Структура гибочного штампа зависит от характеристик гнутой детали (форма, размер, степень точности и т.д.) и объема производства. Сложность варьируется, и существует множество форм. Здесь мы лишь кратко представим некоторые распространенные конструкции гибочных штампов.
1. V-образный гибочный штамп
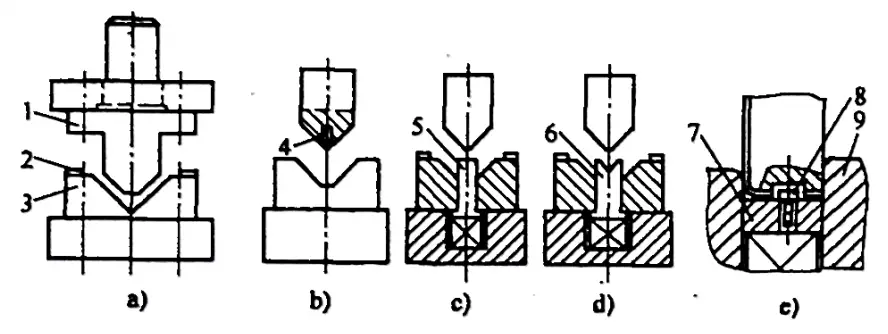
Существует множество форм широко используемых V-образных конструкций гибочных штампов, как показано на рис. 2-23.
Рисунок 2-23: Схема обычной V-образной конструкции гибочного штампа
1 - Пунш
2 - Позиционная пластина
3 - Умри
4 - Позиционный штифт
5 - Шток эжектора
6 - V-образная пластина выталкивателя
7 - Пластина эжектора
8 - Позиционный штифт
9 - Задник.
1) Структура, показанная на рис. 2-23a, представляет собой обычную V-образную (или L-образную) структуру штампа для гибки деталей. Ее характерными особенностями являются простота и универсальность, но меньшая эффективность и точность.
2) Конструкции, показанные на рис. 2-23b - 2-23d, представляют собой конструкции гибочных штампов с позиционирующими штифтами, выталкивающими стержнями и V-образными выталкивающими пластинами. Их особенность заключается в том, что они могут предотвращать смещение заготовки во время гибки, повышая точность гнутых деталей.
3) Конструкция, показанная на рис. 2-23e, представляет собой конструкцию гибочного штампа с позиционирующими штифтами и выталкивающей пластиной. Она может эффективно предотвращать смещение заготовки во время гибки, повышая точность гнутых деталей, и способна обрабатывать гнутые детали с допуском на длину стороны 0,1.
4) На рис. 2-24 показана конструкция V-образного гибочного штампа с откидной пластиной. Принцип работы следующий: Две части штампа соединяются между собой цепочкой "пельмень" и вставляются в шарнир в двух опорах, сохраняя центр вертикальным, и изгибают деталь вместе со штампом. Когда пуансон втягивается, штамп переворачивается и возвращается в исходное положение с помощью расположенного внизу буферного выталкивателя.
Его особенность заключается в следующем: Во время процесс гибкиЗаготовка из листового металла всегда находится в контакте с откидным штампом, что подходит для гибочных операций, которые не имеют достаточной площади опоры для прессования и являются узкими и длинными.
Рисунок 2-24: V-образная конструкция гибочного штампа с откидной пластиной
1 - Пунш
2 - Столб
3 - Позиционирующая пластина
4 - Перекидная плашка
5 - Пельменная цепочка
6 - Упор
7 - Шток эжектора.
2. U-образный гибочный штамп
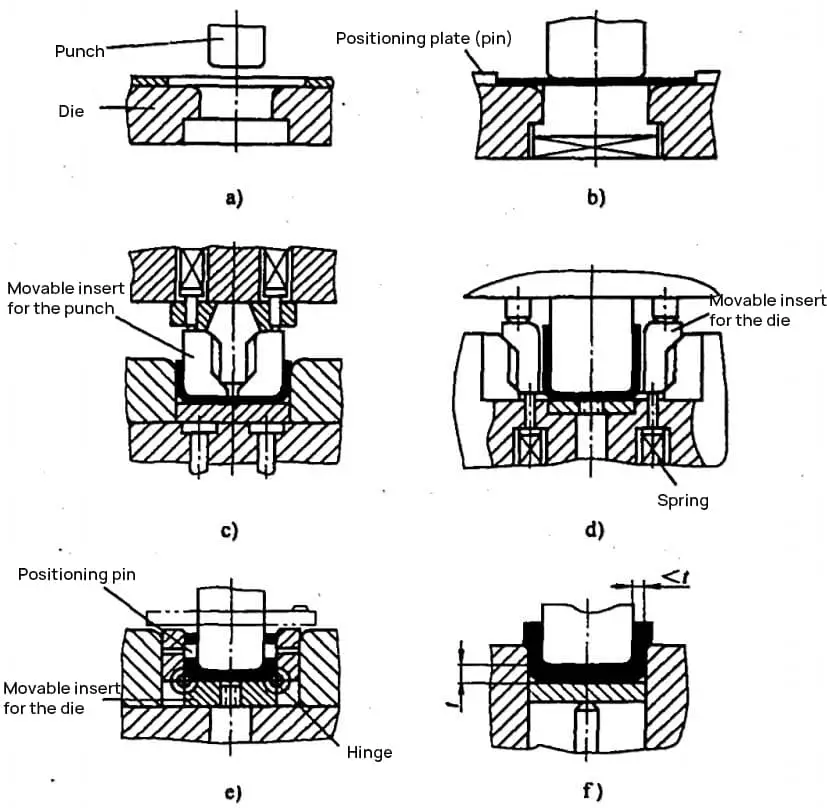
В соответствии с различными требованиями к U-образным компонентам, обычно используемые конструкции гибочных штампов показаны на рис. 2-25 и 2-26. Ниже приводится краткое описание их применения и характеристик.
Рисунок 2-25: Гибочный штамп для U-образных компонентов
Рисунок 2-26: Гибочный штамп для U-образных компонентов с Угол изгиба Φ меньше 90°
4) Конструкция, показанная на рис. 2-25d, используется для деталей с повышенными требованиями к внутренним размерам. Когда допуск на толщину заготовки велик, боковые стороны пуансона превращаются в подвижные вставки. Под действием пружины ширина пуансона может автоматически регулироваться в зависимости от толщины материала.
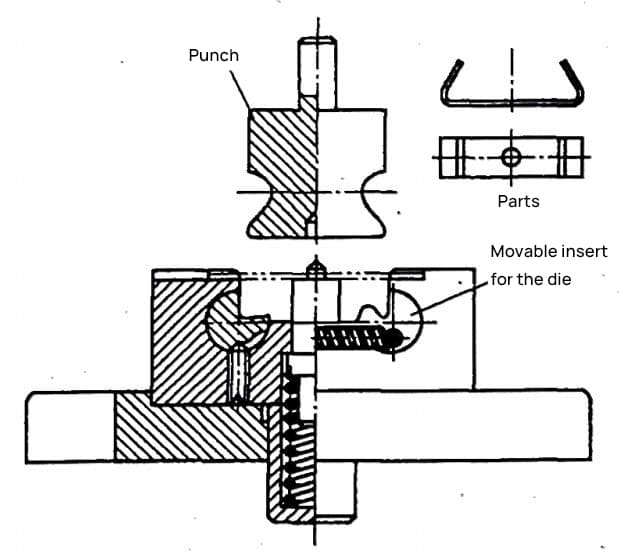
5) Конструкция, показанная на рис. 2-25, используется для компонентов, требующих коаксиальных отверстий с обеих сторон. Подвижные вставки с обеих сторон штампа имеют фиксирующие штифты для позиционирования заготовки. Когда пуансон опускается, он вдавливает заготовку и подвижные вставки в матрицу вместе, обеспечивая соосность отверстий с обеих сторон.
Когда пуансон поднимается вверх, подвижная матрица и прижимная пластина под действием пружины возвращаются в верхнюю часть матрицы. Недостатком является сложная конструкция и трудность изготовления.
6) Структура, показанная на рис. 2-25f, предназначена для заготовок с тонкими боковыми стенками.
7) Конструкция, показанная на рис. 2-26, используется для гибки U-образных деталей с углами φ<90°. Подвижные вставки с обеих сторон штампа могут вращаться внутри полости. Во время листогибочный прессПуансон сначала сгибает заготовку в U-образную форму.
Когда пуансон продолжает опускаться, подвижные вставки с обеих сторон штампа вращаются и сгибают заготовку в U-образную деталь на необходимый угол φ<90°. Когда пуансон поднимается, подвижная вставка возвращается в исходное положение под действием пружины, и пуансон выносит деталь из матрицы, а деталь выгружается из пуансона вдоль оси Z.
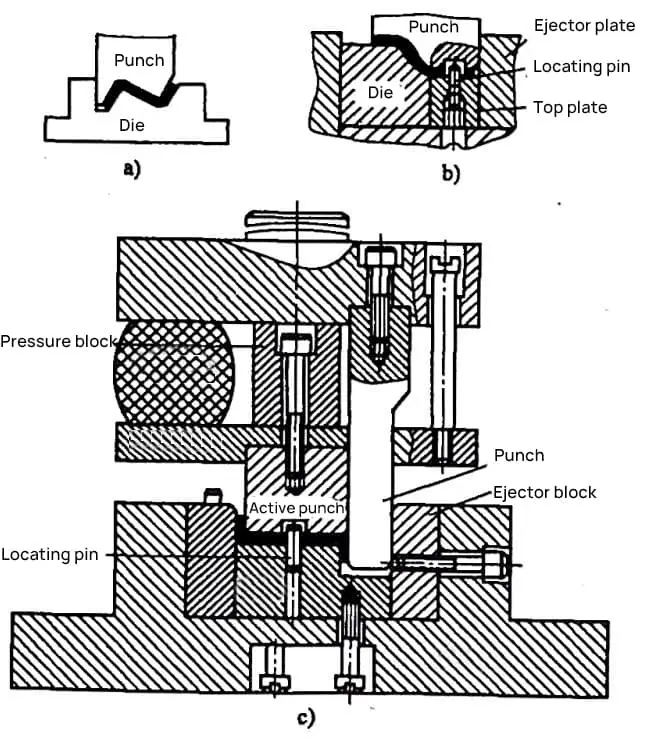
Если высота ступеньки H находится в пределах 2t<H≤Z (минимальная высота сгибаемого края Z-образной гибки), рассмотрите возможность использования ступенчатого штампа или простого штампа и конструкции загрузки и разгрузки для прессования гибки в форму за один прием, как показано на рис. 2-27.
1) Конструкция, показанная на рис. 2-27a, проста. Однако без прижимного устройства заготовка может легко соскользнуть во время листогибочный пресс. Он подходит только для деталей с низкими требованиями к точности.
2) На рис. 2-27b показан Z-образный (ступенчатый) изгиб. конструкция пресс-формы с верхней плитой и фиксирующим штифтом, который эффективно предотвращает скольжение и смещение заготовки в процессе гибки на прессе, повышая точность обработки деталей.
3) Перед началом гибки на прессе в конструкции, показанной на рис. 2-27c, подвижный пуансон и пуансон находятся вровень в верхней части под действием силы резинового листа. Когда начинается прессовая гибка, подвижный пуансон и верхняя плита зажимают заготовку, и под действием силы резинового листа (> силы пружины верхней плиты) подвижный пуансон и верхняя плита опускаются, вызывая изгиб левой стороны заготовки.
Когда верхняя плита соприкасается с нижним основанием пресс-формы, усилие на верхней плите возрастает, сжимая резиновый лист. Пуансон опускается, изгибая правую сторону заготовки. Когда верхнее основание пресс-формы соприкасается с прижимным блоком, деталь проверяется и корректируется. Такая конструкция позволяет получать высокоточные детали, но она сложна и трудна в производстве.
Рисунок 2-27 Z-образная (ступенчатая) гибочная форма
4. Форма для гибки с четырьмя углами
Четырехугольник гибочные детали может быть сформирован в один или два этапа.
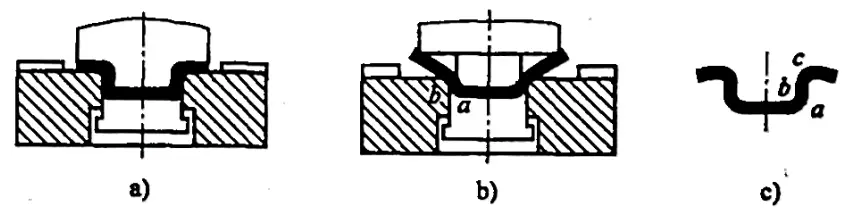
1) Структура простой одноступенчатой формы для гибки с четырьмя углами показана на рис. 2-28. При гибке деталей с такой конструкцией пресс-формы часто возникают неточности в форме внешнего угла и утончение прямостенных участков (особенно если толщина материала t>1~1,5 мм, а прямостенная часть относительно высокая).
Это видно из процесса формования, показанного на рис. 2-28b. Когда мужская форма опускается, внутренний угол a изгибается в фиксированном положении линия сгиба положение. Однако положение линии сгиба внешнего угла не фиксировано: сначала в точке b, а затем в точке c.
Поэтому конечная деталь получается такой формы, как показано на рис. 2-28c, а прямостенный участок имеет тенденцию к утончению под действием растягивающего усилия при изгибе. Поскольку эта конструкция гибочной пресс-формы проста и удобна в изготовлении, ее можно использовать, когда требования к детали невелики, а объем производства невелик.
Рисунок 2-28 Простая одноступенчатая конструкция пресс-формы для гибки с четырьмя углами
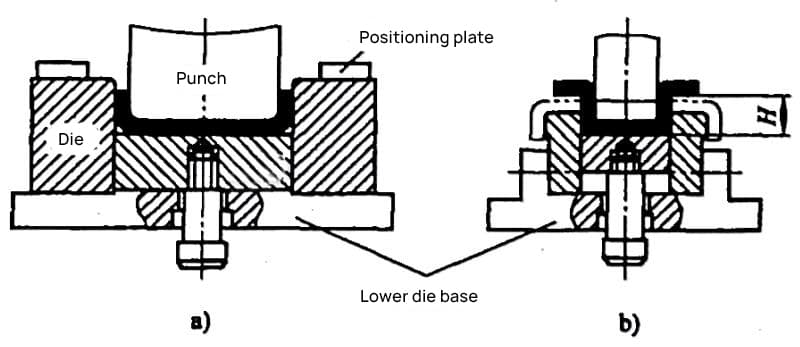
2) На рис. 2-29 показана структура двухступенчатой формы для гибки с четырьмя углами. Эта структура обеспечивает сгибание внутренних и внешних углов на линии гибки, что позволяет избежать явления истончения, показанного на рис. 2-28c, и улучшить качество согнутых деталей. Однако эта пресс-форма имеет низкую эффективность производства и может обеспечить достаточную прочность вогнутой пресс-формы только в том случае, если высота H изгибаемых деталей (см. рис. 2-29b) составляет >(12~15)t.
Рисунок 2-29 Двухступенчатая конструкция пресс-формы для гибки с четырьмя углами
a) Шаг 1
b) Шаг 2
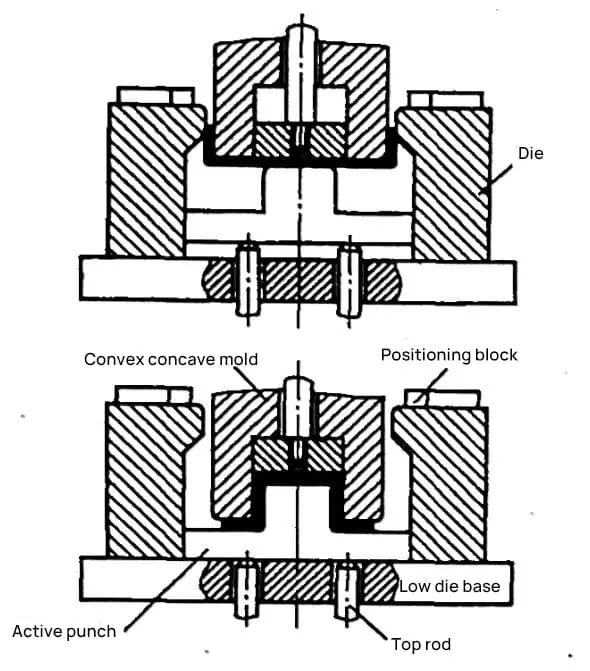
3) На рис. 2-30 показана структура двухступенчатой композитной гибочной формы. Эта структура обеспечивает сгибание внутренних и внешних углов по линии сгиба, что позволяет избежать явления деформации при изгибе, показанного на рис. 2-28. По мере опускания выпуклой и вогнутой форм заготовка сначала изгибается в U-образную форму вогнутой формой (сила выталкивания выпукло-вогнутой формы > активной силы выталкивания выпуклой формы).
Когда активная выпуклая форма соприкасается с основанием нижней пресс-формы (сила выталкивания активной выпуклой формы > силы выталкивания выпукло-вогнутой формы), выпукло-вогнутая форма продолжает опускаться, и активная выпуклая форма окончательно формирует деталь путем ее изгиба. Недостатком этой гибочной формы является то, что она требует большого пространства в нижней форме для облегчения боковой формовки детали.
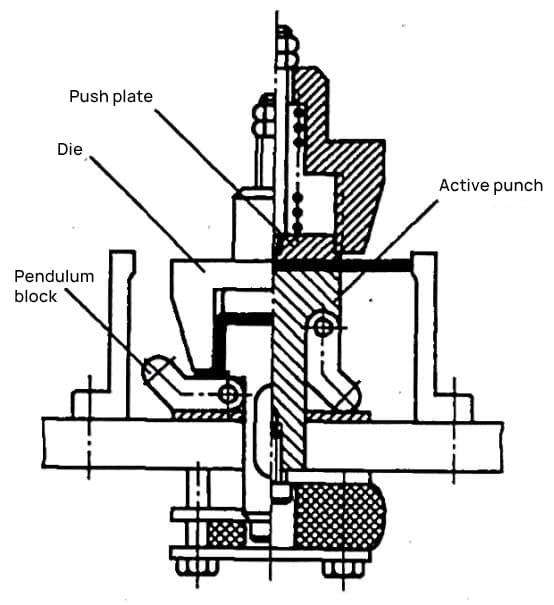
4) На рис. 2-31 показана другая конструкция двухступенчатой (с качающимся блоком) композитной гибочной формы. Когда вогнутая форма опускается, заготовка сначала изгибается в U-образную форму под действием выталкивающей силы активной выпуклой формы. Вогнутая форма продолжает опускаться, и когда она соприкасается с верхней частью верхней плиты, это заставляет выпуклую форму опуститься, а качающийся блок повернуться в сторону.
Под действием силы качающегося блока деталь окончательно формируется путем изгиба. Недостатком этой композитной гибочной формы является сложность конструкции формы.
Рисунок 2-30 Структура пресс-формы для двухступенчатой гибки композитных материалов
Рисунок 2-31 Двухступенчатая (с качающимся блоком) пресс-форма для гибки композитных материалов
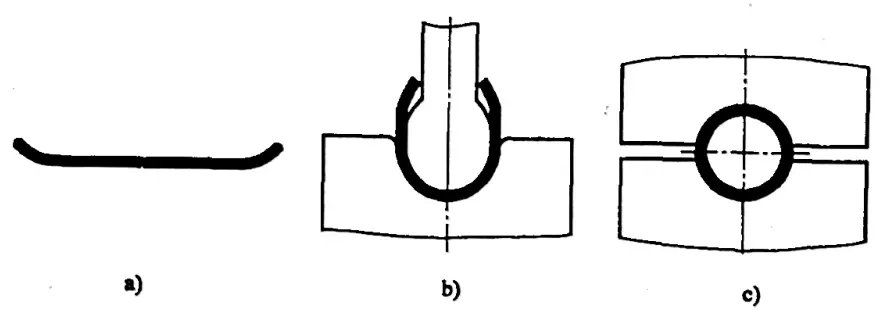
5. Гибочная форма для цилиндрических деталей
Метод гибки цилиндрических деталей обычно определяется диаметром цилиндра. Для цилиндров с диаметром (d) менее 5 мм считается гибка по малому кругу. Для цилиндров с диаметром (d), равным или превышающим 20 мм, применяется гибка по большому кругу.
(1) Гибка небольших круглых деталей диаметром (d) менее 5 мм
Процесс гибки небольших цилиндрических деталей включает в себя сначала сгибание в U-образную форму, а затем сгибание этой U-образной формы в цилиндрическую. Для этого используются две пары простых гибочных форм для формирования цилиндра, как показано на рис. 2-32.
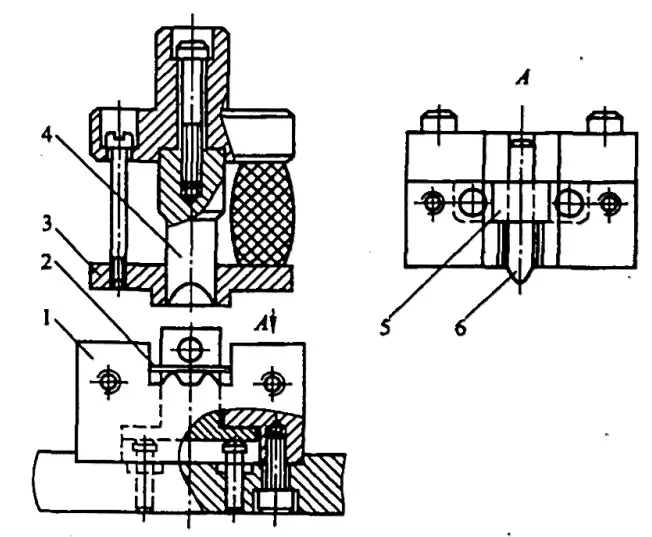
Из-за небольшого размера заготовки неудобно выполнять операция гибки дважды, поэтому эти два этапа можно совместить или использовать для формования гибочную форму с пропуском этапов. На рис. 2-33 показана одноступенчатая гибочная форма для небольших цилиндрических деталей.
Когда верхняя форма опускается, прижимная пластина давит на ползун вниз. В результате опускания заготовка стержня сначала сгибается в U-образную форму. Когда верхняя форма продолжает опускаться, выпуклая форма сгибает U-образную форму в цилиндрическую. Такая конструкция подходит для мягких материалов и гибки цилиндрических деталей малого и среднего диаметра.
Рисунок 2-32 Гибочная форма для небольших цилиндрических деталей, формируемых в два этапа
a) Первый шаг: Сгибание в U-образную форму
b) Второй этап: Сгибание в цилиндрическую форму
Рисунок 2-33 Одноступенчатая гибочная форма для небольших цилиндрических деталей
1 - Вогнутая форма
2 - Листовой материал
3 - Нажимная пластина
4 - Выпуклая форма
5 - Слайдер
6 - стержень
(2) Гибка больших круглых деталей диаметром (d), равным или превышающим 20 мм
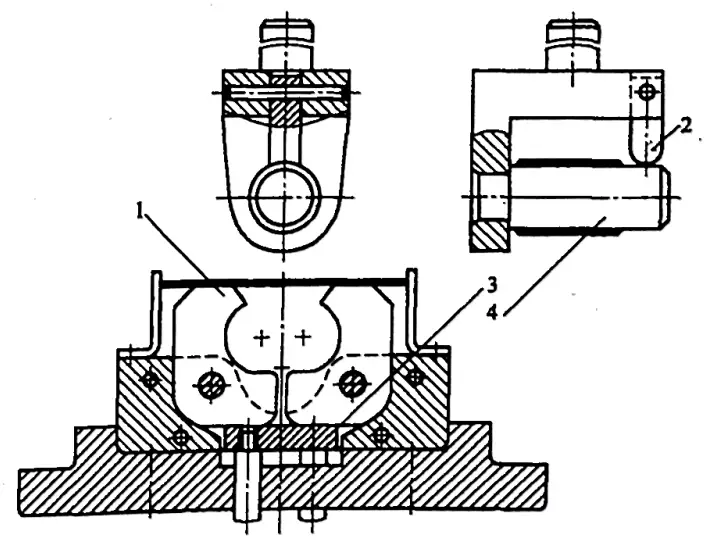
На рис. 2-34 показана одноэтапная гибочная форма для крупных цилиндрических деталей с качающейся вогнутой формой. Когда выпуклая форма опускается, она сначала формирует заготовку в U-образную форму. По мере того как выпуклая форма продолжает опускаться, качающаяся вогнутая форма изгибает U-образную форму в круглую.
Деталь можно извлечь, толкнув опору вдоль направления выпуклой оси пресс-формы. Эта пресс-форма имеет относительно высокую скорость производства, но из-за отскока на шве детали остаются зазоры и небольшое количество прямой кромки, что приводит к низкой точности детали и более сложной конструкции пресс-формы. На рис. 2-35 показан двухэтапный метод гибки для крупных цилиндрических деталей.
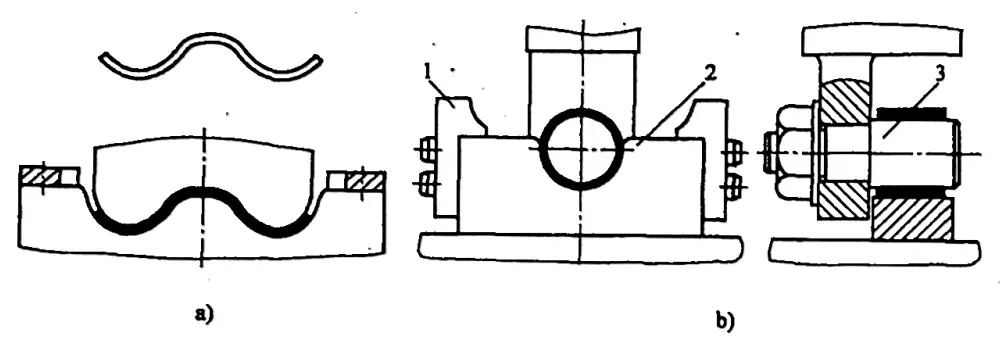
Сначала деталь предварительно сгибается на три волны по 120°, затем с помощью второй пары пресс-форм она сгибается в круглую форму. Деталь удаляется в направлении оси выпуклой пресс-формы. На рис. 2-36 показан трехэтапный метод гибки крупных цилиндрических деталей, который отличается более низкой производительностью и подходит для деталей с большей толщиной материала.
Рисунок 2-34 Одноступенчатая гибочная форма для больших цилиндрических деталей
1 - Поворотная вогнутая форма
2 - Выпуклая опора для пресс-формы
3 - Верхняя пластина
4 - Выпуклая форма
Рисунок 2-35: Двухступенчатый процесс гибки больших круглых простых деталей.
a) Начальный изгиб образует волну с углом 120°.
b) Вторая гибка включает в себя: 1 - позиционирующая пластина, 2 - мужская матрица, 3 - женская матрица.
Рисунок 2-36: Формирование трехступенчатой гибки больших круглых простых деталей
a) Первый изгиб
б) Второй изгиб
в) Третий изгиб
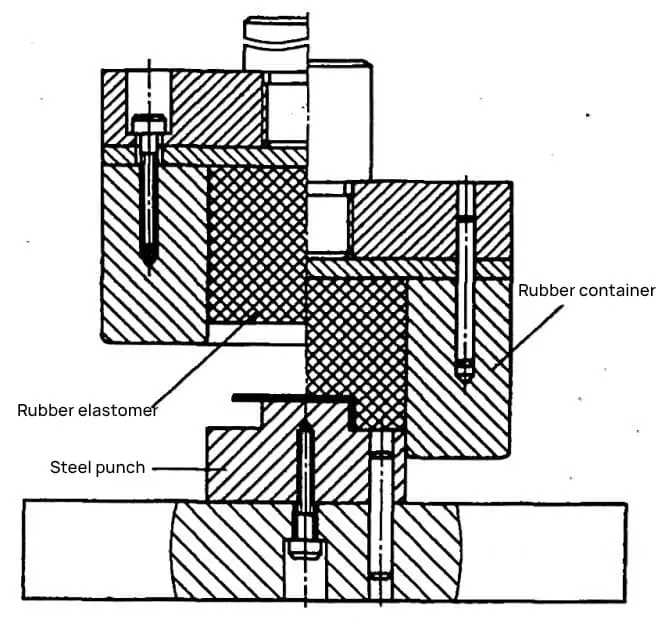
6. Резиновая гибочная форма
В резиновой гибочной форме вогнутая часть гибочной формы заменяется резиной, а для выпуклой части по-прежнему используется стальная форма, как показано на рис. 2-37. Резина может передавать давление во всех направлениях, как жидкость внутри герметичного контейнера. По сравнению с жесткими гибочными формами процесс гибки претерпевает выгодные изменения. Резина или эластомеры высокой твердости (60-80АС) дают лучшие результаты.
Обработанные гнутые детали не только отличаются высокой точностью и отсутствием поверхностных царапин, но и универсальностью резиновой или эластомерной вогнутой формы. Она наиболее подходит для обработки одиночных и мелкосерийные детали с высокими требованиями к точности размеров гиба и качеству поверхности, а также детали из более мягких материалов.
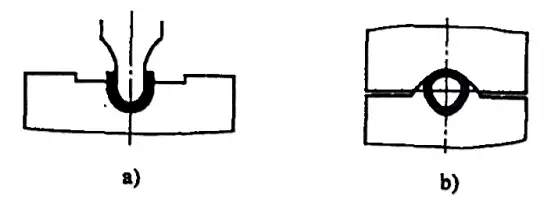
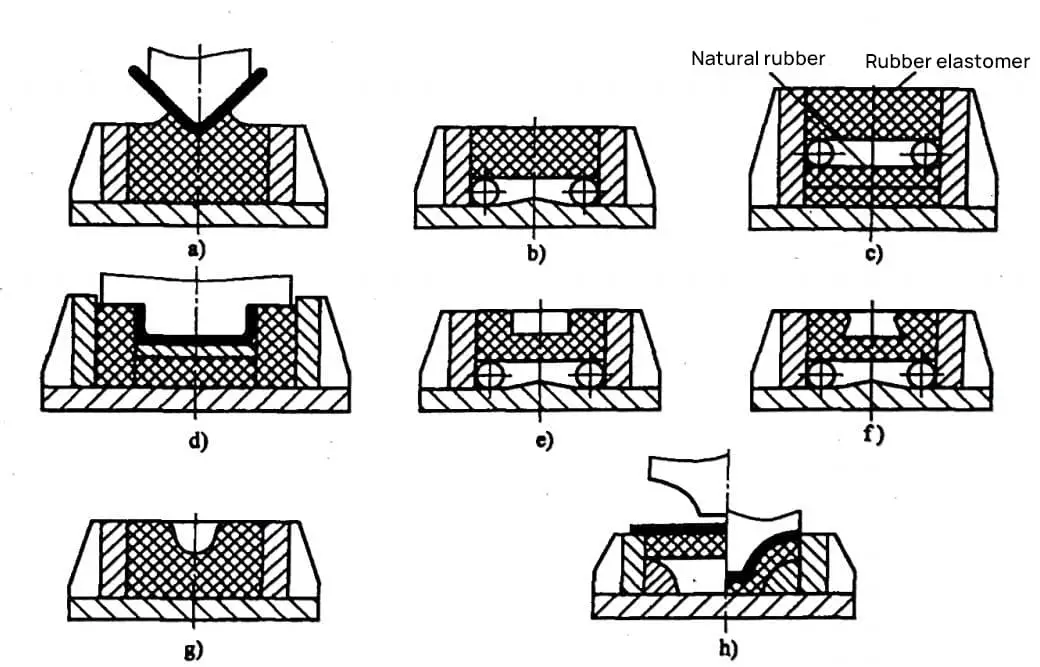
На рис. 2-38 показаны несколько распространенных конструкций вогнутых контейнеров для резиновых гибочных форм и методы гибки.
Рисунок 2-38a подходит для гибки V-образных деталей с малым радиусом.
Рисунок 2-38b подходит для гибки U-образных деталей и V-образных деталей с меньшим радиусом.
Рисунок 2-38c подходит для гибки V-образных деталей с большим радиусом, распространяющейся открытой формовкой.
Рисунок 2-38d подходит для гибки U-образных деталей.
Фигуры 2-38e, f, g, h соответственно подходят для сгибания кольцеобразных деталей или деталей специальной формы с крыльями с обеих сторон, заключенными в форму.
Рисунок 2-37: Форма для гибки резины
Рисунок 2-38: Структура и методы гибки вогнутого контейнера резиновой гибочной формы
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].