Manuelle Be- und Entladevorgänge sind arbeitsintensiv, bergen das Risiko von Verletzungen am Arbeitsplatz und sind weniger effizient.
Außerdem garantieren sie keine gleichbleibende Produktqualität und werden den Anforderungen der Unternehmen an eine qualitativ hochwertige Produktion in hohen Stückzahlen nicht gerecht.
Unser Unternehmen hat eine automatisierte Produktionslinie für die Blechbearbeitung von Türrahmen eingerichtet, in der mehrere von Industrierobotern betriebene Maschinen integriert sind. Durch die Kopplung dieser Roboter mit den Blechbearbeitungsmaschinen können wir Prozesse wie die Materialzufuhr, die Positionierung, die Koordination mit den Blechbearbeitungsmaschinen, die Handhabung und die Entladung des fertigen Produkts automatisieren.
Dies senkt die Arbeits- und Materialkosten erheblich und steigert die Produktionseffizienz.
Die Türzarge ist ein wesentlicher Bestandteil von Sicherheitstüren zur Diebstahlsicherung. Die Präzision bei der Formgebung des Türrahmens wirkt sich direkt auf das Sicherheitsniveau und die Leistungsmerkmale der Tür aus.
Gemäß der nationalen Norm GB17565-2022 "Technische Bedingungen für diebstahlsichere Türen" müssen die Türrahmen die folgenden Spezifikationen erfüllen:
1. Ausgehend von den Sicherheitsstufen B, C und D wird die Stahlblechdicke für Türrahmen sollten 2,00 mm, 1,80 mm bzw. 1,50 mm betragen. Der verwendete Stahl muss die in Tabelle 1 angegebenen Toleranzen einhalten.
2. Die Diagonalmaße von Türzarge und Türblatt sowie die Toleranzen für die Nut der Zarge und die Außenmaße des Türblatts sollten den Anforderungen in Tabelle 2 entsprechen.
Größe/mm
<1000
1000~2000
2000~3500
>3500
Toleranzbereich/mm
≤2.0
≤3.0
4≤
≤5.0
3. Die Überlappungsbreite zwischen Türblatt und Zarge darf nicht weniger als 8 mm betragen. Der Türrahmen und das Türblatt oder andere Teile können mit einer Einbruchsicherung versehen sein. Die Vorrichtung und ihre Verbindungselemente müssen einem dreimaligen Aufpralltest mit einem 30 kg schweren Sandsack standhalten. Nach dem Test dürfen keine Brüche oder Ablösungen auftreten.
Die nationale Norm GB17565-2022 hat höhere Anforderungen an das Material und die Präzision von Türrahmen gestellt. Herkömmliche Walzverfahren erfüllen diese Präzisionsanforderungen nicht.
Deshalb hat unser Unternehmen eine vollautomatische Produktionslinie entwickelt, die ein Pressverfahren für die Metallumformung verwendet. Dies entspricht nicht nur den nationalen Normen, sondern erhöht auch die Produktausbeute, steigert die Produktionseffizienz und senkt sowohl die Arbeits- als auch die Materialkosten.
Übersicht über die automatisierte Produktionslinie
Ausrüstung Einführung
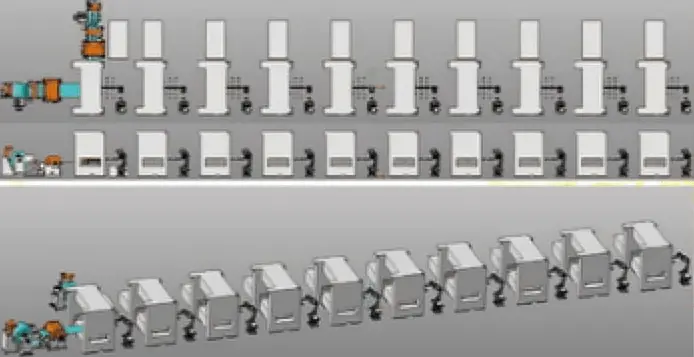
1. Die automatisierte Fertigungslinie für die Blechumformung von Türrahmen besteht aus zehn Sechs-Achsen-Robotern, sieben Abkantpressen, zwei Stanz- und Beschneidemaschinen, zwei Drei-in-Eins-Zuführungen, einem Förderband, einem Schermaschineund eine Sicherheitsumschließung mit einer Gesamtlänge von 65 Metern. (Siehe Abbildung 1)
Abbildung 1: Automatisierte Produktionslinie für die Herstellung von Türrahmen aus Blech
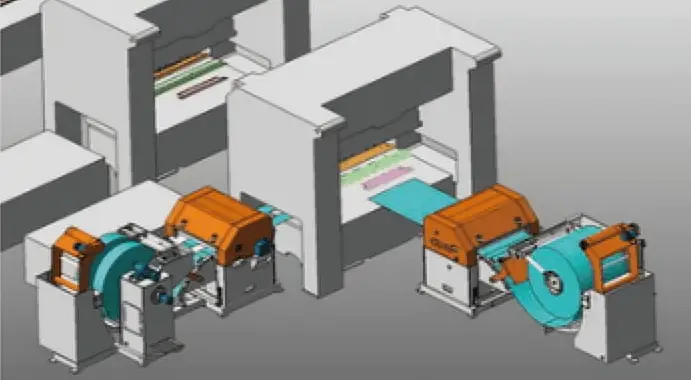
2. Die Materialzuführung erfolgt über eine Walzenzuführung. Zwei Produkte auf einer Seite teilen sich eine Zuführung, während ein Produkt auf der gegenüberliegenden Seite eine separate Zuführung verwendet. (Siehe Abbildung 2)
Abbildung 2: Verfahren zum Laden von Spulenmaterial
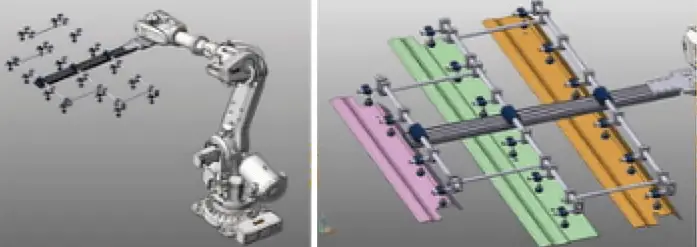
3. Bei der Entnahmemethode wird ein modularer Saugnapf-Endeffektor verwendet, der vielseitig genug ist, um eine Vielzahl von Produkten zu handhaben, und leicht einstellbar ist. (Siehe Abbildung 3)
Abbildung 3: Saugnapf-Kombination zum Greifen der Enden
4. Zu den grundlegenden Merkmalen der Robotereinheiten gehören:
Eine chinesische Informationsschnittstelle, die sich für das Debuggen von Roboterbahnen und SPS-Programmen eignet.
Anzeige von Fehlerinformationen, Betriebsdaten und Produktionsdetails für jede Einheit.
Betriebsanleitungen und Informationen zur Selbstdiagnose für jedes Gerät.
Jede Robotereinheit und Pressmaschine Verriegelung während des Betriebs. SPS-Synchronisationsprogramme und die Erkennung der Schlittenposition der Blechbearbeitungsmaschinen sorgen für ein reibungsloses Be- und Entladen der Roboter, ohne die Blechbearbeitungsmaschinen zu beeinträchtigen.
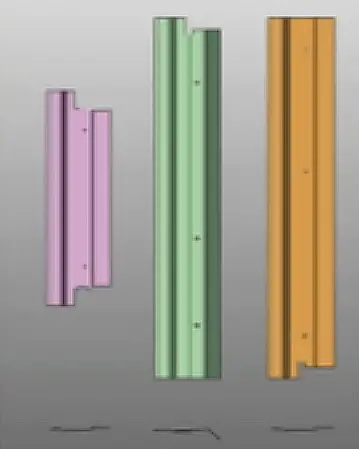
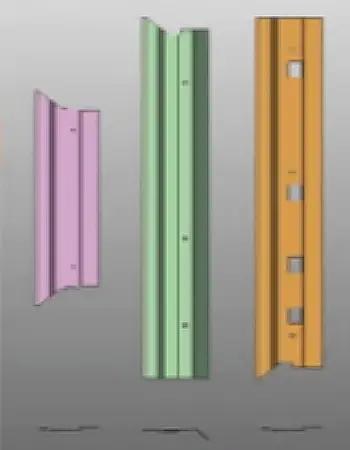
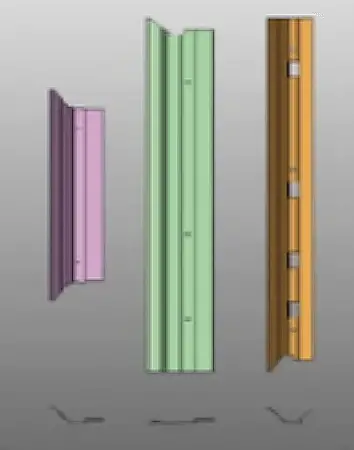
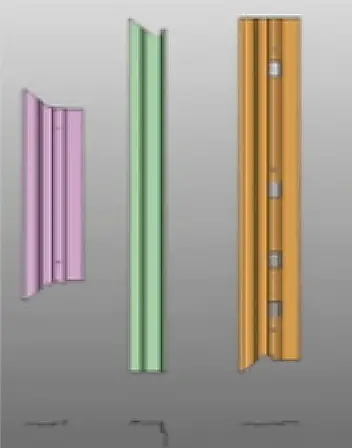
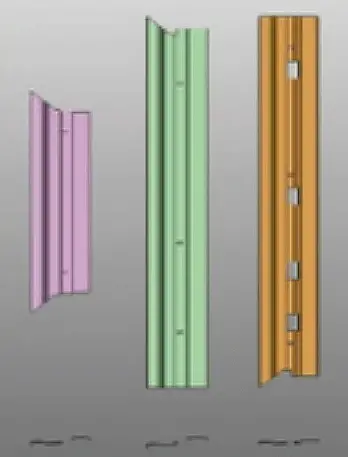
Produktionsprozess
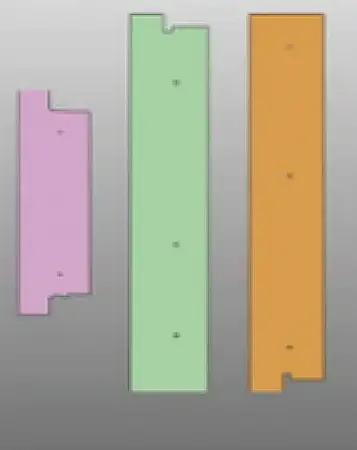
Auf der Grundlage des Türrahmens ProduktstrukturUnser Unternehmen analysierte die Herstellungsprozesse seiner drei Komponenten, die insgesamt zehn Arbeitsgänge umfassen.
Schritt 1: Eine Drei-in-Eins-Zuführung sendet die Metallblech in die Schermaschine. Sobald es die eingestellte Länge erreicht hat, wird ein Signal gesendet, und die Schermaschine schneidet das Blech ab. Die Maschine wartet dann darauf, dass der Roboter das geschnittene Material abholt, wie in Abbildung 4 dargestellt.
Abbildung 4: Operation Eins: Entladen
Schritt 2: Der Sechs-Achs-Roboter 1 transportiert das geschnittene Blech in die Form der Abkantpresse A, um mit dem Biegen zu beginnen. In der Zwischenzeit kehrt der Roboter zurück, um ein weiteres Blech zu holen, wie in Abbildung 5 dargestellt.
Abbildung 5: Operation Zwei: Biegen 1
Schritt 3: Der sechsachsige Roboter 2 transportiert das Bauteil von der Abkantpresse A zur Abkantpresse B. Nach Erhalt des Signals beginnt die Maschine mit dem Biegeverfahren. Der Roboter holt dann ein weiteres Stück, wie in Abbildung 6 dargestellt.
Abbildung 6: Operation Drei: Biegen 2
Schritt 4: Nach Abkantpresse B die Biegung abgeschlossen hat, legt der sechsachsige Roboter 3 das Teil in die Stanz- und Kantenbearbeitungsmaschine C ein, um den Stanz- und Kantenbearbeitungsprozess zu beginnen. Anschließend holt der Roboter ein weiteres Teil, wie in Abbildung 7 dargestellt.
Abbildung 7: Operation Vier: Kantenschneiden 1
Schritt 5: Nach dem Stanzen und Abkanten transportiert der sechsachsige Roboter 4 das Teil von der Maschine C zur Abkantpresse D. Auf ein Signal hin beginnt der Biegevorgang, und der Roboter kehrt für ein anderes Teil zurück. Siehe Abbildung 8 als Referenz.
Abbildung 8: Operation Fünf: Biegen 3
Schritt 6: Nach dem Biegen in der Abkantpresse D übergibt der sechsachsige Roboter 5 das Bauteil an die Abkantpresse E. Das Biegen wird nach einer Signalaufforderung fortgesetzt. Gleichzeitig entnimmt der Roboter ein weiteres Teil, wie in Abbildung 9 hervorgehoben.
Abbildung 9: Operation Sechs: Biegen 4
Schritt 7: Nach dem Biegevorgang in der Abkantpresse E bewegt der sechsachsige Roboter 6 das Bauteil zur Abkantpresse F, wo nach der Signalisierung das Biegen erfolgt. Anschließend holt der Roboter das nächste Teil, wie in Abbildung 10 dargestellt.
Abbildung 10: Operation Sieben: Biegen 5
Schritt 8: Nach dem Biegen in der Abkantpresse F legt der sechsachsige Roboter 7 das Teil zum weiteren Biegen in die Abkantpresse C zurück. Anschließend nimmt der Roboter ein weiteres Teil auf, wie in Abbildung 11 dargestellt.
Abbildung 11: Operation Acht: Biegen 6
Schritt 9: Nach der Abkantpresse G's BiegevorgangDer sechsachsige Roboter 8 verlagert das Bauteil von der Abkantpresse C zur Abkantpresse H. Nach einem Signal wird das Biegen fortgesetzt, und der Roboter holt das nächste Teil, wie in Abbildung 12 dargestellt.
Abbildung 12: Vorgang Neun: Biegen 7
Schritt 10: Sobald die Abkantpresse H das Biegen beendet hat, bewegt der sechsachsige Roboter 9 das Bauteil aus der Blechbieger zur Stanz- und Abkantmaschine I, um den Stanzvorgang einzuleiten (siehe Abbildung 13). Nach dem Stanzen transportiert der sechsachsige Roboter 10 das Bauteil zur Montagelinie, womit ein Produktionszyklus abgeschlossen ist.
Abbildung 13: Vorgang Zehn: Lochen 1
Zentrales Kontrollsystem
Diese automatisierte Linie verwendet eine zentralisierte CPU-Steuerungsstruktur. Das gesamte Steuerungssystem unterliegt einer strengen hierarchischen Kontrolle. Ohne die Erlaubnis der Hauptbetriebsstation können die Geräte nicht unabhängig arbeiten.
Verschiedene intelligente Sensoren und Lesegeräte kommunizieren über Busse mit entsprechenden SPS oder Remote-I/O-Einheiten. Dazu gehören Vor-Ort-Bedienstationen, Feldgeräte-Erkennungseinheiten (Näherungsschalter, Lichtschranken usw.), andere Feldeingabegeräte und Feldaktoren (wie Wechselrichter, elektromagnetische Spalte usw.).
Die Verriegelungssignale zwischen der SPS der Automatisierungslinie und der SPS der Pressmaschine werden über Busse oder E/As verbunden, während die SPS der Linie über einen Bus Daten mit der Robotersteuerung austauscht.
Betriebsmodi der gesamten Linie
Diese automatisierte Produktionslinie arbeitet in zwei Modi: "Manuell" und "Automatisch". Jede Arbeitsstation verfügt über einen Schalter für den Modus "Automatisch/Manuell".
1. Automatik-Modus:
Ein Standardproduktionsmodus mit fortlaufenden sequenziellen Vorgängen. In diesem Modus wird die Blechbearbeitungsmaschinen arbeitet in einem einzigen Zug und bleibt im oberen Totpunkt des Schiebers stehen, um auf Befehle zu warten.
Während des Betriebszyklus der Blechbearbeitungsanlage erfassen die Roboter die Positionsdaten der Schieber und führen die Be- und Entladevorgänge durch.
2. Manueller Modus:
Ein Wartungs- und Fehlerbehebungsmodus, bei dem alle Maßnahmen an den Geräten nach vorgegebenen Produktionsabläufen durchgeführt werden.
Schlussfolgerung
Die von unserem Unternehmen entwickelte automatisierte Fertigungsstraße für die Blechumformung von Türrahmen produziert 7-8 Stück pro Minute und erreicht dabei die Präzisionsstandards für Bauteile.
Im Vergleich zu herkömmlichen Produktionsmethoden erhöht sich die Effizienz um 30%, die Werkstückqualifikationsrate steigt um 25%, die Arbeitskosten sinken um 90% und die Materialkosten reduzieren sich um 15%.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]