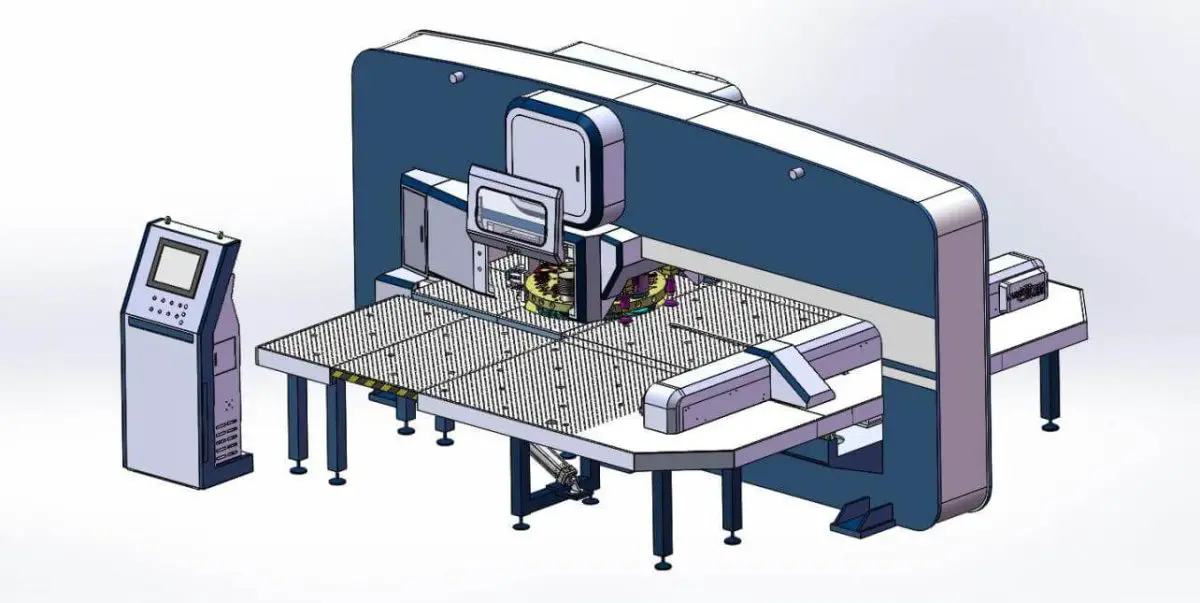
1. Основные области применения и характеристики револьверного пуансона с ЧПУ
Револьверный пуансон с ЧПУ - это высокоэффективное и точное оборудование для обработки пластин, которое управляется a CNC система. Это одна из самых практичных интегрированных машин, объединяющих электрические и гидравлические компоненты в оборудовании для обработки давлением.
Револьверный пуансон с ЧПУ может автоматически выполнять различные сложные и неглубокие процессы глубокой вытяжки за одну операцию. Плиты могут быть точно позиционированы в направлениях X и Y благодаря автоматическому программированию, а пресс-формы из библиотеки пресс-форм поворотного стола могут быть автоматически выбраны для обработки в соответствии с требованиями.
Малые вырубные штампы также могут использоваться для создания больших круглых отверстий, квадратных отверстий, отверстий в талии и кривых контуров различной формы с помощью ступенчатой штамповки. Специальные методы обработки, такие как жалюзи, неглубокое растяжение, цековки, отбортовка Также могут быть выполнены отверстия, ребра жесткости и тиснение.
2. Требования к использованию револьверного пуансона с ЧПУ
1. Условия эксплуатации
Чтобы продлить срок службы револьверного вырубного пресса с ЧПУ, рекомендуется поддерживать умеренную температуру в помещении. Не подвергайте станок воздействию прямых солнечных лучей или других источников теплового излучения. Также важно размещать станок в помещении, где нет избыточной влаги, пыли или агрессивных газов.
Кроме того, сохраните Револьверная головка с ЧПУ держите пуансон-пресс вдали от высокочастотного и электромагнитного оборудования, такого как аппараты для дуговой сварки водородом и электросварочные аппараты.
2. Требования к питанию
Для подачи питания на револьверную головку с ЧПУ обычно используются специальные силовые линии вырубной пресс. Для минимизации колебаний и гармоник высокого порядка в электросети обычно устанавливаются устройства стабилизации напряжения трехфазного переменного тока, которые снижают влияние качества электропитания и электрических помех.
Начальный конец источника питания должен быть надлежащим образом заземлен. Сайт Револьверный вырубной пресс с ЧПУ должен быть подключен к трехфазной пятипроводной электросети, при этом нейтральная линия (N) и заземление (PE) должны быть строго разделены. Также важно обеспечить правильную установку защитного заземления.
3. Операционные процедуры
При эксплуатации и управлении револьверным пуансоном с ЧПУ важно установить практичные и эффективные рабочие процедуры. Это может включать регулярную смазку и техническое обслуживание, разумное использование и внедрение стандартизированной системы смен.
Соблюдение этих процедур является важным шагом в обеспечении безопасной эксплуатации станок с ЧПУ инструмент. Опыт показывает, что многие неисправности можно предотвратить, следуя установленным процедурам эксплуатации.
4. Требования к персоналу
Оператор револьверного пуансона с ЧПУ должен пройти специальное обучение и получить квалификацию перед началом работы с оборудованием, чтобы предотвратить повреждение станка и обеспечить личную безопасность.
Существует множество примеров последствий работы необученных операторов, которые должны послужить напоминанием о важности надлежащего обучения.
Персонал, обслуживающий оборудование, должен быть опытным, квалифицированным и знать условия эксплуатации оборудования, чтобы обеспечить его стабильную работу.
5. Текущее обслуживание
Ежедневное техническое обслуживание пуансона с ЧПУ поможет сохранить его в хорошем состоянии и продлить срок службы. Кроме того, такое регулярное обслуживание позволяет выявить и устранить потенциальные проблемы до того, как они приведут к значительным повреждениям или потерям.
6. Динамическое хранение оборудования числового программного управления
После приобретения револьверного пуансона с ЧПУ важно в полной мере использовать его, особенно в первый год эксплуатации, чтобы выявить слабые места, которые могут вызвать проблемы. Эти проблемы должны быть устранены в течение гарантийного срока.
Когда станок не используется, рекомендуется регулярно, в идеале раз в неделю, включать питание револьверного пуансона с ЧПУ, чтобы снизить влажность внутри станка за счет использования его собственного тепла. Это позволит предотвратить воздействие влаги на электронные компоненты и своевременно обнаружить сигналы тревоги о недостаточном заряде батареи, что позволит избежать потери заданных параметров системы.
3. Обслуживание револьверного пуансона с ЧПУ
(1) Поддерживайте чистоту и порядок вокруг станка. Регулярно очищайте поверхность станка от масляных пятен и не допускайте попадания мусора на верстак. Раз в неделю очищайте движущиеся поверхности, такие как ведущие винты и направляющие. Своевременно убирайте отходы вокруг поворотного стола, чтобы предотвратить появление царапин, налипание материала и столкновения.
(2) Правильно смазывайте станок и следите за тем, чтобы все смазочные трубопроводы не были заблокированы. Регулярно проверяйте централизованное смазочное устройство и гидравлическую станцию, чтобы убедиться в достаточном уровне масла и его качестве. Ежедневно сливайте воду из воздушного компрессора и водораспределителя, установленного на станке, и проверяйте уровень масла в масляном тумане, чтобы обеспечить достаточную смазку воздушного трубопровода.
(3) Регулярно осматривайте пресс-формы, чтобы предотвратить их повреждение из-за износа отверстия матрицы или направляющей шпонки.
(4) Не нажимайте кнопку "аварийной остановки" без необходимости, особенно при использовании вращающегося штампа.
(5) Не тяните вручную синхронный ремень поворотной матрицы, чтобы избежать смещения оси C.
(6) Проверьте, нет ли пыли на компонентах электрического шкафа, особенно на тех, где установлены охлаждающие вентиляторы, и очищайте их не реже одного раза в месяц. Держите электрический шкаф управления сухим и чистым.
(7) Проверьте, нет ли утечек масла и воздуха в гидравлические и пневматические компоненты.
Ежедневное обслуживание и уход:
- Сайт револьверный штамповочный пресс оборудование не должно подвергаться воздействию дождя, столкновений и сильных вибраций во время транспортировки, установки и использования.
- Обращайте внимание на своевременное удаление обрезков револьверного пуансона и коррозионной пыли:
2.1 Оперативно удаляйте отходы из корзины для отходов, расположенной в нижней центральной части основного блока. Не допускайте скопления отходов над землей, чтобы не мешать движению смежных компонентов.
2.2 Регулярно очищайте от коррозийной пыли направляющие подвижных частей и детали трансмиссии (например, шарико-винтовые пары), чтобы предотвратить повреждение поверхностей деталей.
- Турельный пуансон обслуживание прессов:
3.1 После того как оборудование проработает 500 часов, подтяните все соединительные крепежные элементы (винты, болты, гайки и т.д.) и регулярно проверяйте их в дальнейшем.
3.2 Перед каждой сменой осматривайте гидравлическую станцию и проверяйте чувствительность электрических концевых выключателей. Убедитесь в отсутствии мусора на движущихся частях и желобах для материала.
- Револьверный пуансон-пресс для предотвращения ржавчины:
4.1 Нанесите слой масляной пленки на открытые гладкие поверхности (например, направляющие и поверхности шарико-винтовых пар) для смазки и предотвращения ржавчины.
4.2 Если оборудование не используется в течение длительного времени, покройте металлические поверхности антикоррозийной смазкой.
- Строго и тщательно смазывайте револьверный пуансон-пресс: подробности см. в разделе "Смазка".
- Инструкция по смазке револьверного пуансонного пресса:
6.1 На фланцевых крышках гаек шарико-винтовых пар и ползунов линейных направляющих имеются масляные чашки; наносите масло раз в месяц.
6.2 Подшипники каждого трансмиссионный вал и шарико-винтовая пара смазываются при сборке машины. Смазку на литиевой основе следует добавлять при капитальном или промежуточном ремонте (с интервалом использования не более трех лет).
6.3 Перед запуском машины проверьте, в норме ли уровень масла, находится ли индикатор фильтра в зеленой зоне, надежно ли соединение, нет ли ослабленных или ненормальных компонентов.
6.4 Во время работа машиныпостоянно контролируйте давление в системе, температуру, шум, качество гидравлического масла и наличие утечек. Температура масла должна быть в пределах 35-55°C и не должна превышать 60°C.
6.5 Регулярно осматривайте и заменяйте компоненты по мере необходимости:
- 6.5.1 Ежемесячно проверяйте масляные фильтры, воздушные фильтры и соединительные крепежные элементы на предмет их исправности.
- 6.5.2 После использования нового масла в течение 400-500 часов возьмите образец для тестирования. Заменяйте масло квалифицированным через каждые 3-4 тыс. часов работы и проверяйте новое масло через 1 тыс. часов работы.
- 6.5.3 Помимо постоянного контроля изменения давления в аккумуляторе (используя в качестве эталона резкое изменение показаний манометра при остановке насоса), ежемесячно проверяйте давление газа азота внутри аккумулятора.
- 6.5.4 Проверяйте такие компоненты, как масляные насосы и клапаны, каждые шесть месяцев, чтобы обеспечить нормальную работу.
4. Типичный анализ неисправностей и их устранение в револьверном пуансоне с ЧПУ
1. Разрыв полосы
Пуансон может не отходить от листа, когда штамп поднимается, или штамп может подниматься вместе с листом из-за недостаточной силы возврата материала или неправильного выбора времени при непрерывном тиснении.
Причины:
- Усталость пружины
- Неправильная синхронизация при штамповке
- Износ режущей кромки верхнего штампа вследствие оплавления
- Неправильное оформление
- Плохая смазка пресс-формы
- Износ нижний штамп режущая кромка
Меры:
- Замените пружину
- Отрегулируйте длину шага
- Предотвращение плавления и горения верхней формы, а также поворота или смены материала пуансона
- Выберите пресс-форму с соответствующим зазором в зависимости от толщины и материала пластины, чтобы обеспечить правильное выравнивание при заготовке
- Регулярно очищайте пресс-форму и поддерживайте надлежащую смазку
- Регулярно затачивайте нижнюю плашку и поддерживайте небольшую дугу под прямым углом лезвия.
2. Ошибка отскока отходов
В процессе перфорации верхний штамп извлекает заготовку из нижнего штампа после того, как отверстие пробито.
Причины:
- На верхней поверхности пластины или нижней поверхности штампа находится масло, в результате чего отходы прилипают к пуансону и поднимаются вверх;
- Форма (или лист) является магнитной;
- Высокая скорость тиснения и быстрый обратный ход создают эффект воздушной подушки;
- Ранее удаленные отходы застревают в нижней матрице, создавая герметичную полость, и отходы отскакивают назад;
- Неправильная высота пресс-формы;
- Тусклая плесень;
- Большой зазор между штампами значение;
- Алюминиевая пластина или нержавеющая стальная пластина с фильмом;
- Старая или поврежденная разгрузочная планка.
Меры:
- Удаляйте масляные пятна на поверхности пластины и своевременно заменяйте толкающий резиновый столбик на конце пуансона;
- Полностью размагнитите штамп после шлифования;
- Сократите количество тиснений соответствующим образом;
- Увеличьте модуль упругости должным образом, обычно до 1 мм или более;
- Проверьте вакуумную систему, если имеется вакуумный отсос;
- Следите за остротой кромки формы, своевременно затачивая ее;
- Выберите нижнюю форму с соответствующим зазором;
- Используйте нижнюю форму, чтобы предотвратить отскакивание отработанного материала.
3. Ошибка смещения поворотного стола
Когда ЭЛТ подает сигнал, указывающий на то, что Т-образный штифт не на месте или он отсутствует, поворотный стол испытывает вибрацию.
Причина:
После некоторого времени использования позиционирующий штифт поворотного стола может вывихнуться из позиционирующего отверстия из-за деформации цепи или других факторов. Это может привести к смещению верхнего и нижнего поворотных столов или только одного из них.
Независимо от ситуации, процесс адаптации остается неизменным.
Метод регулировки:
- Включите машину.
- Переведите машину в ручной режим.
- Нажмите кнопку "Pin Out", чтобы освободить позиционирующий штифт.
- Ослабьте винты, крепящие торцевую крышку звездочки приводного вала, позволяя приводному валу и звездочке вращаться относительно друг друга.
- Вручную перемещайте поворотный стол, чтобы совместить позиционирующий штифт с позиционирующим отверстием на поворотном столе.
- Несколько раз нажмите кнопки "Pin In" и "Pin Out", чтобы убедиться, что штифт выровнен с поворотным столом. После регулировки закрепите штифт.
- Перед выполнением любых регулировок проверьте натяжение цепи. Если цепь ослаблена, затяните ее перед выравниванием позиционирующего штифта.
- Когда обе стороны цепи достигнут одинакового натяжения, закрепите фиксирующую втулку звездочки.
- Наконец, переключитесь обратно в автоматический режим.
4. Отказ гидравлической системы
В случае аварийного сигнала 1050 пуансон не находится в верхней мертвой точке, а оси X, Y и T не могут работать. Это происходит на модели VT-500 с FANUC Oi-P Система ЧПУ и гидравлической системой Rexroth.
При обнаружении этой неисправности просмотр технических данных по техническому обслуживанию показывает, что главный гидравлический насос не задействован, без каких-либо дополнительных подсказок. Однако масляный насос работал нормально.
В гидравлической системе известна проблема высокой температуры масла, и температура сервоклапана 4WRSE также повышена.
Возможно, неисправен сервоклапан. Однако, поскольку клапан трудно осмотреть, не разбирая его, определить его состояние довольно сложно.
Шаги по устранению неполадок:
- Убедитесь, что напряжение на обоих концах источников питания A и B промежуточного сервоклапана составляет 24 В, и проверьте, что штекер сервоклапана надежно подключен, а индикатор работы и индикатор питания на плате управления HNC горят нормально.
- При включении масляного насоса пуансон должен сдвинуться на несколько миллиметров, а давление масла должно измениться в пределах установленных значений.
- Убедитесь, что разъем шины данных между платой управления HNC и системой ЧПУ подключен правильно. При необходимости откройте корпус разъема и проверьте проводку.
- Проверьте сигнал верхней мертвой точки PTE, войдя в функцию самодиагностики (SYSTEM/PMC/PMCDGN/STATUS/вход X8, соответствующий X8.2 должен быть равен 1).
- Убедитесь, что напряжение сигнала от HNC100 между номерами проводов 411 и 100 составляет DC24 В, а между номерами проводов 612 и 100 напряжение также должно быть DC24 В.
- Если после вышеуказанной проверки проблем не обнаружено, используйте программное обеспечение Win-ped5.05 для подключения к плате управления HNC для дальнейшей диагностики и проверки различных параметров.
- Если проблем не обнаружено, сервоклапан может иметь механическую неисправность, и вы можете заменить его для проверки. Если проблема устранена, то причиной неисправности является повреждение сервоклапана.
- Если после выполнения этих действий проблему решить не удается, рекомендуется обратиться за помощью к производителю.
5. Неисправности, связанные с вибрацией пуансона
(1) Во время процесса штамповки, если давление прекратится, система автоматически перезапустится и сможет снова нормально функционировать.
Эта неисправность неоднократно возникает в процессе штамповки без каких-либо аварийных сигналов, что затрудняет определение ее причины в нормальных условиях.
В большинстве случаев эта неисправность связана с вибрацией.
Если трехфазное напряжение окажется стабильным, это, как правило, связано с тем, что произошло мгновенное короткое замыкание в сети DC24V на клапане или индукционном выключателе, что вызвало падение напряжения и привело к перезапуску системы.
Из-за быстрой штамповки пуансона с ЧПУ высокочастотная вибрация может легко привести к повреждению линии питания DC24V каждого клапана и индукционного выключателя или к ослаблению проводки, что приведет к короткому замыканию между фазами. Эта проблема часто возникала во время технического обслуживания.
Чтобы решить эту проблему, обслуживающий персонал должен тщательно осмотреть каждый компонент, уделяя особое внимание сигнальным линиям возле турели.
(2) Во время непрерывного процесса штамповки он часто останавливается примерно на 2 секунды, а затем продолжает работать без сигнала о неисправности.
Этот дефект в основном связан с вибрацией, и вероятность его возникновения увеличивается с толщиной вырубной плиты, то есть чем больше вибрация, тем выше вероятность возникновения дефекта.
При тщательном наблюдении было обнаружено, что стрелка манометра, установленного на станине, превысила минимальное заданное значение давления воздуха из-за амплитуды вибрации, что привело к мгновенному срабатыванию сигнализации давления воздуха и остановке. Решение заключалось в снятии манометра со станины перфоратора и устранении неисправности.
5. Заключение
Достижение высокой эффективности и хороших результатов при использовании револьверного пуансона с ЧПУ зависит от качества работы операторов и обслуживающего персонала, которые должны обладать высоким чувством ответственности и сильной профессиональной этикой.
Оператор должен хорошо знать характеристики машины, эксплуатировать и обслуживать ее в соответствии с правилами и уделять первоочередное внимание техническому обслуживанию, особенно очистке и смазке.
Персонал, занимающийся техническим обслуживанием, должен не только сосредоточиться на анализе проблем и накоплении опыта, но и быть преданным обучению, иметь сильную склонность к обучению и критическому мышлению.
Изучив внешний вид неисправности, они должны проанализировать возможные причины ее возникновения, чтобы быстро выявить и устранить первопричину.
Они должны подходить к работе осторожно и вдумчиво, избегая поспешных выводов и ненужной замены компонентов.
В заключение следует отметить, что правильное техническое обслуживание - это эффективный способ предотвращения поломок и лучший подход. Вместо того чтобы тратить время на ремонт, лучше отдать предпочтение профилактическому обслуживанию.