación de la superficie, mejorar la penetración de los activadores de ácidos orgánicos y también desempeñan un papel como agentes espumantes.
Activador de ácidos orgánicos:
Compuesto por uno o varios tipos de ácidos dicarboxílicos o ácidos aromáticos, como el ácido succínico, el ácido glutárico, el ácido itacónico, el ácido salicílico, el ácido fumárico, el ácido heptanoico, el ácido málico, el ácido succínico, etc., su función principal es eliminar los óxidos del pie de plomo y de la superficie de la soldadura fundida, y es uno de los componentes clave del fundente.
Agente anticorrosivo:
Reduce los residuos de componentes sólidos como resinas y activadores tras la descomposición a alta temperatura.
Co-solvente:
Previene la tendencia de los componentes sólidos, como los activadores, a desorberse de la solución, evitando la mala distribución uniforme de los activadores.
Agente formador de película:
Durante el proceso de soldadura del plomo, el fundente aplicado precipita y cristaliza para formar una película uniforme. Los residuos tras la descomposición a alta temperatura pueden solidificarse rápidamente, endurecerse y reducir su pegajosidad debido a la presencia del agente formador de película.
Principio de funcionamiento de Flux
El principio de funcionamiento del fundente es fácil de entender. En pocas palabras: durante todo el proceso de soldadura, el fundente elimina la capa de óxido de la superficie del material de soldadura mediante la acción de sus propias sustancias activas.
Al mismo tiempo, reduce la tensión superficial entre el líquido de estaño y el material de soldadura, mejorando las propiedades de flujo y humectación del líquido de estaño, ayudando así a completar la soldadura. De ahí el nombre de "fundente".
Para analizar a fondo el principio de funcionamiento del fundente, se trata de utilizar los activadores del fundente para limpiar los óxidos de la superficie del material de soldadura, lo que permite que la aleación de soldadura se una bien con el material de soldadura y forme un punto de soldadura. Las sustancias que desempeñan un papel importante en este proceso son los activadores del fundente, que pueden eliminar rápidamente los óxidos de las almohadillas de soldadura y las patillas de los componentes, y a veces también proteger el material de soldadura de una mayor oxidación antes de que se complete la soldadura.
Además, mientras eliminan la película de óxido, los tensioactivos del fundente también empiezan a actuar. Pueden reducir significativamente la tensión superficial de la soldadura líquida en la superficie del material de soldadura, mejorar la fluidez y la capacidad de propagación de la soldadura líquida, y garantizar que la soldadura de estaño pueda penetrar hasta en el más mínimo rincón. soldadura brecha.
En el proceso de soldadura en horno de estaño, en el momento en que el cuerpo soldado abandona la superficie del líquido de estaño, debido a la acción humectante del fundente, el exceso de soldadura de estaño fluirá hacia abajo a lo largo de la patilla, evitando así fenómenos deficientes como los picos de soldadura y los puentes.
Funciones del fundente de soldadura
Funciones del flujo:
(1) Eliminar los óxidos del superficie de soldadurareducir el punto de fusión y la tensión superficial de la soldadura, y alcanzar la temperatura de soldadura fuerte lo antes posible.
(2) Proteger el metal de soldadura en estado líquido para que no se vea afectado por los gases nocivos de la atmósfera circundante.
(3) Permitir que la soldadura líquida tenga un caudal adecuado para llenar el cordón de soldadura.
(4) Destruir la película de óxido metálico para limpiar la superficie de soldadura, lo que favorece la humectación de la soldadura y la generación de aleaciones de unión soldada.
(5) Puede cubrir la superficie de la soldadura, impidiendo que ésta o el metal sigan oxidándose.
(6) Mejorar la actividad de la soldadura y la superficie del metal a soldar, reduciendo la tensión superficial de la soldadura.
(7) La soldadura y el fundente se funden, lo que puede aumentar la fluidez de la soldadura y mejorar aún más la humectabilidad.
(8) Puede acelerar la transferencia de calor de la cabeza del soldador a la superficie de la soldadura y el objeto soldado.
(9) Un fundente adecuado también puede mejorar el aspecto de la unión soldada.
(1) . Protección mecánica: Bajo la acción del arco eléctrico, el fundente se funde en la escoria superficial, protegiendo el metal de soldadura en estado líquido de la intrusión de gases en la atmósfera circundante, evitando así inclusiones de gas en el costura de soldadura.
(3) . Promover una superficie de la costura de soldadura lisa y recta con buena formación. El punto de fusión del fundente debe ser 10-30℃ inferior al punto de fusión de la soldadura, en circunstancias especiales, el punto de fusión del fundente puede ser superior al de la soldadura.
Si el punto de fusión del fundente es demasiado bajo en comparación con la soldadura, el fundente se fundirá prematuramente, haciendo que la composición del fundente pierda actividad cuando la soldadura se funda debido a la evaporación y a la interacción con el material base.
La elección del fundente suele depender de la naturaleza de la película de óxido. Las películas de óxido alcalinas, como Fe, Ni, Cu, etc., suelen utilizar fundentes ácidos que contienen anhídrido de boro (B2O3), las películas de óxido ácidas, por ejemplo, para tratar hierro fundido que contiene una alta película de óxido SiO2, suelen utilizar fundente alcalino Na2CO3 para formar Na2SiO3 fácilmente fundible y entrar en la escoria. Algunos gases fluorados también se utilizan a menudo como fundentes, reaccionan uniformemente y no dejan residuos después de la soldadura.
El BF3 se mezcla a menudo con N2 para soldadura fuerte de acero inoxidable a altas temperaturas. Los fundentes utilizados para la soldadura fuerte por debajo de 450℃ son fundentes blandos, que se dividen en dos tipos, uno es soluble en agua, normalmente compuesto de soluciones salinas simples o mixtas de ácido clorhídrico y ácido fosfórico, tienen una alta actividad y una fuerte corrosividad, y necesitan ser limpiados después de la soldadura.
El otro es un fundente orgánico insoluble en agua, normalmente a base de colofonia o resina sintética, con ácido orgánico añadido, amina orgánica o su sal HCl o HBr para mejorar la capacidad y la actividad de desinfección.
Condiciones de uso habitual del fundente
(1) El punto de fusión debe ser inferior al de la soldadura.
(2) La tensión superficial, la viscosidad y la densidad deben ser inferiores a las de la soldadura.
(3) No debe corroer el material de base, y debe aumentar la fluidez de la soldadura y eliminar la película de óxido en la superficie metálica en el temperatura de soldadura.
(4) El residuo de fundente es fácil de eliminar.
(5) No debe producir gases ni olores tóxicos para evitar daños al cuerpo humano y la contaminación ambiental.
Tipos de fundentes
Existen varias formas de clasificar el fundente de soldadura, como su uso, método de fabricación, composición química, propiedades metalúrgicas durante la soldadura, y el pH y tamaño de las partículas del fundente.
Independientemente del método de clasificación utilizado, éste sólo pone de relieve determinados aspectos del flujo de soldadura y no engloba plenamente todas sus características.
Los métodos de clasificación más comunes son:
1. Flujo de soldadura neutro
Un fundente de soldadura neutro es aquel que no altera significativamente la composición química del metal depositado o del hilo de soldadura tras la soldadura.
Este tipo de fundente se utiliza a menudo para la soldadura multipasada, especialmente cuando el metal base tiene un espesor superior a 25 mm.
Las características de un flujo de soldadura neutro son las siguientes:
a. El fundente contiene poco o ningún óxido, como SiO2MnO y FeO.
b. El fundente no provoca oxidación en el metal de soldadura.
c. La soldadura de un metal base muy oxidado puede dar lugar a porosidad y grietas en el cordón de soldadura.
2. Fundente de soldadura activo
Un fundente de soldadura activo es aquel que contiene una pequeña cantidad de agentes desoxidantes, como Mn y Si. Este tipo de fundente puede mejorar la resistencia a la porosidad y al agrietamiento.
A continuación se indican las características de un flujo de soldadura activo:
a. La presencia de desoxidantes como el Mn y el Si puede provocar cambios en la composición química del metal depositado a medida que fluctúa la tensión del arco. Un aumento de Mn y Si puede aumentar la resistencia del metal depositado pero disminuir su tenacidad al impacto. Por lo tanto, es importante controlar de cerca la tensión del arco durante la soldadura multipasada.
b. El fundente de soldadura activo tiene una gran capacidad para evitar la porosidad.
3. Fundente de aleación
En soldadura de aleación El fundente contiene componentes de aleación adicionales que sirven como elementos de transición. La mayoría de soldadura de aleación se sinterizan los fundentes.
Este tipo de fundente se utiliza principalmente para soldar aceros de baja aleación y para recargues resistentes al desgaste.
4. Fundente de soldadura
El fundente para soldadura por fusión se produce combinando materias primas de varios minerales en una proporción específica, calentándolas a más de 1300 ℃, fundiéndolas y mezclándolas a fondo, y enfriándolas después en agua para formar gránulos.
El proceso continúa con el secado, la trituración, el tamizado y el envasado para su uso.
En China, una marca común de fundente para soldadura por fusión es "HJ". El primer dígito después de la designación "HJ" indica el contenido de MnO, el segundo dígito representa el contenido de SiO2 y CaF2y el tercer dígito distingue entre diferentes marcas del mismo tipo de fundente de soldadura.
5. Fundente de soldadura sinterizado
Tras dosificar los ingredientes, se realiza la mezcla en seco y se añade un aglutinante (vidrio de agua) para la mezcla en húmedo. A continuación, se granula la mezcla.
A continuación, se envía a un horno de secado para su curado y secado, y finalmente se sinteriza a unos 500 grados.
En China, una marca común de fundente de soldadura sinterizado se representa por "SJ". El primer dígito tras la designación "SJ" indica el sistema de escoria, mientras que el segundo y el tercero distinguen entre distintas marcas del mismo tipo de fundente con sistema de escoria.
6. Otros métodos de clasificación
Los tipos de fundentes pueden dividirse a grandes rasgos en orgánicos, inorgánicos y de resina.
El fundente de resina suele extraerse de las secreciones de los árboles. Es un producto natural poco corrosivo. La colofonia es un representante de este tipo de fundente, por lo que también se denomina fundente de colofonia.
Como el fundente suele utilizarse en combinación con la soldadura, puede dividirse en fundente blando y fundente duro, que corresponden a la soldadura.
Comúnmente utilizados en el montaje y mantenimiento de productos electrónicos son la colofonia, el fundente mixto de colofonia, la pasta de soldadura y el ácido clorhídrico y otros fundentes blandos. Deben seleccionarse de acuerdo con diferentes piezas de trabajo de soldadura en diferentes ocasiones.
Control del flujo de soldadura
Control del secado por flujo y conservación del calor
Antes de utilizar el fundente, primero debe hornearse según las instrucciones del fundente. Esta norma de secado se obtiene mediante pruebas y control de inspección del proceso y es un dato correcto de calidad garantizada. Es una norma de empresa, y las diferentes empresas tienen diferentes requisitos.
A continuación, consulte la temperatura de secado del fundente y el tiempo de retención recomendados por JB4709-2000 "Procedimiento de soldadura para recipientes a presión de acero". Generalmente, al secar el fundente, la altura de la pila no supera los 5 cm. La biblioteca de material de soldadura suele secar más que menos de una vez, y prefiere el grosor a la delgadez en el apilamiento. Debe aplicarse una gestión estricta a este respecto para garantizar la calidad del secado del fundente.
Evite un espesor de apilamiento excesivo y garantice un secado completo del fundente prolongando el tiempo de secado.
Control de la gestión in situ del flujo y eliminación del reciclado
El área de soldadura debe ser limpiado, y los escombros no debe ser mezclado en el flujo, incluyendo el flujo utilizado para el relleno de flujo debe ser emitido de acuerdo a las regulaciones, preferiblemente mantenido a alrededor de 50℃, el reciclaje oportuno del flujo para evitar la contaminación. El flujo utilizado repetidamente utiliza tamices de malla 8 y 40 para tamizar y eliminar las impurezas y polvo fino, y luego se mezcla con tres veces el nuevo flujo para su uso.
Antes de su uso, debe secarse a 250-350℃ y mantenerse caliente durante 2 horas. Después del secado, se mantiene en una incubadora de 100-150℃ para el siguiente uso, y se prohíbe el almacenamiento al aire libre. En condiciones de campo complejas o de alta humedad relativa, se debe realizar una gestión oportuna del lugar, mantenerlo limpio, realizar las pruebas necesarias para la resistencia a la humedad del fundente y las mezclas mecánicas, controlar la tasa de absorción de humedad y las inclusiones mecánicas, evitar el apilamiento desordenado y la mezcla de fundentes.
Requisitos de tamaño y distribución de las partículas de flujo
El fundente tiene ciertos requisitos de tamaño de partícula, el tamaño de partícula debe ser adecuado, para que el fundente tenga cierta permeabilidad, el proceso de soldadura no emita luz de arco continua, y evite la contaminación del aire al baño de fusión para formar poros. Los fundentes se dividen generalmente en dos tipos, uno con un tamaño de partícula común de 2,5-0,45 mm (malla 8-40), y el otro con un tamaño de partícula fina de 1,43-0,28 mm (malla 10-60).
El polvo fino menor que el tamaño de partícula especificado no suele superar los 5%, y el polvo grueso mayor que el tamaño de partícula especificado suele superar los 2%. Deben realizarse pruebas y controles de la distribución granulométrica del fundente para determinar la corriente de soldadura utilizada.
Control del tamaño de las partículas de flujo y de la altura de dispersión de la pila
Si la capa de fundente es demasiado fina o demasiado gruesa, provocará picaduras, puntos y poros en la superficie de la soldadura, formando una trayectoria de soldadura irregular. El espesor de la capa de fundente debe controlarse estrictamente entre 25 y 40 mm. Cuando se utiliza fundente sinterizado, debido a su baja densidad, la altura de la pila del fundente es 20%-50% mayor que la del fundente fundido. Cuanto mayor sea el diámetro del hilo de soldadura, mayor será la corriente de soldadura y, en consecuencia, mayor será el espesor de la capa de fundente.
Debido a la operación no estándar del proceso de soldadura y al tratamiento injusto del fundente de polvo fino, habrá picaduras irregulares intermitentes en la superficie de la soldadura, la prueba no destructiva es cualificada pero la calidad de la apariencia se ve afectada, y el espesor de la cáscara se debilita localmente.
Cómo elegir el fundente adecuado?
Para los usuarios, es imposible comprobar la composición del fundente. Si desea saber si el disolvente del fundente se evapora, puede medirlo simplemente a partir de la gravedad específica. Si la gravedad específica aumenta mucho, puede determinar que el disolvente se ha evaporado.
A la hora de elegir fundente, hay algunas sugerencias para los usuarios:
(1) Huela el olor para determinar preliminarmente qué tipo de disolvente se utiliza. El olor del metanol es relativamente leve pero penetrante, el del isopropanol es un poco más fuerte y el del etanol es fragante.
Aunque el proveedor también puede utilizar un disolvente mezclado, suele estar dispuesto a facilitar un informe de composición si se le solicita.
Sin embargo, el precio del isopropanol es entre 3 y 4 veces superior al del metanol, por lo que si presiona al proveedor para que le rebaje el precio, la calidad puede ser cuestionable.
(2) Determinar la muestra, éste es también el método fundamental para que muchas empresas elijan el fundente. Al confirmar la muestra, se debe pedir al proveedor que proporcione el informe de parámetros relevantes y compararlo con la muestra.
Si se confirma que la muestra está bien, la entrega posterior debe compararse con los parámetros originales. Si aparece alguna anomalía, compruebe el peso específico, el valor de acidez, etc.
(3) El mercado actual de fundentes es heterogéneo. A la hora de elegir, debe tener claras las cualificaciones del proveedor.
Preguntas frecuentes sobre el fundente de soldadura
¿Qué es un fundente en soldadura?
El fundente en soldadura es un material utilizado para promover, facilitar y proteger la fusión de metales durante el proceso de soldadura. Se utiliza para evitar la formación de óxidos y otros subproductos no deseados que pueden formarse debido al calor. El fundente puede presentarse en forma de líquido, pasta o material sólido, y ayuda a crear una soldadura mejor, más limpia y más fuerte.
¿Necesita fundente para la soldadura con electrodo?
Sí, el fundente es esencial en la soldadura con electrodo. El electrodo utilizado en la soldadura con electrodo, a menudo denominado "electrodo", está cubierto de fundente. A medida que el electrodo se consume, el fundente crea un escudo de gas alrededor de la zona de soldadura, protegiendo el metal fundido del aire circundante, que puede provocar contaminación y soldaduras débiles si no se protege.
¿Es la soldadura por fundente tan fuerte como la MIG?
En resistencia de una soldadura viene determinada principalmente por la habilidad del soldador y la preparación de los materiales, más que por el tipo de soldadura. Dicho esto, la soldadura MIG (gas inerte metálico) tiende a producir soldaduras más limpias y a veces más resistentes que la soldadura con núcleo de fundente debido a su uso de un gas protector. Sin embargo, la soldadura por fundente es más versátil y funciona mejor en materiales más gruesos, sucios y oxidados.
¿Para qué es mejor la soldadura por fundente?
La soldadura con fundente se utiliza mejor en situaciones en las que es difícil controlar las condiciones ambientales, como al aire libre o en condiciones de corrientes de aire. Esto se debe a que el fundente crea una barrera protectora que protege la soldadura de los gases atmosféricos. También es ideal para soldar materiales más gruesos y rugosos y cuando se suelda fuera de posición. Además, suele ser más económica y fácil de aprender que otros tipos de soldadura.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Los símbolos de soldadura pueden parecer un idioma extranjero, pero dominarlos es crucial para una comunicación eficaz en el mundo de la ingeniería mecánica. En esta entrada del blog, un experimentado ingeniero mecánico...
¿Alguna vez se ha preguntado cómo se mantienen en pie los rascacielos o soldados los coches? Este blog desvela la magia que se esconde tras las soldadoras eléctricas. Infórmate sobre los principales fabricantes, como Lincoln Electric y Miller Welds,...
¿Se ha preguntado alguna vez cómo se construyen los elegantes coches, los robustos puentes y los avanzados aviones de hoy en día? Este artículo explora seis tecnologías de soldadura de vanguardia que están revolucionando la fabricación, desde...
¿Alguna vez se ha preguntado por qué algunas estructuras soldadas fallan inesperadamente? Este artículo explora las fuerzas ocultas en juego: la tensión y la deformación de la soldadura. Descubra cómo afectan estas tensiones a la resistencia, la estabilidad y la precisión,...
¿Alguna vez se ha preguntado cómo calcular con precisión el consumo de varillas de soldadura? En esta entrada del blog, exploraremos los métodos y fórmulas utilizados por los expertos del sector para calcular el...
¿Alguna vez se ha preguntado por el arte de soldar y las distintas posiciones que se adoptan? En esta fascinante entrada del blog, nos adentraremos en los entresijos de las posiciones de soldadura, desde la plana a la...
¿Alguna vez se ha preguntado qué significa "soldadura en X" o "soldadura por puntos"? Nuestro último artículo desglosa 292 términos de soldadura cruciales, ofreciendo definiciones claras y ejemplos prácticos. Tanto si es un soldador experimentado como si acaba de empezar,...
¿Por qué la soldadura por arco de argón produce a veces poros, y cómo podemos solucionarlo? La porosidad de la soldadura, a menudo causada por impurezas, un flujo de gas inadecuado o una técnica incorrecta, puede debilitar las soldaduras y...
Imagine una máquina que suelda con precisión, nunca se cansa y mejora la seguridad en entornos industriales. Este artículo explora el fascinante mundo de los robots de soldadura por arco, detallando sus componentes, procedimientos operativos,...