Сайт сварка меди и нержавеющей стали - распространенный процесс, но он также может представлять определенные трудности. Одна из главных трудностей при сварке этих двух материалов - чувствительность к трещинам при проплавлении меди.
Чтобы избежать появления сквозных трещин, необходимо предпринять два шага:
Выберите подходящий процесс сварки и используйте низкий уровень сварочной энергии.
Выберите подходящие присадочные материалы, контролируйте элементы, способные вызвать низкоплавкую эвтектику, такие как S, P и O, и добавляйте в сварной шов такие элементы, как Al, Si, Mn, V, Mo, Ni и другие.
Следуя этим рекомендациям, можно свести к минимуму риск появления проникающих трещин в процессе сварки меди и нержавеющей стали.
При использовании ручной дуговой сварки меди и нержавеющей стали важно помнить, что выбор аустенитной электрод из нержавеющей стали может увеличить вероятность образования термических трещин.
По этой причине рекомендуется выбирать никелированную медь. сварочный пруток (никель 70% и медь 30%), или электрод из сплава на основе никеля. В качестве альтернативы можно использовать сварка меди стержень (T237).
В процессе сварки рекомендуется использовать технику быстрой сварки, используя малый диаметр и низкий ток, не раскачивая дугу. Дуга также должна быть наклонена в сторону меди, чтобы снизить риск образования проникающих трещин.
Дуговая сварка под флюсом
При использовании дуговой сварки под флюсом для меди и нержавеющей стали основными проблемами являются трещины и пористость.
Чтобы свести эти проблемы к минимуму, важно тщательно очистить поверхности сварных швов и сварочной проволоки перед сваркой.
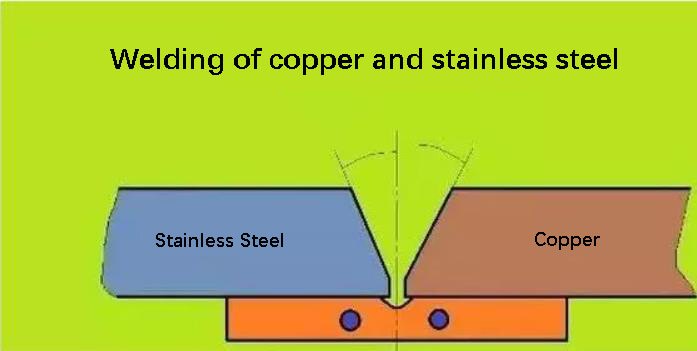
Для сварных соединений толщиной от 8 до 10 мм обычно используется V-образная канавка с углом 70°. Угол наклона канавки со стороны меди составляет 40°, а со стороны нержавеющей стали (1Cr18Ni9Ti) - 30°.
Рекомендуется использовать флюс HJ431 или HJ430 (который запекается при 200°C в течение 2 часов), а также медную сварочную проволоку. В канавку следует поместить от одной до трех никелевых проволок или проволок из медно-никелевого сплава.
Кроме того, следует использовать более высокие уровни сварочной энергии и применять охлаждающую медную дюймовую подкладку водяного типа. Сварочная проволока должна быть направлена в сторону меди и находиться на расстоянии 5-6 мм от центра канавки.
Технологические параметры дуговой сварки под флюсом чистой меди и нержавеющей стали
Хорошие сварочные соединения могут быть получены, если Сварка TIG используется на меди, ее сплавах и нержавеющей стали. Однако удовлетворительные результаты могут быть получены только при освоении соответствующих процессов. Получаемые соединения - это в основном стыковые и угловые соединения в канавке. Со стороны меди канавка не делается, а со стороны нержавеющей стали лучше всего открыть полу V-образную канавку.
Перед сваркой поверхность сварного шва должна быть очищена, а флюс (70% H3BO3, 21% Na2B4O2, 9% CaF2) следует нанести на переднюю и заднюю стороны. Затем, после высыхания, выполните сварку.
Старайтесь использовать сплав Monel (70% Ni, 30% Cu) или медь сварка сплавом проволока, содержащая кремний и алюминий, такая как HS221, QAI9-2, QAI9-4, QSi3-1, QSn4-3 и т.д. При сварке TIG вольфрамовая дуга должна быть направлена в сторону меди и находиться на расстоянии от 5 до 8 мм от центра канавки, чтобы контролировать количество расплавляемой нержавеющей стали.
Большинство сварочные материалы Медная сварочная проволока, медно-никелевая сварочная проволока или бронзовая сварочная проволока, содержащая алюминий, который улучшает механические свойства металла шва и предотвращает появление трещин при проплавлении меди. Обычно применяется быстрая сварка без качания. Когда аргонодуговая сварка При использовании процесса пайки количество плавления со стороны нержавеющей стали должно быть максимально уменьшено, что делает соединение эквивалентным соединению пайкой для нержавеющей стали и сваркой плавлением для медной стороны.
Параметры процесса TIG-сварки латуни и нержавеющей стали показаны на прилагаемом рисунке.
TIG-сварка латуни H62Sn-1 и нержавеющей стали 1Cr18Ni9Ti
Толщина сварного шва мм
Диаметр вольфрамового электрода мм
Длина удлинения вольфрамового электрода
Диаметр сопла мм
Сварочный ток a
Расход аргона л/мин
3+3
3
5-6
12
100~120
10
3+6
3
5-6
12
140-180
10
3+18
3
5-6
12
150-200
10
Газовая сварка
Когда газовая сварка используется для сварки меди и нержавеющей стали, температура пламени при газовой сварке не такая высокая, как при дуговой. Это может привести к неравномерному расплавлению основных металлов с обеих сторон из-за различий в их температурах плавления, что вызывает расширение зоны термического влияния, повышенную деформацию и даже несплавление.
Для сварки чистой меди и нержавеющей стали 18-8 обычно выбирают сварочные проволоки типа HSCuZn-2, HSCuZn3 и HSCuZnNi. Для сварки нейтральным пламенем используется сварочный порошок 301 (пайка порошок) или бура.
Если сварной шов длинный, перед сваркой на поверхность канавки с одной стороны нержавеющей стали можно нанести слой латуни.
Пайка
Когда пайка меди и нержавеющей стали, в основном используется припой на основе серебра, такой как HL302, HL309, HL312 и т.д. Процесс аналогичен общей пайке.
Важно отметить, что температура на одной стороне нержавеющей стали не должна быть слишком высокой, а источник тепла при нагреве должен быть направлен в сторону меди.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].