Have you ever wondered how to weld two of the most challenging metals, copper and stainless steel, together? This article breaks down the complexities of welding these dissimilar metals, covering key techniques and tips to avoid common issues like penetration cracks. Learn about the best welding methods, suitable filler materials, and process parameters to achieve a strong, defect-free weld. Dive into the specifics of manual arc welding, submerged arc welding, TIG welding, gas welding, and brazing, ensuring a comprehensive understanding of the entire process.
The welding of copper and stainless steel is a common process, but it can also present some challenges. One of the main difficulties in welding these two materials is the sensitivity to copper penetration cracks.
To avoid penetration cracks, two steps should be taken:
Choose an appropriate welding process and use a low welding energy level.
Select suitable filler materials, control elements that tend to cause low melting eutectics such as S, P, and O, and add elements such as Al, Si, Mn, V, Mo, Ni, and others to the weld.
By following these steps, the risk of penetration cracks can be minimized during the welding process of copper and stainless steel.
When using manual arc welding for copper and stainless steel, it’s important to keep in mind that selecting an austenitic stainless steel electrode can increase the likelihood of thermal cracking.
For this reason, it’s advisable to choose a nickel copper welding rod (70% nickel and 30% copper), or a nickel-based alloy electrode. An alternative is to use a copper welding rod (T237).
During the welding process, it’s recommended to adopt a fast welding technique using a small diameter and low current, without swinging the arc. The arc should also be inclined towards the copper side to reduce the risk of penetration cracks.
Submerged arc welding
When using submerged arc welding for copper and stainless steel, the primary concerns are cracks and porosity.
To minimize these issues, it’s important to thoroughly clean the surfaces of the weldments and welding wires before welding.
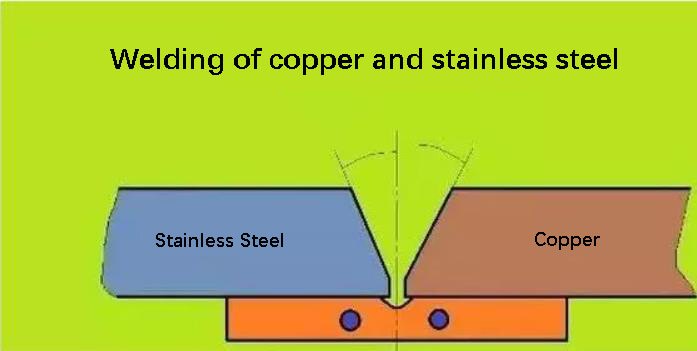
For weldments with a thickness of 8 to 10mm, a 70° V-shaped groove is typically used. The groove angle on the copper side is 40°, and the angle on the stainless steel (1Cr18Ni9Ti) side is 30°.
A flux of HJ431 or HJ430 (which is baked at 200°C for 2 hours) is recommended, along with a copper welding wire. One to three nickel wires or nickel copper alloy wires should be placed in the groove.
Additionally, larger welding energy levels should be used, and a cooling water type copper inch pad should be employed. The welding wire should point towards the copper side and be 5 to 6mm away from the groove center.
Process parameters of submerged arc welding of pure copper and stainless steel
Good welding joints can be achieved when TIG welding is used on copper, its alloys, and stainless steel. However, satisfactory results can only be obtained by mastering the appropriate processes. The joints produced are primarily butt and corner joints in a groove. On the copper side, there is no groove, and it’s best to open up a half V-groove on the stainless steel side.
Before welding, the surface of the weldment should be cleaned, and flux (70% H3BO3, 21% Na2B4O2, 9% CaF2) should be applied to the front and back sides. Then, conduct the welding after it has dried.
Try to use Monel alloy (70% Ni, 30% Cu) or copper alloy welding wire containing silicon and aluminum, such as HS221, QAI9-2, QAI9-4, QSi3-1, QSn4-3, etc. During TIG welding, the tungsten arc should be biased towards the copper side and kept a distance of 5 to 8mm from the groove center to control the amount of stainless steel that melts.
Most welding materials are copper welding wire, copper nickel welding wire, or bronze welding wire containing aluminum, which improves the mechanical properties of the weld metal and prevents copper penetration cracks. Fast welding without swinging is usually adopted. When the argon arc welding brazing process is used, the melting amount on the stainless steel side should be reduced as much as possible, making it equivalent to a brazing connection for stainless steel and a fusion welding connection for the copper side.
The process parameters for TIG welding between brass and stainless steel are shown in the accompanying figure.
TIG welding of brass H62Sn-1 and stainless steel 1Cr18Ni9Ti
Weldment thickness mm
Tungsten electrode diameter mm
Tungsten electrode extension length
Nozzle diameter mm
Welding current a
Argon flow L / min
3+3
3
5-6
12
100~120
10
3+6
3
5-6
12
140-180
10
3+18
3
5-6
12
150-200
10
Gas welding
When gas welding is used for copper and stainless steel, the flame temperature of the gas welding is not as high as that of an arc. This may result in uneven melting of the base metals on both sides due to their differing melting points, causing a wider heat-affected zone, increased deformation, and even non-fusion.
For welding pure copper and 18-8 stainless steel, welding wires such as HSCuZn-2, HSCuZn3, and HSCuZnNi are typically selected. Neutral flame welding uses 301 welding powder (brazing powder) or borax.
If the weld is long, a layer of brass can be deposited on the groove surface on one side of the stainless steel before welding.
Brazing
When brazing copper and stainless steel, the main type of solder used is silver-based solder, such as HL302, HL309, HL312, etc. The process is similar to general brazing.
It’s important to note that the temperature on one side of the stainless steel should not be too high, and the heat source should be biased towards the copper side during heating.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Ever wondered how skyscrapers stand tall or cars stay welded together? This blog uncovers the magic behind electric welding machines. Learn about top manufacturers like Lincoln Electric and Miller Welds,…
Have you ever wondered why some welded structures fail unexpectedly? This article explores the hidden forces at play—welding stress and deformation. Learn how these stresses impact strength, stability, and accuracy,…
Why does argon arc welding sometimes produce pores, and how can we fix it? Welding porosity, often caused by impurities, improper gas flow, or incorrect technique, can weaken welds and…
Imagine a machine that welds with precision, never tires, and enhances safety in industrial settings. This article explores the fascinating world of arc welding robots, detailing their components, operational procedures,…
Welding aluminum alloys presents unique challenges due to their low melting point and high thermal conductivity. This article dives into various welding methods, such as TIG, MIG, and plasma arc…
Choosing the right welding robot can transform your manufacturing process, but where do you start? This guide dives into crucial factors like degrees of freedom, load capacity, and working space.…
How can factories ensure the safety of workers when using welding robots? In today's fast-paced manufacturing environments, welding positioners play a crucial role. These devices not only enhance the precision…
Have you ever wondered why some metals weld seamlessly while others crack and break? This article explores the fascinating world of weldability, focusing on carbon steel and its various forms.…
Welding dissimilar metals is a challenging but essential process in modern manufacturing. It involves joining metals with different properties and compositions, often resulting in a fusion zone with varying mechanical…