Стомы (пузырьки, полости, воздушные замки)
Особенности:
Стомы - это отверстия, которые находятся на поверхности или внутри нее и имеют круглую, овальную или неправильную форму.
Иногда несколько пор образуют воздушный карман, который обычно имеет грушевидную форму и расположен под поверхностью.
Зенковки имеют неправильную форму и шероховатую поверхность.
Воздушные карманы вдавлены в поверхность отливки, а сама поверхность относительно гладкая.
Появление открытых отверстий можно легко заметить, в то время как подкожные воздушные отверстия можно обнаружить только после обработки.
Причины образования:
- Плесень температура предварительного нагрева слишком низкая, что приводит к быстрому охлаждению жидкого металла при прохождении через систему заливки.
- Плохая конструкция выпускного отверстия пресс-формы, препятствующая беспрепятственному выходу газов.
- Недостаточное покрытие, плохие выхлопные газы или даже улетучивание или разложение газа.
- Отверстия и ямки на поверхности полости пресс-формы могут привести к тому, что газ в этих местах будет быстро расширяться и сжимать жидкий металл, образуя зенковки.
- Поверхностная ржавчина на полости пресс-формы и неспособность очистить ее.
- Неправильное хранение и предварительный нагрев сырья (песчаных кернов).
- Недостаточное или неправильное использование раскислителей.
Методы профилактики:
- Форма должна быть тщательно разогрета, а размер частиц покрытия (графита) должен быть соответствующим и обладать хорошей воздухопроницаемостью.
- Используйте наклонную заливку.
- Сырье следует хранить в хорошо проветриваемом и сухом месте и предварительно нагревать перед использованием.
- Температура заливки не должна быть слишком высокой.
Усадка
Fстатьяs:
Усадочная полость - это тип шероховатого поверхностного отверстия, которое может быть обнаружено на поверхности или внутри отливки.
Незначительная усадка - это множество мелких разрозненных усадок, также известных как усадочная пористость.
Зерна вокруг усадки или усадочной пористости крупные.
Она часто появляется возле бегунка в отливке, основания стояка, толстых участков, толщины стенки и большой толщины плоскости.
Причины для Fормация:
- Регулирование рабочей температуры пресс-формы не соответствует требованиям направленного затвердевания.
- Неправильный выбор покрытия, плохой контроль толщины покрытия на разных деталях.
- Положение отливки в форме спроектировано неправильно.
- Конструкция наливного стояка не позволяет добиться эффекта полноценного питания.
- Слишком низкая или слишком высокая температура заливки.
Профилактика Mметодs:
- Увеличьте температуру шлифовальный инструмент.
- Регулируйте толщину слоя покрытия, распыляйте покрытие равномерно. При отслаивании и повторном нанесении краски не образуется локальных скоплений краски.
- Местный нагрев формообразователя с использованием местной изоляции для теплоизоляции.
- Инкрустированные медные блоки на горячем участке для охлаждения детали.
- Создайте охлаждающие ребра на пресс-форме, или ускорьте скорость охлаждения в локальных зонах с помощью воды и т.д., или распылите воду снаружи пресс-формы.
- Используйте съемные охлаждающие блоки, которые поочередно помещаются в полость, чтобы избежать недостаточного охлаждения самих охлаждающих блоков при непрерывном производстве.
- На формовочном стояке расположено нажимное устройство.
- Конструкция системы разлива должна быть точной, а температура разлива - соответствующей.
Отверстие для шлака (флюсовый шлак или шлак оксида металла)
Особенности:
Шлаковые отверстия - это видимые или темные отверстия на отливках. Они частично или полностью заполнены шлаком и имеют неправильную форму. Бывает трудно обнаружить шлаковые включения в небольших, точечных флюсах.
После удаления шлака обнаруживаются гладкие отверстия. Как правило, они находятся в нижней части заливки, возле внутреннего бегунка или в мертвых углах отливки.
Оксидный шлак располагается преимущественно вблизи внутреннего бегунка на поверхности отливки в виде сети. Иногда он может выглядеть чешуйчатым, морщинистым, в виде неравномерных облаков или чешуйчатых прослоек. Он также может находиться внутри отливки в виде флокенов.
При разрушении прослойка часто становится местом излома, а оксид - источником трещин в отливке.
Причины образования:
Шлаковые отверстия возникают в основном в процессе плавления сплава и заливки, в том числе из-за неправильной конструкции системы заливки. Сама форма не является причиной шлаковых отверстий, и использование металлических форм является одним из эффективных методов предотвращения шлаковых отверстий.
Профилактика Mметодs:
- Заливочная система настроена правильно или используется фильтр из литого волокна.
- В нем используется метод наклонного налива.
- Выберите флюс и строго контролируйте качество.
Особенности:
Трещины могут иметь вид прямых или неровных линий.
Поверхность горячей трещины имеет сильное окисление, в результате чего приобретает темно-серый или черный цвет без металлического блеска.
Поверхность холодной трещины имеет чистый металлический блеск.
Внешние трещины в отливках обычно видны, в то время как для обнаружения внутренних трещин могут потребоваться другие методы.
Трещины часто связаны с такими дефектами, как усадка и включение шлака.
Обычно они возникают на острых углах отливки, в местах соединения толстых и тонких секций, а также в зоне горячего спая, где заливной стояк соединяется с отливкой.
Причины образования:
Трещины часто встречаются при литье в металлические формы, поскольку металлическая форма не имеет припусков и имеет быструю скорость охлаждения, что увеличивает внутреннее напряжение литья.
Такие факторы, как слишком раннее или позднее открытие формы, малый или большой угол литья, тонкий слой покрытия и даже сама полость формы, могут привести к образованию трещин в отливке.
Методы профилактики:
- Следует обратить внимание на мастерство изготовления конструкции отливки, чтобы неравномерная толщина отливки имела равномерный переход, и использовать соответствующий размер галтели.
- Отрегулируйте толщину покрытия так, чтобы каждая часть отливки достигла необходимой скорости охлаждения, насколько это возможно, чтобы избежать образования слишком большого количества внутреннее напряжение.
- Обращайте внимание на рабочую температуру металлической формы, регулируйте наклон формы, своевременно вытягивайте стержень, чтобы он треснул, вынимайте отливку и медленно охлаждайте.
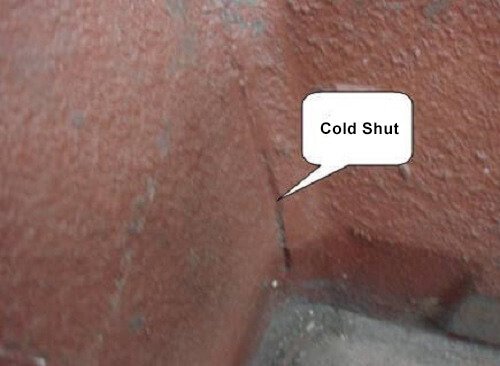
Холодное закрытие (Плохое слияние)
Fстатьяs:
Холодный шов - это тип открытого шва или поверхности с закругленными краями.
Центр разделен окисной чешуей и не полностью сплавлен.
При сильном похолодании он может превратиться в "андеркаст".
Холодные раструбы часто встречаются на верхней стенке отливок, на тонких горизонтальных или вертикальных плоскостях, на стыке толстых и тонких стенок или на тонких вспомогательных пластинах.
Причины для Fинформацияs:
- Конструкция выхлопной трубы из металлической пресс-формы является неразумной.
- Слишком низкая рабочая температура.
- Плохое качество краски (искусственной, материальной).
- Неправильное положение бегуна.
- 5.Скорость налива слишком медленная.
Профилактика Mметодs:
- Правильно спроектируйте обтекатель и выхлопную систему.
- Для тонкостенных отливок большой площади покрытие не должно быть слишком тонким. Правильное утолщение слоя покрытия способствует формовке.
- Правильно повышайте рабочую температуру пресс-формы.
- Применяйте метод наклонного налива.
- 5.Использование механическая вибрация литье в металлические формы.
Трахома (песчаная дыра)
Fстатьяs:
Трахома - это вид неровного отверстия, которое образуется на поверхности или внутри отливки, и его форма соответствует форме песчинок. Когда форму снимают, становятся видны песчинки, вкрапленные в поверхность отливки, и их можно вытащить. При одновременном наличии нескольких трахом поверхность слепка приобретает вид апельсиновой корки.
Причины для Fормация:
Отверстия образуются потому, что частицы песка, падающие на поверхность песчаного сердечника, окружены медной жидкостью и поверхностью отливки.
- Поверхностная прочность песчаного сердечника не очень хорошая, он пережжен или не полностью затвердел.
- Размер песчаного ядра не соответствует размеру внешней формы. При закрытии формы песчаный сердечник раздавливается.
- Форма погружается в графитовую воду с песком.
- Песок, оттираемый ковшом и песчаным ядром на бегуне, вымывается в полость медной водой.
Профилактика Mметодs:
- Песчаное ядро производится строго в соответствии с технологическим процессом и не забывайте проверять качество.
- Размер песчаного ядра соответствует размеру внешней формы.
- Вовремя очищайте чернила.
- Избегайте трения между ковшом и песчаным ядром.
- Выдувайте песок из полости формы, когда опускаете песчаный стержень.