1. Основные области применения и сфера использования
Четырехвалковый листогибочный станок W12 используется для гибки и формовка металла пластины. Он идеально подходит для создания таких форм, как банки, дуги и другие конфигурации. Станок способен завершить процесс гибки за одну подачу, а также предоставляет широкие возможности для коррекции.
Эта машина широко используется в различных отраслях промышленности, включая судостроение, производство котлов, авиацию, мостостроение, гидроэлектроэнергетику, химическое производство, изготовление металлоконструкций и машиностроение.
2. Основной технический параметр
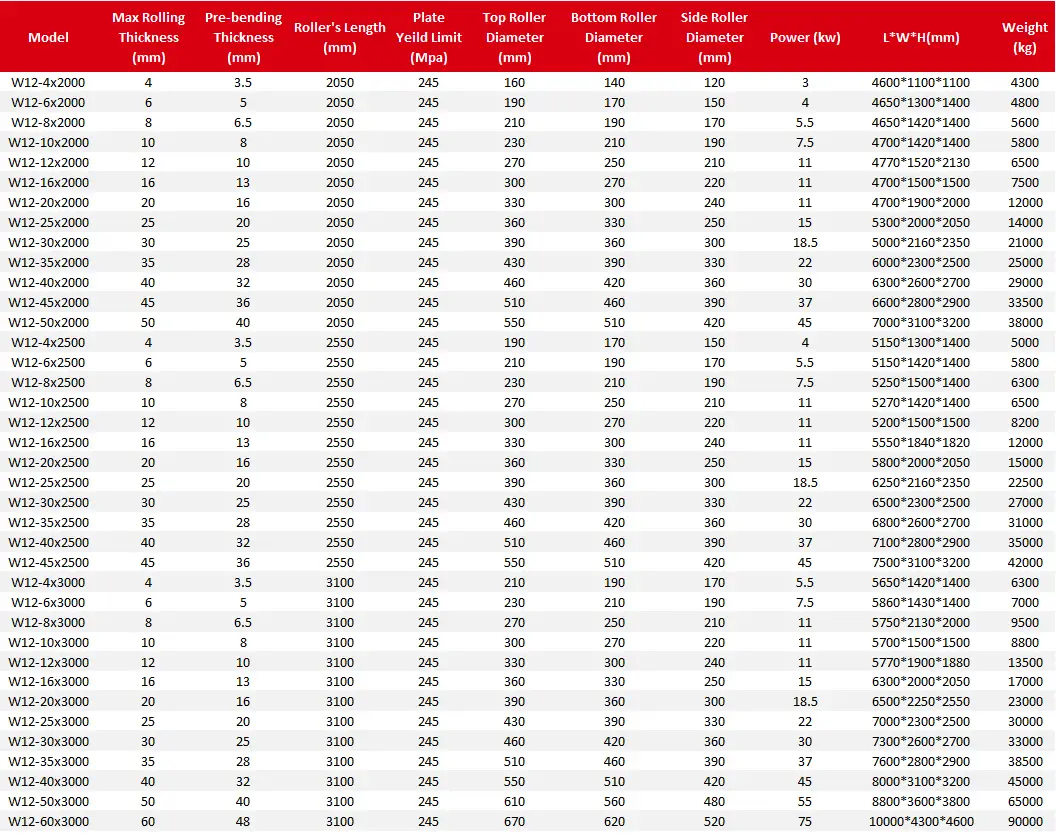
Вот технические характеристики:
Технические данные четырехвалковой листогибочной машины
3. Основная структура
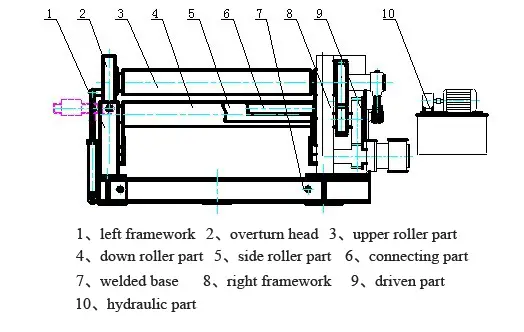
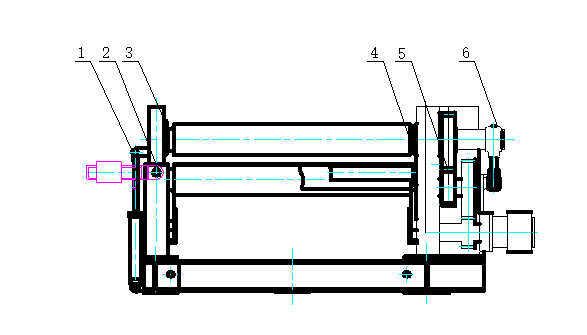
3.1 Основная структура
Четырехроликовый листогибочный станок W12 предназначен для гибки и придания формы металлическим листам. Станок состоит из верхнего ролика, нижнего ролика и двух боковых роликов. Верхний ролик является основным и фиксируется на месте, а нижний и боковые ролики приводятся в движение гидравлическим маслом.
Нижний и боковые ролики перемещаются вверх и вниз благодаря гидравлическому воздействию, а центральный подшипник верхнего ролика также может переворачиваться и возвращаться в исходное положение благодаря гидравлическому воздействию. Подшипники и бак для гидравлического масла расположены по обе стороны рамы машины.
Рама станка состоит из двух стальных сварных элементов, установленных на сварном основании. Все операции управляются с пульта.
Эта машина широко используется в таких отраслях, как судостроение, котлы, авиация, мосты, гидроэнергетика, химическая промышленность, производство металлоконструкций и машин.
Четырехвалковая листогибочная машина имеет ряд преимуществ по сравнению с трехвалковой листогибочной машиной. Во-первых, он может выполнять предварительную гибку концов без использования дополнительных инструментов или пресс-форм, что позволяет получить меньшую прямую кромку. Во-вторых, по сравнению с ассиметричной трехвалковой листогибочной машиной, она может гнуть лист без необходимости его поворота, что делает процесс более эффективным и обеспечивает более высокое качество конечного продукта.
Еще одним преимуществом четырехвалкового листогибочного станка является удобное управление, снижающее физическую нагрузку на оператора и упрощающее эксплуатацию.
В заключение можно сказать, что четырехвалковый листогибочный станок - это универсальное и эффективное решение для формовки металлических листов, имеющее ряд преимуществ перед трехвалковым аналогом.
3.2 Основная структура привода
Верхний ролик четырехвалкового листогибочного станка - это приводной ролик, который приводится в движение гидравлическим двигателем. В этом двигателе используется система редукции 5:1, обеспечивающая движение верхнего ролика со скоростью 4 метра в минуту. Это позволяет машине эффективно завершать процесс подачи.
3.3 Структура, управляемая помощником
Четырехвалковый листогибочный станок управляет нижним и боковыми роликами с помощью гидравлического устройства. Это устройство обеспечивает своевременное перемещение прижимного и бокового роликов вверх и вниз, а также позволяет выполнять отдельные движения вверх и вниз.
3.4 Ремесло сгибания
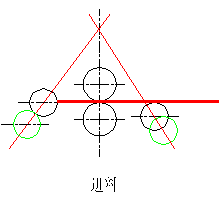
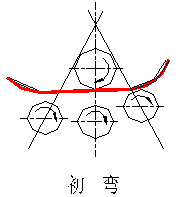
Четырехвалковый листогибочный станок предлагает различные методы гибки, позволяя пользователям выбрать тот, который лучше всего соответствует их потребностям. Для справки прилагается чертеж.
(1) Для работы с машиной сначала увеличьте расстояние между верхним и нижним роликами до величины, немного превышающей толщину листа. Затем отрегулируйте подающий боковой ролик так, чтобы расстояние между верхним и нижним роликами было одинаковым. Наконец, установите другой боковой ролик между верхним и нижним роликами.
(2) Подача: Пластина подается в горизонтальном направлении в машину до тех пор, пока ее конец не коснется центрального бокового ролика. Затем боковой ролик опускается в исходное положение.
(3) Зажим: Пластина надежно зажимается, и начинается предварительная гибка.
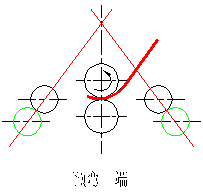
(4) Предварительная гибка: Центральный боковой ролик используется для предварительной гибки другой стороны листа. После завершения предварительной гибки левой стороны задний боковой ролик опускается в исходное положение. Затем верхний ролик используется для сгибания пластины в нужное положение, как показано на рисунке. После остановки верхнего ролика центральный боковой ролик поднимается для сгибания другой стороны пластины.
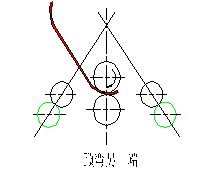
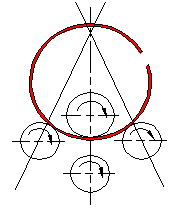
(5) Основная гибка: Центральный и задний боковые ролики устанавливаются в соответствующее положение, а верхний ролик используется для выполнения основной гибки.
(6) Фигурная гибка: Центральный и задний боковые ролики устанавливаются в соответствующее положение, а верхний ролик используется для выполнения фигурной гибки.
(7) Извлечение заготовки: После завершения процесса гибки нижний ролик опускается в самое нижнее положение. Затем заготовка постепенно опускается в нужное положение с помощью двух боковых роликов. Головка станка переворачивается, и заготовка поднимается, следя за тем, чтобы перед снятием она была на одном уровне с верхним роликом.
4. Гидравлическая система
Движение нижнего и боковых роликов, а также переворачивание и возврат в исходное положение в четырехвалковом листогибочном станке осуществляются от гидравлического масляного бака и управляются электромагнитным переключателем клапанов направления.
4.1 Регулировка гидравлической системы:
4.1.1 Регулировка фонтана насоса:
4.1.2 Перед запуском или перезапуском машины после длительного простоя пользователь должен дать масляному насосу поработать в течение 5 минут, чтобы он опорожнился. При запуске или остановке машины масляный насос должен быть разгружен.
4.1.3 Давление клапанов затопления 10 и 12 должно быть настроено на 20 Мпа. При регулировке клапана затопления 10 следует привести в действие 1DT и 2DT электрическим или ручным способом с помощью рукоятки, чтобы предотвратить выход из строя электромагнитного клапана. При регулировке клапана затопления 12 следует настраивать двигатель под нагрузкой. Если двигатель работает без нагрузки, давление будет равно 0.
4.2 Регулировка нижнего и боковых роликов:
4.3 Всего имеется три пары масляных насосов, каждая из которых может работать как вместе, так и по отдельности. Точность синхронизации должна быть менее 5%, а редукционный клапан имеет диапазон 4-15 Mpa. Если при первом использовании масляного насоса наблюдается ползучесть, это, скорее всего, связано с наличием воздуха в насосе. Чтобы решить эту проблему, необходимо несколько раз поработать насосом, чтобы удалить воздух.
4.4 Регулировка опорного ролика и поворотного масляного насоса:
4.4.1 Масляный насос должен работать со скоростью 1-2 метра в минуту и работать стабильно.
4.5 Меры предосторожности:
Перед началом работы пользователь должен проверить масляный бак и убедиться, что гидравлическое масло заполняет 80% объема бака. Гидравлическое масло должно быть антикоррозийным маслом N46.
4.6 После отладки, если уровень масла в трубах снижается, пользователь должен добавить масло, чтобы предотвратить всасывание насоса.
4.7 Гидравлическое масло следует менять каждые шесть месяцев, а внутренние стенки и сетчатый сердечник необходимо регулярно очищать.
4.8 Общие неисправности:
| Отказ |
Возможные причины |
Метод |
| Шумная вибрация |
масляный фильтр заклинило, масляный насос получил всасывание. |
Очистите или замените масляный фильтр. |
| Низкая температура масла, масляный насос не всасывает. |
Улучшить условия труда, подогреть масло. |
| Масло высокой вязкости, масляный насос всасывает. |
Выберите масло правильной вязкости. |
| Масляная трубка вибрирует. |
Используйте трубный фильтр |
| Масляный насос сильно нагревается |
Сломался масляный насос |
Ремонт или замена |
| Давление в системе не может установиться |
Плохой контакт, электромагнитный клапан не работает |
Проверьте электрическую систему |
| электромагнитный клапан срабатывает |
Очистить или изменить |
| перегрузка |
Гидравлический односторонний клапан сломался |
Очистить или изменить |
5. Установка и ввод в эксплуатацию
5.1 Установка оборудования
5.1.1 После получения машины пользователь должен проверить наличие всех элементов в соответствии с упаковочным листом.
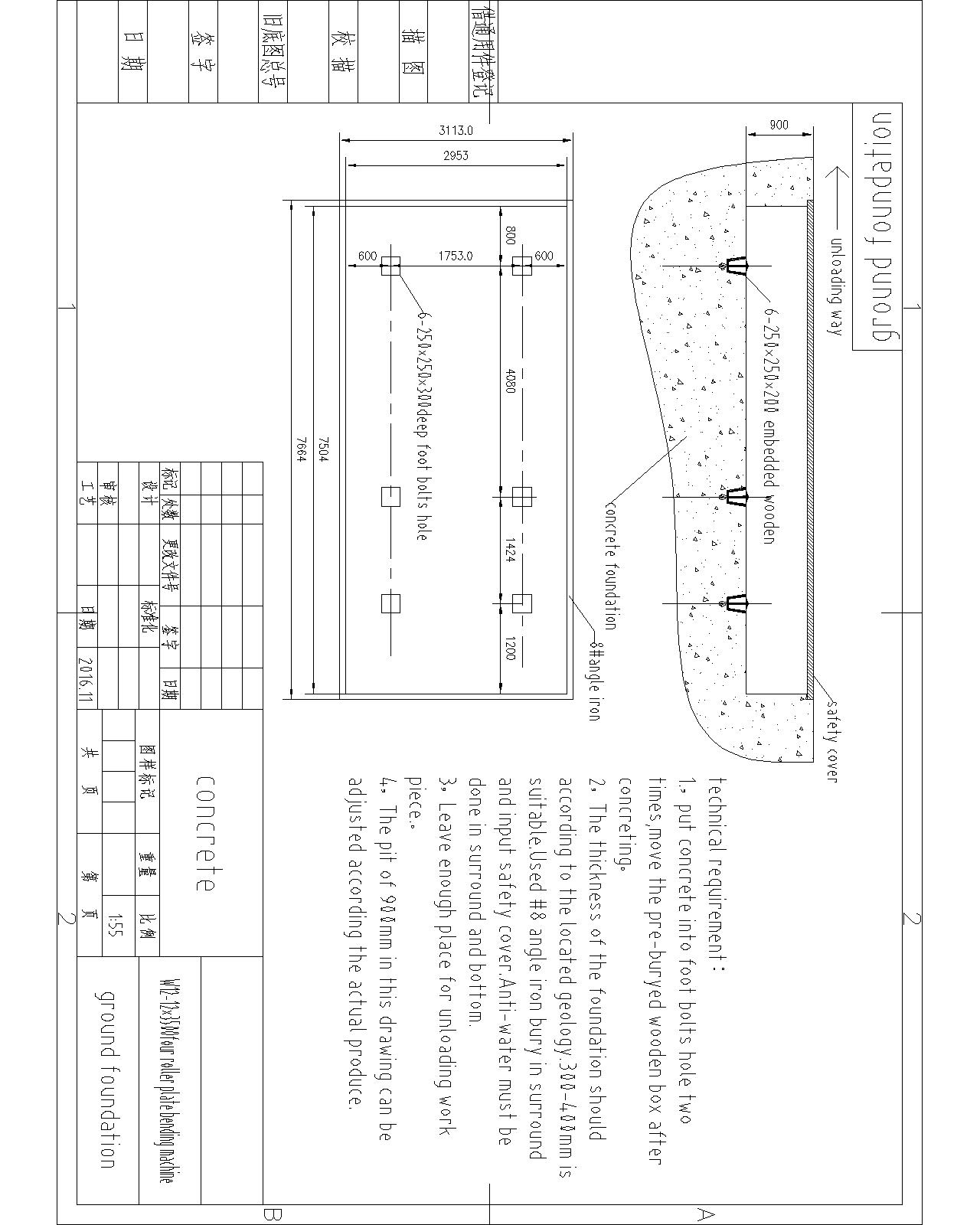
5.1.2 Основание для машины должно быть выполнено в соответствии с чертежом основания. Если местное геологическое сопротивление сжатию составляет менее 2×10^2 Па, пользователь может спроектировать собственное основание. Основание должно быть на один метр выше цоколя мастерской.
5.1.3 Во время установки следует использовать нивелир, чтобы убедиться, что машина стоит ровно. Горизонтальное смещение должно быть менее 0,5 мм на метр в любом направлении. Необходимо установить опорные болты и сделать вторую отливку.
5.1.4 Сначала следует установить основной корпус, затем основные компоненты привода, и, наконец, гидравлическую систему и электрические соединения.
5.1.5 После завершения отливки лап следует затянуть болты крепления лап и отладить машину.
5.2 Обкатка машины
Перед использованием станка для гибки листов необходимо провести его обкатку.
5.2.1 Подготовка:
Перед обкаткой пользователь должен проверить все затянутые детали, соединения, смазочные детали, а также гидравлические и электрические трубопроводы на герметичность, наличие разрывов, утечек, мощность, давление и правильность соединений.
5.2.2 Пустая обкатка:
Процедура:
- Запустите масляный насос и дайте ему прийти в нормальное состояние с надлежащей смазкой. Затем проведите нижний и боковой ролики на половину их полного диапазона движения. Когда масляный бак с роликовым приводом сможет плавно перемещаться вверх и вниз, выполните проверку всего диапазона.
- Проверьте наклонный подъем бокового ролика.
- Испытание на опрокидывание и сброс.
- Проверьте движение верхнего ролика по часовой и против часовой стрелки, а также аварийную остановку.
Проверка на обкатку:
- Убедитесь, что расстояние между нижним и боковым роликами правильное.
- Убедитесь, что опорный и боковые ролики работают плавно и стабильно.
6. Смазка
Важно правильно смазывать детали привода и поверхности скольжения, чтобы снизить энергопотребление и увеличить срок службы машины.
6.1 Метод смазки:
Метод смазки - коробчатый, с регулярной подачей смазки и самосмазывающимися осями. Это показано на прилагаемом рисунке.
График смазки:
- Осевой штифт следует смазывать маслом раз в неделю.
- Редуктор верхнего вала с главной инициативной шестерней следует покрывать консистентной смазкой каждые шесть месяцев.
- Ось поворота, шейка оси верхнего ролика, подшипник баланса и поверхности скольжения должны использовать самосмазывающуюся ось с добавлением некоторого количества смазки при установке или ремонте.
6.2 Выбор подходящего смазочного масла:
6.2.1 Подготовка к отладке:
Стальной задний подшипник роликов следует смазывать кальциевой смазкой (GB491-65).
6.3 Меры предосторожности:
- Перед использованием необходимо произвести надлежащую смазку.
- После 150 часов работы очистите всю систему смазки и проводите полную очистку раз в год.
7. Безопасная эксплуатация и техническое обслуживание
Руководство по безопасной эксплуатации:
7.1.1 Оператор должен быть знаком с конструкцией машины, ее рабочими характеристиками, системой управления и процесс гибкиСоблюдайте все правила безопасной эксплуатации.
7.1.2 Перед запуском или остановкой машины все электрические системы должны быть приведены в исходное положение.
7.1.3 Во время работы необходимо часто проверять смазку, чтобы убедиться в достаточном уровне масла.
7.1.4 Если во время обкатки порожняка возникает шум, перфорация, вибрация или утечка, оператор должен остановить машину и проверить ее.
7.1.5 В процессе эксплуатации необходимо проверять герметичность и отсутствие поломок приводных деталей и соединений.
7.1.6 Неизмененные, сваренные или не выпрямленные пластины не должны быть согнуты.
7.1.7 Во время гибки пластина должна быть перпендикулярна центральной линии ролика.
7.1.8 Во время гибки пластина должна двигаться синхронно с роликом и не скользить.
7.1.9 Не следует поднимать нижний и боковые ролики во время сгибания.
7.1.10 Радиус не должен быть завершен за один изгиб, особенно для толстых листов.
7.1.11 Перед опрокидыванием необходимо опустить нижний и боковой ролики в самое нижнее положение.
Техническое обслуживание машин:
7.2 Правильное техническое обслуживание машины позволяет продлить срок ее службы и сэкономить на ремонте. Примите во внимание следующие моменты:
7.2.1 Строго соблюдайте указания по смазке, чтобы обеспечить надлежащее смазывание.
7.2.2 Проводите регулярные осмотры и составляйте план ремонта.
7.2.3 Замените все быстро изнашивающиеся детали, которые больше не отвечают основным требованиям.
7.2.4 Следите за температурой, чтобы температура в масляном баке не превышала 60°C.
7.2.5 Регулярно осматривайте систему гидравлического привода, очищайте или заменяйте все вышедшие из строя детали. Поддерживайте подходящую температуру масла и уменьшайте его загрязнение, проверяя гидравлическое масло каждые шесть месяцев.
7.2.6 Заземлите все электрические детали в системе электроснабжения. Регулярно осматривайте и заменяйте все вышедшие из строя компоненты.
7.2.7 Не складывайте материалы и окисленные пластины.
Примечание: Во время процесса гибки после подачи листа нижний ролик начнет подниматься. Если пластина коснется верхнего ролика, следует немедленно остановить опускающийся ролик, чтобы не повредить верхний ролик.
8. Графика установки грунта
Вот рисунки:
Чертеж установки грунта
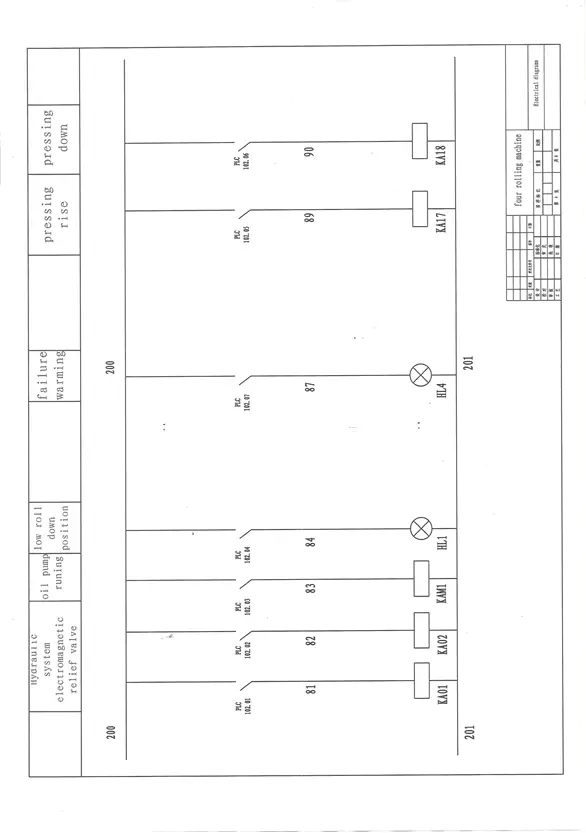
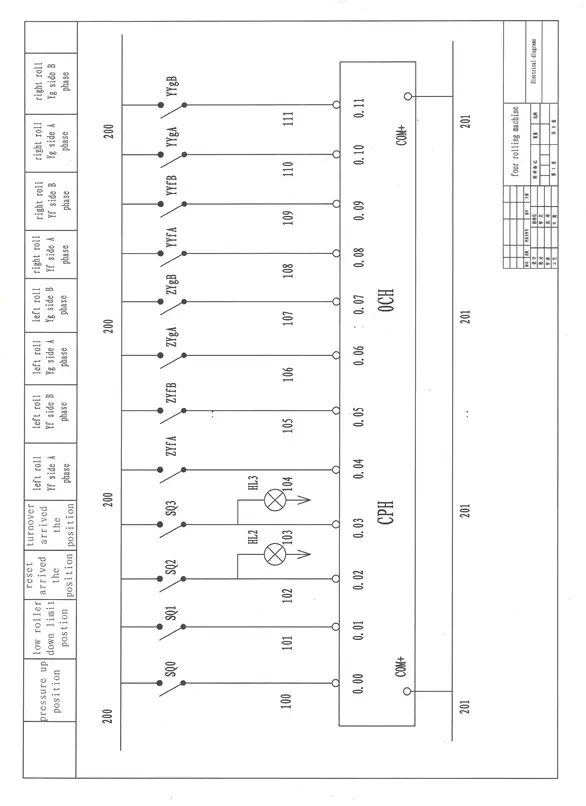
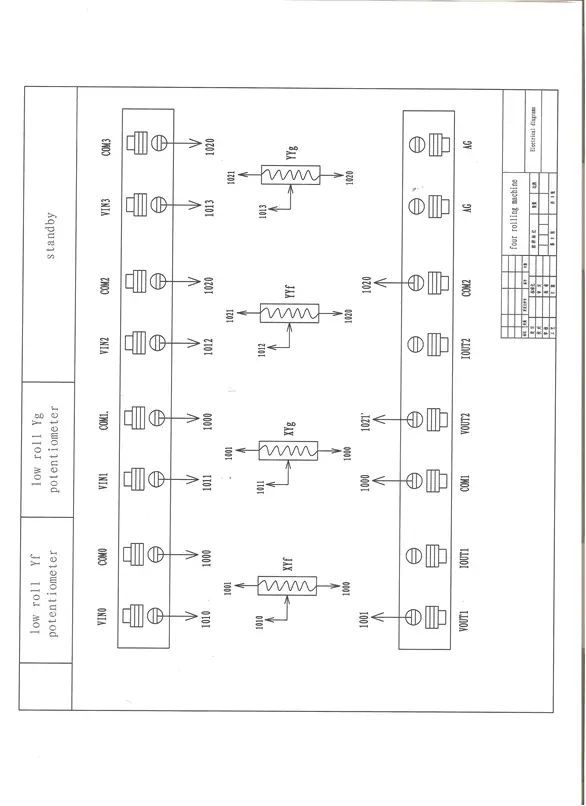
9. Принципы работы электрических аппаратов Графика
Вот рисунки:
Чертеж электрооборудования 1
Чертеж электрооборудования 2
Черчение электрооборудования 3
Черчение электрооборудования 4
Черчение электрооборудования 5
Чертеж электрооборудования 6
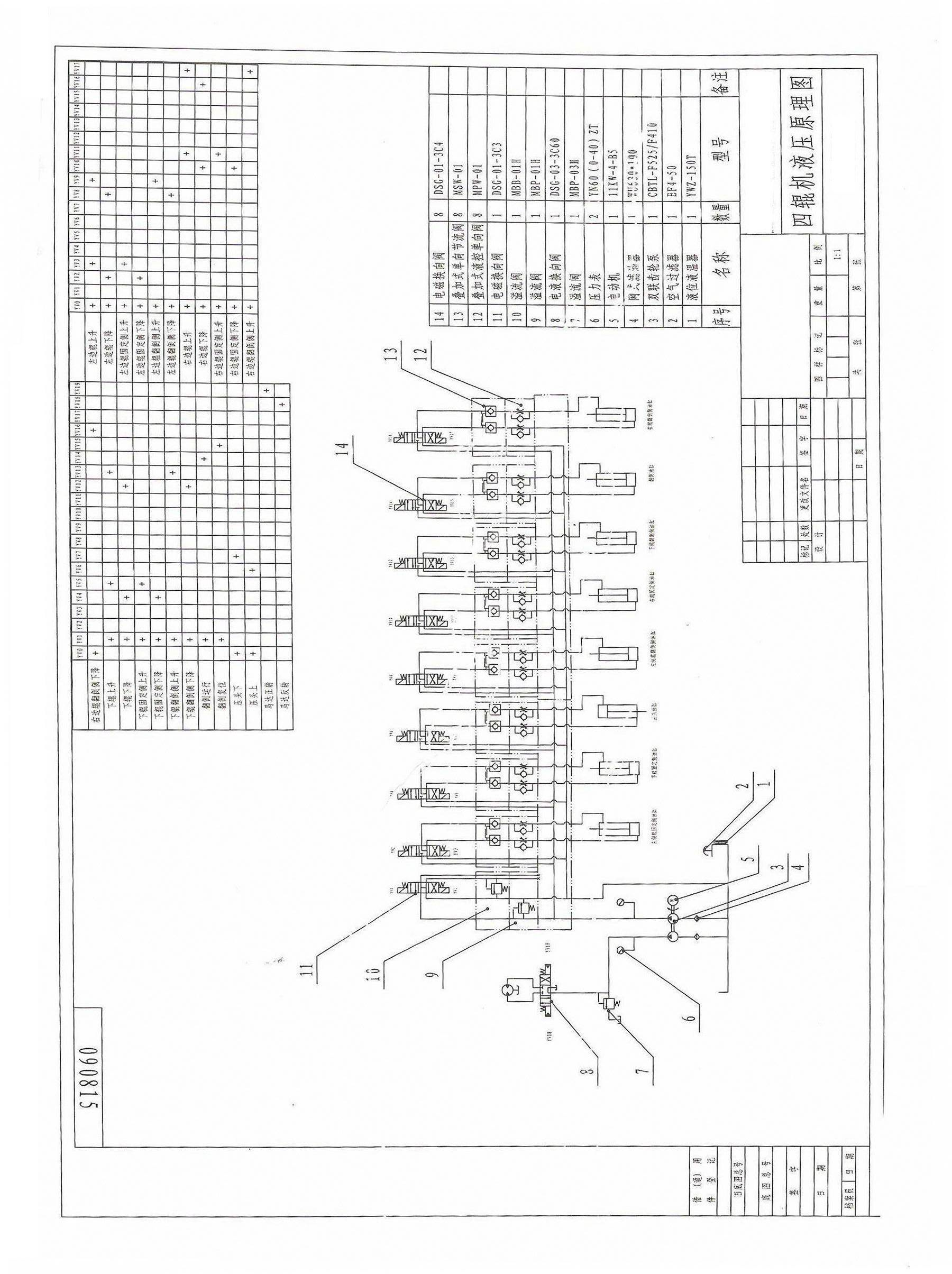
10. Гидравлическая схема четырехроликового листогибочного станка
Вот рисунки:
Гидравлическая схема












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}