
Топ 15 лучших производителей и брендов штамповочных прессов в мире
Вы когда-нибудь задумывались, как создаются машины, которые формируют наш мир? Этот блог отправит вас в путешествие по ведущим производителям машин для штамповки. Вы узнаете о...
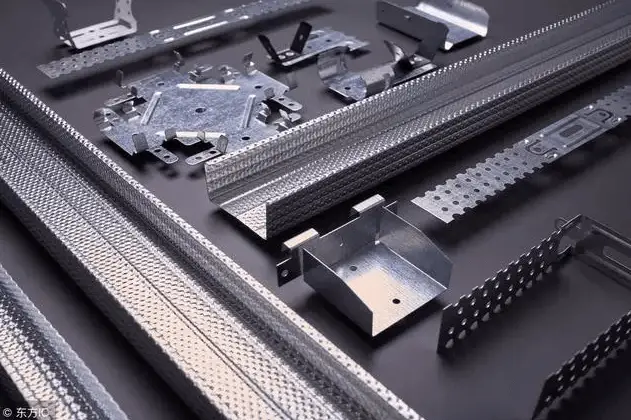
Вы когда-нибудь задумывались о том, как повседневные предметы получают точную форму? Эта статья исследует увлекательный мир технологии совместной штамповки конструкций. Вы узнаете о процессе, начиная с получения технических чертежей и заканчивая проектированием эффективных пресс-форм. Приготовьтесь раскрыть секреты бесперебойного производства высококачественных штампованных деталей!

Проведите анализ технологии штамповки соединительных конструкций на основе соответствующих данных и проведите аудит процесса и стандартизации заготовок.
(1) Получение чертежей деталей изделия с конкретными техническими характеристиками.
Получите представление о форме, размере и требованиях к точности заготовки. Определите критический размер и расположение отверстия, а также критическую поверхность и проведите анализ для определения базовой точки заготовки.
Важно отметить, что требования к штамповке деталей не являются чем-то неизменным.
В связи с быстрым развитием технологии штамповки важно использовать комплексный подход и применять различные технологии штамповки по мере необходимости в производстве. Этого можно достичь путем рационального выбора методов штамповки, правильной постановки процесса штамповки и выбора подходящего конструкция пресс-формы. Такой подход позволит не только удовлетворить технические характеристики изделия, но и выполнить требования процесса штамповки.

(2) Соберите технологические карты для обработки заготовки.
Таким образом, можно изучить взаимосвязь между передним и задним процессами, понять требования к процессам и сборочные связи, которые должны быть гарантированы между процессами, и т. д.
(3) Определите производственную партию заготовки.
Производство деталей оказывает значительное влияние на эффективность процесса штамповки. Для этого необходимо определить тип пресс-формы, ее конструкцию, материал и другие необходимые детали, исходя из производственной партии деталей и требований к их качеству. Проанализируйте экономику процесса изготовления оснастки и целесообразность производства общественных зданий, а также наметьте профиль этапа штамповки.
(4) Уточните условия и характеристики сырья, используемого для заготовки (например, лист, полоса, рулон, лом и т.д.), поймите природу и толщину материала, определите, можно ли минимизировать отходы, используя меньшее количество материала для отбора проб, в соответствии с технологичностью деталей, и первоначально определите характеристики материала и класс точности.
По возможности следует использовать экономичные материалы при условии, что они отвечают требованиям функциональности и качества штамповки.

(5) Анализ и разработка требований к направлению волокон и направлению заусенцев в процессе.
(6) Оцените технические возможности и состояние оборудования для изготовления пресс-форм в формовочном цехе и наличие стандартных деталей пресс-форм.
(7) Ознакомьтесь с информацией об оборудовании или состоянии штамповочной мастерской.
(8) После тщательного изучения и понимания вышеизложенной информации сформулируйте первоначальный проект конструкции пресс-формы.
При необходимости внесите изменения в разработанную конструкцию и технологический процесс, чтобы лучше интегрировать конструкцию изделия, технологический процесс, конструкцию пресс-формы и производство, что приведет к более оптимальным результатам.
Определение технологического решения - важнейший этап после анализа процесса штамповки деталей.
Она включает в себя:
(1) Проведение анализа процесса на основе характеристик формы, точности размеров и требований к качеству поверхности заготовки для определения ее ключевых свойств и характера основных процессов, таких как удаление материала, штамповка, гибка, глубокая вытяжка, отбортовка, и расширение.
Перечень отдельных процессов, необходимых для штамповки, обычно можно получить непосредственно из спецификаций чертежей деталей изделия.
(2) Установление количества процессов на основе расчетов процессов.
Для растянутых деталей рассчитайте количество глубоких вытяжек. Количество обработок гнутых или резаных деталей зависит от их формы, размера и требований к точности.

(3) Исходя из характеристик деформации, точности размеров и простоты работы каждого процесса, определите порядок выполнения процессов.
Например, решите, нужно ли сначала ударить, а потом согнуть, или сначала согнуть, а потом ударить.
(4) На основе таких факторов, как производственная партия, размер, требования к точности, уровень изготовления пресс-формы, мощность оборудования и другие, определите оптимальное сочетание отдельных процессов, которые были организованы.
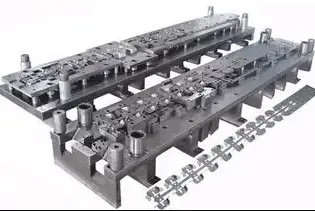
Например, процесс составной штамповки или непрерывный процесс штамповки. Как правило, толстые, низкоточные, мелкосерийные и крупногабаритные пуансоны подходят для однопроцессного производства с использованием простых штампов.
Тонкие материалы, небольшие размеры и большое количество вырубных деталей идеально подходят для непрерывного производства с использованием штампа с шагом.
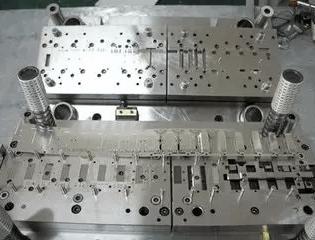
Для штамповки деталей с высокой точностью позиционирования целесообразно использовать композитные штампы для штамповки.
После определения характера, последовательности и сочетания процессов окончательно определите процесс штамповки и структуру штампов для каждого процесса.
(1) Разработайте материалы и определите приблизительные размеры.
(2) Рассчитайте давление пробивки, включая усилие, необходимое для пробивки и резки, гибки, глубокой вытяжки, поворота, расширения, разгрузки, проталкивания и обжима. При необходимости также рассчитайте работу и мощность перфоратора.
(3) Определите центр давления в пресс-форме.
(4) Рассчитайте или оцените толщину каждой основной части пресс-формы, такой как вогнутая матрица, упорная плита, прокладка и свободная высота разгрузочной резины или пружины.

(5) Укажите зазоры выпуклых и вогнутых форм и рассчитайте размеры рабочих частей выпуклых и вогнутых форм.
(6) Для процесса глубокой вытяжки определите метод глубокой вытяжки (обрезка или без обрезки), рассчитайте количество операций глубокой вытяжки и размер полуфабриката в промежуточных процессах.
Для некоторых процессов, таких как непрерывная глубокая вытяжка полосы, могут потребоваться специальные расчеты.
Используя приведенные выше анализ и расчеты, выполните предварительный проект конструкции пресс-формы (на этом этапе обычно достаточно сделать грубый эскиз) и оцените высоту закрытия пресс-формы. Наметьте общие размеры пресс-формы.
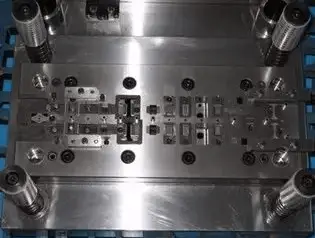
(1) Детали заготовок, включая проектирование выпуклой формы, вогнутой формы, выпукло-вогнутой формы и выбор фиксированной формы.
(2) Позиционирующие детали. Существует несколько типов позиционирующих устройств, обычно используемых в пресс-формах, таких как регулируемые позиционирующие плиты, неподвижные стопорные штифты, подвижные стопорные штифты и неподвижные боковые лопатки, которые необходимо выбирать и проектировать в зависимости от конкретных условий.
В непрерывном режиме необходимо также подумать о том, использовать ли начальный стопорный штифт.
(3) Разгрузочное и толкающее устройство, включая выбор жесткости или упругости, а также выбор и расчет пружин и резины.
(4) Направляющие детали, такие как выбор направляющей колонны, направляющей втулки или направляющей пластины, выбор средней направляющей колонны, боковой задней направляющей колонны или диагональной направляющей колонны, использование скользящей направляющей втулки или шариковой направляющей втулки со стальными шариками и т.д.
(5) Опорные и зажимные детали, крепежные детали, такие как выбор структуры ручки пресс-формы и верхнего и нижнего основания пресс-формы.
Выбор штамповочного оборудования - важнейший аспект проектирования технологического процесса и конструкции пресс-формы. Грамотный выбор оборудования оказывает значительное влияние на качество заготовок, повышение производительности и безопасность работы. Он также упрощает процесс проектирования пресс-формы.
Выбор типа штамповки в первую очередь зависит от технологических требований и объема производства.

Технические характеристики штамповочного оборудования в первую очередь определяются параметрами процесса и размерами конструкции штампа. Для кривошипных прессов оно должно отвечать следующим требованиям:
(1) Номинальное давление пресса должно быть выше, чем усилие процесса штамповки, то есть:
Pмарка>∑P0
Точнее говоря, кривая нагрузки процесса штамповки должна находиться в пределах допустимой кривой нагрузки пресса. Для деталей с глубокой вытяжкой рассчитайте также работу по глубокой вытяжке.
(2) Высота загрузки пресса должна соответствовать требованиям к высоте закрытия пресс-формы.
(3) Ход пресса должен соответствовать требованиям к формованию заготовок. Для прессов, используемых в процессе вытяжки, ход пресса должен быть больше в 2-2,5 раза высоты заготовки в процессе, чтобы разместить заготовку и снять ее.
(4) Размер стола пресса должен быть больше, чем форма основания пресс-формы под пресс-формой, что позволяет разместить неподвижную пресс-форму. Как правило, каждая сторона должна быть больше, чем 50-70 мм. Размер отверстия для утечки на столе пресса должен быть больше, чем размер заготовки (или лома).
Схемы пресс-форм, включая схемы деталей и узлов, выполняются в строгом соответствии со стандартами на чертежи (GB/T4457~GB/T4460 и GB/T131-1993). Однако в реальном производстве схема чертежа должна быть адаптирована к рабочим характеристикам пресс-формы и требованиям монтажа и наладки.
Общий чертеж пресс-формы включает в себя:
(1) Главный вид:
На рисунке представлен вид в поперечном сечении пресс-формы в рабочем положении. Обычно одна половина вида показывает ситуацию перед началом процесса штамповки (когда ползун пресса находится в верхнем положении упора и черновая заготовка размещена), а другая половина показывает состояние после того, как пуансон завершен, заготовка сформирована (или отделена), а ползун пресса находится в нижнем положении упора.
(2) Вид сверху:
Как правило, на одной половине вида сверху изображена нижняя половина пресс-формы, а на другой - верхняя. В некоторых случаях нижняя половина вида сверху может быть полностью прорисована, если это необходимо.

(3) Вид сбоку, вид сверху и вид частичного сечения:
При необходимости можно изобразить боковой вид пресс-формы в рабочем положении. В некоторых случаях в правом верхнем углу чертежа может быть показан вид верхней части пресс-формы и частичное сечение.
(4) Диаграмма заготовки:
Общая диаграмма артефактов расположена в правом верхнем углу. Для работ, выполняемых несколькими комплектами пресс-форм, необходимо построить диаграмму заготовок для текущего процесса в дополнение к диаграмме заготовок для предыдущего процесса.
(5) Образец диаграммы:
Для прогрессивного штампа необходимо нарисовать схему, последовательность процесса и содержание штампа для каждого этапа. Также следует указать расстояние между шагами, величину кромки и размер полосы. На макете штампа следует указать способ раскладки, размер полосы и величину наложения.

(6) Список деталей:
Необходимо предоставить список деталей с указанием материала и количества. Стандартные детали должны быть указаны в спецификациях.
(7) Технические требования и описание:
Технические требования включают в себя давление штамповки, тип оборудования, общие допуски и сборку пресс-формы, установку и ввод в эксплуатацию, высоту закрытия пресс-формы, зазор между пресс-формой и другие требования.
Все размеры, допуски и посадки, допуски формы и положения, шероховатость поверхностиНа чертежах деталей должны быть указаны используемые материалы и требования к их термообработке, а также другие технические характеристики.
Для мелкосерийного производства необходимо заполнить подробную таблицу технологических маршрутов, а для крупносерийного - создать технологическую карту для каждой детали.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.








