Резьбовые соединения - широко распространенный и разъемный способ крепления - просты по структуре, надежны, легко монтируются и демонтируются. Они являются одним из наиболее часто используемых и широких методов соединения в конструкциях изделий из листового металла, обладая незаменимыми преимуществами.
К распространенным методам клепки резьбовых крепежных элементов в деталях из листового металла относятся прессовая клепка, клепка с развальцовкой и клепка с вытягиванием.
1. Принципы выбора заклепок
1) Обратите внимание на внешние размеры заклепки, чтобы избежать вмешательства.
2) В зависимости от способа заклепки учитывайте направление силы, прикладываемой к заклепке во время сборки, чтобы избежать случаев вырывания.
3) Длина участка заклепки должна быть немного меньше толщины листа, определяемой исходя из толщины листа.
4) При выборе заклепок учитывайте способ клепки и оставляйте место для клепки.
5) Поскольку опорная плита деформируется при прессовой клепке, а фитинг - при развальцовочной, для нержавеющей стали или материалов с повышенной твердостью выбирайте метод развальцовочной клепки.
6) Для базовых плит толщиной менее 1 мм следует избегать прессовой клепки. Если существуют особые требования, используйте метод клепки с развальцовкой.
7) Заклепки с развальцовкой более надежны, чем прессовые заклепки, и должны использоваться, если нет особых требований.
8) Для базовых плит толщиной более 3,0 мм следует избегать использования прессовых заклепок с шестигранной головкой. Используйте прессовые заклепки с круглой головкой, чтобы обеспечить плоскостность после прессовой клепки.
9) При выборе пресс-клепок обратите внимание: пресс-клепки с круглой головкой M5 и ниже подходят для клепки листов толщиной от 1,0 до 2,0 мм; пресс-клепки с круглой головкой M6 подходят для клепки листов толщиной от 2,0 до 2,5 мм; пресс-клепки с круглой головкой M8 подходят для клепки листов толщиной более 2,5 мм.
2. Структурные формы и процесс клепки клепаных компонентов
К распространенным конструктивным формам заклепочных компонентов относятся колонны с прессовыми заклепками, прессовые заклепки (шпильки), расширяющиеся заклепки (шпильки), тянущие заклепки, плавающие прессовые заклепки и другие.
(1) Колонна с заклепочной гайкой
Также известная как прессовая заклепка-шпилька или гайка-столбик, это тип крепежа, широко используемый в листовой металлтонкие пластины, шасси и шкафы. Не существует специального национального стандарта для колонн с гайками для прессовых заклепок. Основание заклепочной колонки имеет шестигранную форму, а другой конец - цилиндрическую, с пазом посередине шестигранного основания и цилиндра.
Прессовое клепание осуществляется на специальном прессовое оборудование с помощью пресс-формы, прикладывая определенное давление, вдавливая шестигранную головку в предварительно заданное отверстие в пластине (диаметр предварительно заданного отверстия обычно немного больше внешнего диаметра цилиндра гайки-заклепки).
Это вызывает пластическую деформацию вокруг отверстия, при этом деформированная часть вдавливается в канавку столбика гайки пресс-заклепки, тем самым плотно приклепывая столбик гайки пресс-заклепки к пластине. Для этого типа заклепки обычно требуется, чтобы твердость столбика гайки-заклепки была выше твердости тонкой пластины.
Обычные пластины из низкоуглеродистой стали (твердость менее 70HRB), пластины из алюминиевых сплавов, медные пластины и т.д. подходят для прессовой установки заклепок-гаек. Для пластин из нержавеющей стали и высокоуглеродистая сталь Пластины, из-за их твердого материала, специальные высокопрочные пресс-клепки гайки колонны не только дорогостоящие, но и трудно прессовать, ненадежные в клепке, и легко отваливаются.
Для обеспечения надежности клепки часто требуется точечная сварка 2-3 точек со стороны пресса заклепки гайки колонны, поэтому процесс идет плохо. Если изделие должно быть склепано с пластинами из нержавеющей стали и высокоуглеродистой стали, то твердость стальная пластина должно быть меньше 80HRB.
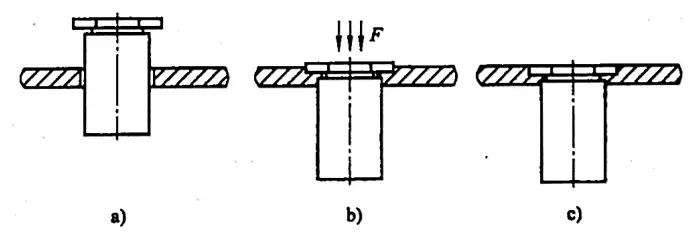
Поэтому при изготовлении деталей из листового металла с колоннами для пресс-клепок следует избегать использования пластин из нержавеющей стали. То же самое относится к винтам для прессовых заклепок и гайкам для прессовых заклепок, которые не подходят для использования на пластинах из нержавеющей стали. Процесс прессовой заклепки колонны гаек прессовых заклепок показан на рис. 9-1.
Рисунок 9-1 Процесс клепки колонна гаек прессовых заклепок
а) Начальное состояние
б) Процесс деформации
c) Завершение клепки
(2) Гайка для заклепки
Гайки-заклепки также являются одним из видов крепежа, широко используемого в листовом металле, тонких плитах, корпусах машин и шкафах.
В настоящее время не существует специального национального стандарта на гайки для прессовых заклепок. Они отличаются от колонковых заклепок наличием дополнительных зубчатых ступеней и перевернутых головок, имеющих круглую форму. Принцип клепки пресс-гаек такой же, как и колонковых пресс-гаек. Процесс заклепывания прессовой заклепки показан на рис. 9-2.
Рисунок 9-2: Процесс сжатия гайки заклепки
а) Начальное состояние
б) Процесс деформации
c) Завершение сжатия
(3) Заклепочная гайка Swell
Заклепочная гайка - это тип крепежа, используемый в листовом металле, тонких пластинах, корпусах машин и шкафах. В настоящее время не существует специальных национальных стандартов на гайки-заклепки. Существует два типа гаек-заклепок: шестигранные и круглые.
Перед установкой заклепочной гайки с развальцовкой на металлическом листе необходимо предварительно проделать нижнее отверстие. Затем в отверстие вставляется заклепочная гайка. На специальном прессовом станке с помощью пресс-формы (с конусом на верхней головке пресс-формы) под определенным давлением расширяется часть рукоятки заклепки (в результате чего часть материала подвергается пластической деформации).
В результате образуется определенная конусность, что позволяет гайке заклепки плотно прилегать к металлическому листу, тем самым закрепляя гайку заклепки на тонкой пластине, завершая клепку. Как правило, гайка заклепки не нуждается в закалке для обеспечения ее прочности, что позволяет затягивать ее без трещин.
Процесс клепки относительно прост, но поскольку соединение между гайкой заклепки с развальцовкой и металлическим листом является деформированным в окружном направлении, оно может выдерживать большую выталкивающую силу, но крутящий момент, который оно может выдержать, меньше.
Чтобы компенсировать этот недостаток, рекомендуется использовать шестигранные заклепочные гайки с обратным загибом или круглые заклепочные гайки с засечками. Взаимосвязь между обратным выступом или зазубринами и листом металла увеличивает крутящий момент, который может выдержать гайка-заклепка с развальцовкой. Процесс разбухания заклепочной гайки показан на рис. 9-3.
Рисунок 9-3: Процесс закручивания гайки
а) Начальное состояние
b) Деформация при холодной расплавке
c) Завершение закрутки
(4) Заклепочная гайка
Также известная как заклепочная гайка или зажимной колпачок, она широко используется для крепления различных деталей из листового металла. Под клепкой понимается процесс, при котором гайка-заклепка под воздействием внешней силы натяжения локально подвергается пластической деформации расширения (обычно в специально отведенных местах), чтобы зажать лист, тем самым достигая надежного соединения.
Метод клепки предполагает использование специализированного клепального пистолета. Заклепочный пистолет приводит болт в головке во вращение за счет зацепления с внутренней резьбой гайки заклепки, что приводит к соответствующему линейному движению гайки заклепки и заставляет тонкостенную область гайки заклепки расширяться и деформироваться, пока она не зажмет лист.
По ссылке зажим В результате локальной деформации листа заклепочная гайка может выдерживать большое усилие выталкивания и определенный крутящий момент. Иногда, чтобы обеспечить способность выдерживать большой крутящий момент, могут использоваться шестигранные или зубчатые заклепки. Преимуществом заклепочных гаек является односторонняя конструкция, на которую не влияет закрытие изделия. Процесс заклепывания заклепочной гайки показан на рис. 9-4.
Рисунок 9-4: Процесс заклепывания гайки заклепки
a) Начальное состояние
б) Деформация под напряжением
c) Завершение клепки
1) Обычные материалы для заклепок включают сталь, алюминиевый сплав и нержавеющую сталь. Разновидности включают заклепки с плоской головкой (GB/T17880.1-1999), потайные заклепки (GB/T17880.2-1999), малые потайные заклепки (GB/T17880.3-1999), малые потайные заклепки 120° (GB/T17880.4-1999) и шестигранные заклепки с плоской головкой (GB/T17880.5-1999).
2) Использование заклепочных гаек: если изделие требует внешнего крепления гайки, а внутреннее пространство узкое, что препятствует входу головки заклепочной машины для заклепывания, и такие методы, как отбортовка и нарезание резьбы не могут удовлетворить требованиям прочности, то ни прессование, ни расширяющая заклепка не подойдут, и придется использовать заклепку с протяжкой. Заклепки-гайки подходят для соединения деталей из листового металла толщиной от 0,5 до 6 м.
(5) Плавающие гайки-заклепки
Изделия из листового металла такие как компьютерные корпуса и шкафы, как правило, состоят из множества деталей. Некоторые детали или компоненты из листового металла из-за сложной общей структуры корпусов или шкафов и больших суммарных погрешностей в размерах при сборке приводят к значительным отклонениям в монтажном положении гаек-заклепок, что затрудняет, а в некоторых случаях делает невозможным сборку других деталей.
Поэтому использование плавающих заклепок в определенных положениях вместо других типов заклепок может значительно улучшить ситуацию. Процесс заклепывания плавающей заклепки показан на рис. 9-5. В настоящее время не существует национальных стандартов на плавающие заклепки, есть только промышленные стандарты. При их использовании размер отверстия и установочное пространство должны определяться в соответствии с образцами продукции производителя.
Рисунок 9-5 Процесс пресс-клепки для плавающих заклепочных гаек
a) Начальное состояние
б) Процесс деформации
c) Завершение клепки под давлением
(6) Размеры нижнего отверстия клепаной детали и применимая толщина листа
1) Диаметр нижнего отверстия прижимной стойки гайки см. в таблице 9-1.
Примечание: S0 S0S обозначает колонны прессовых заклепок со сквозным отверстием без резьбы; S00 S00S обозначает колонны прессовых заклепок со сквозным отверстием с резьбой. Добавление буквы B перед термином означает глухое отверстие; добавление буквы S в конце означает, что материал - нержавеющая сталь, а без буквы S - сталь. H означает высоту гаечной колонны.
2) Диаметр нижнего отверстия прижимной гайки см. в таблице 9-2.
Пост: CLS означает гайку-заклепку из нержавеющей стали; S означает гайку-заклепку из стали; A (код ручки) означает код толщины гайки-заклепки (0 означает толщину 0,8-1,2 мм, 1 означает толщину 1-1,5 мм, 2 означает толщину 1,5~2,5 мм).
3) Обратитесь к таблице 9-3 для определения диаметра нижнего отверстия закладной гайки.
Примечание: "F" означает гайку для запрессовки; "S" означает, что материал - бронза; "A" (код ручки) означает код толщины применяемой пластины для запрессовки гайки.
4) Обратитесь к таблице 9-4, чтобы определить подходящую толщину пластины для запрессовки гайки.
5) Диаметр нижнего отверстия закладной гайки см. в таблице 9-5.
Таблица 9-5: Диаметр нижнего отверстия под гайку (единицы измерения: мм)
Характеристики резьбы
Codename
Диаметр d базового отверстия
M2.5×0.45
Z-(S)-M2.5-A
φ5.0/Контрабас φ5.5×90°
M3x0.5
Z-(S)-M3-A
5.0/Контрабас φ5.5×90°
M4x0.7
Z-(S)-M4-A
φ6.0/Контрабас φ7.0×90°
M5×0.8
Z-(S)-M5-A
φ8.0/Контрабас φ9.0×90°
M6x1.0
Z-(S)-M6-A
φ9.0/Контрабас φ10×90°
M8×1.25
Z-(S)-M8-A
φ11/Контрабас φ12×90°
Примечание: Добавление "S" означает, что материал - нержавеющая сталь, а отсутствие "S" - что материал - сталь. 'A' (код рукоятки) представляет собой код применимой толщины листа для гайки-заклепки.
6) Применимая толщина листа для круглых разжимных заклепок указана в таблице 9-6.
Примечание: Шестигранные заклепочные гайки используются в основном для соединений с медными пластинами основания.
8) Диаметр нижнего отверстия винта для прессовой заклепки можно найти в таблице 9-8.
Таблица 9-8: Диаметр нижнего отверстия винта для прессовой заклепки
(Единицы измерения: мм)
Характеристики резьбы
Codename
Диаметр d базового отверстия
M2.5×0.45
FH(S)-2,5-L
φ2.5
M3x0.5
FH(S)-M3-L
φ3
M3x0.5
NFH(S)-M3-L
φ4.8
M4x0.7
FH(S)-M4-L
Φ4
M4x0.7
NFH(S)-M4-L
φ4.8
M5 x0. 8
FH(S)-M5-L
φ5
M5 x0.8
NFH(S)-M5-L
φ6.8
M6 ×1.0
FH(S)-M6-L
φ6
M6 ×1.0
NFH(S)-M6-L
φ6.8
Примечание: "S" означает, что материал - нержавеющая медь, а отсутствие "S" означает, что материал - сталь. 'FH' означает круглую головку, 'NFH' - шестигранную головку, а 'L' - общую длину винта.
9) Для определения диаметра нижнего отверстия гайки-заклепки и применимой толщины пластины, пожалуйста, обратитесь к национальному стандарту: Гайка-заклепка с плоской головкой (GB/T17880.1-1999), Гайка-заклепка с потайной головкой (CB/T17880.2-1999), Малая гайка-заклепка с потайной головкой (GB/T17880.3-199), Малая гайка-заклепка с потайной головкой 120° (GB/T17880.4-1999), Шестигранная гайка-заклепка с плоской головкой (GB/T17880.5-1999).
(7) Минимальное расстояние от центра нижнего отверстия приклепанной детали до края опорной плиты.
1) Рекомендуемое минимальное расстояние от центра нижнего отверстия обычно используемой гайки-заклепки до края опорной плиты указано в таблице 9-9.
Таблица 9-9 Рекомендуемое минимальное расстояние от центра нижнего отверстия обычно используемой стойки гайки прессовой заклепки до края опорной плиты (единицы измерения: мм).
Характеристики резьбы
Codename
Рекомендуемое минимальное расстояние от центра нижнего отверстия до края опорной плиты.
M3x0.5
(B)S0(0)(S)-3.5M3-H
6.8
M4x0.7
(B)S0(0)(S)-M4-H
8.0
M5x0.8
(B)S0(0)(S)-M5-H
8.0
M6x1.0
(B)S0(0)(S)-M6-H
10
2) Рекомендуемое минимальное расстояние от центра обычно используемого нижнего отверстия заклепочной гайки до края опорной плиты приведено в таблице 9-10.
Таблица 9-10 Рекомендуемая минимальная высота от центра нижнего отверстия обычно используемой заклепочной гайки до края опорной плиты (единицы измерения: мм)
Характеристики резьбы
Codename
Рекомендуемое минимальное расстояние от центра нижнего отверстия до края опорной плиты.
M3x0.5
S(CLS)-M3-A(0,1,2)
4.8
M4x0.7
S(CLS)-M4-A(1,2)
6.9
M5x0.8
S(CLS)-M5-A(1,2)
7.1
M6x1.0
S(CLS)-M6-A(1,2)
8.6
M8×1.0
S(CLS)-M8-2
9.7
M10 x1. 5
S(CLS)-M10-2
13.5
3) Рекомендуемое минимальное расстояние от центра обычно используемого нижнего отверстия встраиваемой гайки до края опорной плиты приведено в таблице 9-11.
Таблица 9-11 Рекомендуемое минимальное расстояние от центра обычно используемого нижнего отверстия встраиваемой гайки до края опорной плиты (Единицы измерения: мм)
Характеристики резьбы
Codename
Рекомендуемое минимальное расстояние от центра нижнего отверстия до края опорной плиты.
M3x0.5
F(S)-M3-1.5
6
M4x0.7
F(S)-M4-2.5
6
M5x0.8
F(S)-M5-2.5
7.2
4) Рекомендуемое минимальное расстояние от центра нижнего отверстия широко используемой круглой разжимной заклепки до края опорной плиты приведено в таблице 9-12.
Таблица 9-12 Рекомендуемое минимальное расстояние от центра нижнего отверстия широко используемой круглой разжимной заклепки до края опорной плиты (Единицы измерения: мм)
Код рукоятки A
Характеристики резьбы
M3
M4
M5
M6
M8
1.2
4.8
6.9
1.5
4.8
6.9
2.0
4.8
6.9
7.1
8.6
9.7
3.0
7.1
8.6
9.7
5) Рекомендуемое минимальное расстояние от центра базового отверстия широко используемой шестигранной заклепки-гайки до края подложки приведено в таблице 9-13.
Таблица 9-13 Рекомендуемое минимальное расстояние от центра базового отверстия широко используемой шестигранной заклепки-гайки до края подложки (Единицы измерения: мм)
Код рукоятки A
Характеристики резьбы
M4
M5
M6
M8
M10
M12
1.5
6.9
2.0
6.9
7.1
3.0
6.9
7.1
8.6
9.7
4.0
7.1
8.6
9.7
13.5
15
5.0
8.6
9.7
13.5
15
6.0
9.7
13.5
15
6) Рекомендуемое минимальное расстояние от центра нижнего отверстия общего заклепочного винта до края опорной плиты приведено в таблице 9-14.
Таблица 9-14 Рекомендуемое минимальное расстояние от центра нижнего отверстия общего заклепочного винта до края опорной плиты (Единицы измерения: мм)
Характеристики резьбы
Кодовое имя
Рекомендуемое минимальное расстояние от центра нижнего отверстия (с круглой головкой) до края опорной плиты.
M3 x0.5
FH(S)-M3-L
5.6
M4x0.7
FH(S)-M4-L
7.2
M5x0.8
FH(S)-M5-L
7.2
M6x1.0
FH(S)-M6-L
7.9
(8) Факторы, влияющие на качество сборки заклепок
На качество сборки заклепок влияет несколько факторов, в том числе свойства основного материала, диаметр нижнего отверстия и метод клепки.
1) База Свойства материала: Если твердость основного материала соответствует требованиям, качество клепки и несущая способность склепанных деталей оптимальны.
2) Диаметр нижнего отверстия: Размер нижнего отверстия напрямую влияет на качество клепаного узла. Большее нижнее отверстие приводит к увеличению зазора между основным материалом и склепываемыми деталями. Влияние этого зазора на различные методы клепки заключается в следующем:
i) Влияние на компрессионную клепку: Основной материал не может деформироваться настолько, чтобы заполнить канавку на склепываемой детали, что приводит к недостаточному усилию сдвига и непосредственно влияет на сопротивление вдавливанию гайки (или заклепки) компрессионной заклепки.
ii) Влияние на расширительную заклепку: Если нижнее отверстие слишком велико, сила сжатия, возникающая при пластической деформации во время клепки, уменьшается, что напрямую влияет на сопротивление выталкиванию и кручению расширительной заклепки.
iii) Влияние на клепку: Если нижнее отверстие слишком велико, эффективное трение между двумя частями уменьшается после пластической деформации, что влияет на качество клепки.
Хотя меньшее отверстие может в некоторой степени увеличить несущую способность заклепки, оно может привести к плохому эстетическому качеству, большому усилию заклепки, неудобству установки, деформации опорной плиты, снижению эффективности производства и качества заклепки.
3) Расстояние от центра нижнего отверстия до края основного материала: Если это расстояние слишком мало, это может привести к деформации основного материала и повлиять на качество клепки.
(9) Принципы процесса сборки заклепок
При составлении технологических карт на детали из листового металла с заклепками особое внимание следует уделять не только рациональной организации процесса клепки, но и положению заклепочного винта или заклепочной гайки.
Разные позиции несут разные нагрузки и имеют разные технологические требования. Поэтому конструкция клепаемых деталей и процесс клепки должны быть адаптированы к позиции клепки. Неправильный выбор может снизить диапазон нагрузок на заклепочный винт или заклепочную гайку, что приведет к разрушению заклепки. Общие принципы клепки заклепочных винтов и заклепочных гаек заключаются в следующем:
1) Не заклепывайте винты и гайки-заклепки из стали или нержавеющей стали перед анодированием или обработкой поверхности алюминиевые пластины.
2) Количество заклепок-винтов или заклепок-гаек, приклепанных на одной линии, должно быть разумным. Если их слишком много, сжимаемому материалу некуда будет стекать, что может вызвать большое напряжение и согнуть заготовку в дугу.
3) Желательно покрыть поверхность деталей перед приклепыванием заклепочных винтов и заклепочных гаек.
4) После клепки гайки-заклепки M5, M6, M8 и M10 обычно нуждаются в точечной сварке для повышения их прочности. Более крупные гайки требуют большей прочности и могут быть приварены дуговой сваркой. Для гаек M4 (включая M4) и ниже лучше всего использовать разжимные заклепки.
5) При заклепывании гаек на кромке изгиба для обеспечения качественного заклепывания гаек обратите внимание на следующее:
① Расстояние от края отверстия под заклепку до края сгиба должно превышать зону деформации сгиба.
② Расстояние L от центра заклепочной гайки до внутренней стороны края загиба должно быть больше суммы внешнего радиуса цилиндра заклепочной гайки и внутреннего радиуса заклепочной гайки. радиус изгибат.е. L>D/2+r.
6) Для подложек менее 1 мм надежность прессовой клепки низкая, поэтому не рекомендуется. Если есть особые требования, можно заменить клепку на вспучивающуюся, а 2-3 точки усилить аргонодуговой сваркой. точечная сварка (или точечное пробивание 2-3 точек) на поверхности, не затрагивающей резьбу.
3. Гайки для приварки выступов
Сварка в проекции Гайки, также известные как гайки точечной сварки, широко используются в изделиях из листового металла. Однако при реальном применении часто возникают проблемы из-за неправильно рассчитанного диаметра отверстия, что приводит к невозможности точного позиционирования гайки для точечной сварки.
Национальные стандарты предусматривают два типа приварных гаек с выступами: квадратные (GB13680-1992) и шестигранные (GB13681-1992). Квадратные приварные гайки имеют неровное позиционирование, что не только приводит к значительным ошибкам позиционирования, но и часто требует нарезки резьбы после сварки.
В отличие от них, шестигранные приварные гайки имеют самопозиционирующуюся структуру, что обеспечивает более высокую точность и удобство сварочных работ. Поэтому рекомендуется использовать шестигранные приварные гайки.
Схема приварки шестигранной приварной гайки к опорной плите показана на рис. 9-6. Рекомендуемые значения диаметра отверстия в опорной плите D и толщины плиты t приведены в таблице 9-15.
Рисунок 9-6: Схема шестигранной приварной гайки, приваренной к опорной плите
Таблица 9-15: Рекомендуемые значения для диаметра отверстий D и толщины пластины t
(Единицы измерения: мм)
Характеристики резьбы
D
t
M4
6+0.075
0.75~3
M5
7+0.09
0.9~3.5
M6
8+0.09
0.9~4
M8
M8×1
10.5+0.11
1-4.5
M10
M10×1
M10x1.25
12.5+0.11
1.25-5
M12
M12x1.5
M12×1.25
14.8+0.11
1.5-5
M14
M14 x1.5
16.8+0.11
2~6
M16
M16×1.5
18.8+0.13
2~6
4. Отбортовка и нарезание резьбы
Отбортовка и нарезание резьбы, также известное как протачивание отверстий и нарезание резьбы, в основном используется на деталях из листового металла для создания соединений между ними. Поскольку основа детали из листового металла тонкая, прямое нарезание резьбы приведет к слишком короткой резьбе, которая может легко соскользнуть.
Поэтому сначала на листовом металле пробивается нижнее отверстие (определяется спецификацией резьбы). Затем с помощью специальной пресс-формы для отбортовки (вытягивания отверстий) на прессовом станке вытягивается вертикальная кромка (высота вытягивания определяется спецификацией резьбы и толщиной листа). Наконец, резьба нарезается, что позволяет увеличить эффективную длина резьбы.
5. Сравнение характеристик заклепок с развальцованными гайками, прессованных заклепок, вытяжных заклепок, отбортовки и нарезания резьбы
Развальцованные заклепки, прессованные заклепки, вытяжные заклепки, а также отбортовка и нарезка имеют свои преимущества и недостатки. Сравнение их характеристик приведено в таблице 9-16.
Таблица 9-16 Сравнение производительности заклепочных гаек с развальцовкой, прессованных заклепок, вытяжных заклепок, а также отбортовки и нарезания резьбы
Метод подключения
Закладная гайка
Нажимная гайка.
Заклепанная гайка
Отбортовка и нарезание резьбы
Обрабатываемость
Хорошо
Хорошо
Хорошо
Среднее
Материал подложки
Заклепки из нержавеющей стали легко отваливаются
Заклепки из нержавеющей стали плохо держатся, поэтому приходится использовать специально изготовленные запрессованные гайки и точечную сварку.
Хорошо
Тонкие пластины, мягкая медь и алюминиевые материалы склонны к проскальзыванию нити.
Точность
Хорошо
Хорошо
Хорошо
Среднее
Долговечность
Хорошо
Хорошо
Хорошо
Качество медь и алюминий материалы некачественные, предпочтительнее другие материалы с более чем тремя нитями.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].