Сварка TIG и сварка A-TIG
Аргонодуговая сварка вольфрамовым электродом (TIG) широко используется в современных методах сварки благодаря своей высокой сварное соединение качество, хорошая пластичность, отличная сварка производительность и гибкие сценарии применения, а также возможность переноса в сложных средах.
Однако его ограничения также весьма очевидны.
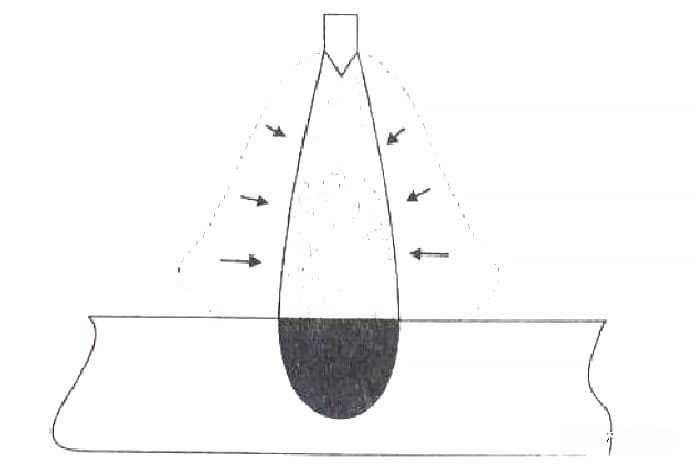
Независимо от углеродистой стали, нержавеющей стали или титана, обычная сварка TIG применима только к тонким пластинам, что определяется ее принцип сваркиВо время TIG-сварки из-за температурного коэффициента и поверхностного натяжения направление потока сварочной ванны также ориентировано на экспорт, как показано на рис. 1.
Поэтому, когда сварочная мощность увеличивается, ширина сварочной ванны увеличивается больше, но глубина увеличивается меньше.
В то же время, несущая способность вольфрамового электрода ограничена, тепло дуги относительно рассеивается во время процесс сваркиИ мощность дуги ограничена.
Поэтому, как правило, скорость сварки TIG низкая, а глубина проплавления шва небольшая. Как правило, можно сваривать только тонкие пластины толщиной менее 3 мм;
Как правило, на пластине или трубе толщиной более 3 мм сначала необходимо снять фаску, а затем применить сварку подложки + сварку покрытия, что требует много времени, сил и средств.
Его недостатки можно свести к следующему: глубина проплавления однослойного шва невелика, процесс многослойного шва сложен, а стоимость высока.
Рис. 1 направление потока Сварка TIG бассейн
С развитием технология сваркиДля того чтобы преодолеть ограничение проплавления при сварке TIG, активные аргонодуговая сварка (A-TIG) появился на свет.
A-TIG метод сварки впервые была предложена украинским Научно-исследовательским институтом сварки Бартона (НИИС) в 1960-х годах, но только в конце 1990-х годов были проведены обширные исследования в научно-исследовательских институтах европейских и американских стран (таких как EWI и TWI).
Среди них широкое распространение получил активный флюс, разработанный компанией EWI. Тем не менее, применение в этой области не получило распространения в Китае.
Сравнение методов и эффектов сварки
Что касается метода сварки, то единственное отличие сварки A-TIG от обычной сварки TIG заключается в добавлении активного агента для нанесения покрытия.
То есть перед сваркой сварочный активный агент равномерно покрывает поверхность шва, как показано на рис. 2, что является эффектом покрытия сварочного активного агента, подготовленного небольшой командой.
Однако для сварка толстых листовПроцесс снятия фаски исключен, что значительно повышает эффективность производства и снижает себестоимость продукции.
При одинаковых условиях сварки, по сравнению с TIG, провар может быть значительно улучшен (до 300%), как показано на рис. 3 (a) ниже - традиционная сварочная ванна TIG, (b) - ванна A-TIG при одинаковых условиях. параметры сварки.
В настоящее время метод сварки A-TIG используется для сварки нержавеющей стали, углеродистой стали, сплавов на основе никеля и титановый сплав.
По сравнению с обычным TIG, A-TIG позволяет значительно повысить производительность, снизить себестоимость и уменьшить сварочные деформации.
Он имеет широкую перспективу применения.
Рис. 2 Влияние активного агента покрытия на сварные швы
Рис. 3 Сравнение сварочный проход
Принцип увеличения проплавления при сварке A-TIG
Механизм увеличения проплавления при сварке A-TIG включает в себя такие моменты, как "сужение дуги", "поверхностное натяжение", "сужение анодного пятна" и "сужение плазмы".
Украинские ученые склоняются к мнению о "дуговом сужении", в то время как американские ученые считают, что основной причиной увеличения глубины проникновения является мнение о "поверхностном натяжении".
В настоящее время в мире нет единой точки зрения на механизм увеличения проплавления сварного шва.
Точка зрения "сужения дуги"
Хотя усадка дуги очевидна, до сих пор не существует единого механизма, объясняющего влияние активных элементов флюса на проплавление при сварке A-TIG.
Сейчас считается, что наиболее вероятный механизм связан с влиянием галогенов и оксидов в корне дуги и плазменной области (также связанным с напряжением), а не с влиянием движения расплавленного бассейна.
Как показано на рис. 4 ниже, количество электронов в периферийной области дуги уменьшается, а электроны являются основным носителем заряда.
Это заставляет дугу сжиматься и достигать нового равновесного состояния, при котором плотность тока в области столба дуги и анода выше.
Считается, что эта реакция происходит в основном в периферийной области дуги при более низкой температуре, что приводит к уменьшению диаметра столба дуги и площади анода.
Рис. 4 Схематическая диаграмма сужения дуги
Точка зрения "поверхностного натяжения"
Согласно точке зрения "поверхностного натяжения", состояние металла в расплавленном бассейне играет решающую роль в формировании глубины проникновения.
При традиционной сварке TIG поверхностное натяжение расплавленного металла в расплавленном состоянии формирует поток поверхностного натяжения от центра расплавленной ванны к ее периферии из-за температурного коэффициента, и в результате глубина проплавления получается относительно небольшой;
Когда активный агент присутствует в расплавленном металле, градиент поверхностного натяжения жидкого металла в расплавленном бассейне изменяется, так что расплавленный металл формирует направление потока от периферии расплавленного бассейна к центру расплавленного бассейна, и эффективность нагрева нижнего расплавленного бассейна улучшается, тем самым формируя большую глубину расплава.
Как показано на рис. 5 ниже.
Рис. 5 Влияние поверхностного натяжения на течение расплавленного бассейна
Точка зрения "анодного пятна"
С точки зрения "анодного пятна", после добавления сульфида, хлорида и оксида в расплавленный бассейн, анодное пятно расплавленного бассейна явно уменьшится, как показано на рис. 6, и образуется большая глубина проникновения.
Исследование показало, что после добавления активного агента пар металла, образующийся в расплавленном бассейне, подавляется.
Поскольку частицы металла с большей вероятностью будут ионизированы, при уменьшении количества паров металла может быть сформирован лишь небольшой диапазон анодных пятен, а проводящий канал дуги сужается.
В то время как электромагнитная конвекция внутри расплавленного бассейна активируется, плазменная конвекция на поверхности расплавленного бассейна ослабляется, что позволяет сформировать большую глубину проникновения.
Это объяснение более убедительно для неметаллические активных агентов типа соединений, но не для соединений металлов.
Рис. 6 Усадка площади анодного пятна дуги при наличии активных элементов
Резюме
В последние годы многие исследователи сварочного производства в стране и за рубежом использовали различные вспомогательные методы для изучения применения A-TIG при сварке средних и толстых листов.
Было установлено, что различные эффекты активных агентов могут быть получены за счет пропорции различных компонентов в активных агентах, которые оказывают различное влияние на увеличение провара и качество сварного шва.
Для конкретных материалов они могут быть разработаны и применены в промышленном производстве путем изменения соотношения активных элементов или добавления других микроактивных элементов для формирования активных агентов.
Также есть надежда, что эта технология может получить более широкое распространение.