El punzón de torreta servo es un equipo ampliamente utilizado en el procesamiento de chapa metálica. Sin embargo, con el rápido desarrollo de la industria de fabricación mecánica, las máquinas de corte por láser han reemplazado la mayor parte de la cuota de mercado de los punzones de torreta servo. Aún así, el servopunzón de torreta sigue teniendo funciones que una máquina de corte por láser no puede realizar.
Para chapa metálica productos que necesitan ser formados, la máquina de corte por láser puede no ser del todo competente. Procesos como el laminado de costillas, el laminado escalonado, el obturador, el rebordeado, el casco convexo y otros requieren el procesamiento del troquel de conformado de la servo torreta ponche.
Por lo tanto, para transformación de chapael punzón de torreta servo y la matriz de conformado siguen siendo una pieza indispensable.
El encanto de la chapa reside en el conformado, y las matrices de conformado se utilizan ampliamente en transformación de chapa campos con necesidades de conformado como ascensores, aires acondicionados, puertas antirrobo, chasis y placas antideslizantes. Estas matrices tienen las ventajas de la flexibilidad, la alta eficiencia y el bajo coste.
La estructura de las matrices de conformado es compleja, y el proceso de fabricación también lo es.
El punzonado inicial de prueba de la matriz de conformado requiere una depuración continua de la matriz en combinación con las condiciones de conformado de la pieza hasta que ésta cumpla los requisitos. Por lo tanto, el ciclo de fabricación de la matriz de conformado es largo, y es necesario informar a los clientes con antelación a la hora de personalizar la matriz para evitar contradicciones innecesarias durante la entrega de la máquina herramienta.
Tipo de matriz de conformado
Las matrices de conformado en la torreta servo punzonadora incluyen principalmente matrices de rodillo, matrices de estampado en relieve y gofrado, matrices de embutición superficial, matrices de punzonado, matrices de rebordeado, matrices de agujero ciego, matrices de extrusión, matrices de cizalla de posicionamiento, y más.
Troquel de rodillo
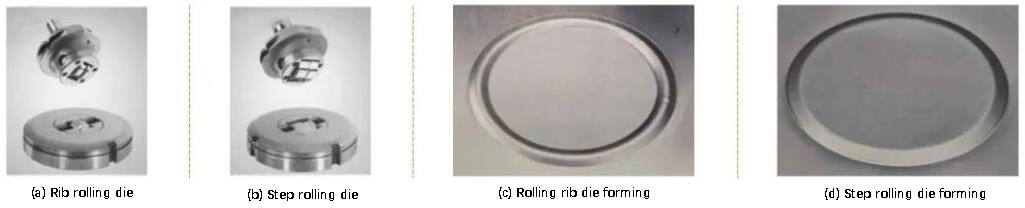
El troquel de rodillo se compone de un troquel de laminado de costilla y un troquel de laminado escalonado. Para cumplir los requisitos de procesamiento de forma de curva arbitraria, debe colocarse en una estación giratoria. Además, no debe haber ninguna marca de estampado escalonado en la placa.
A través de los rodillos coincidentes instalados en las matrices superior e inferior, el movimiento ascendente y descendente del rodillo y el movimiento izquierdo y derecho de la chapa forman un movimiento relativo en el proceso de estampación. Este movimiento ayuda a realizar el proceso de formación de la nervadura convexa larga. La longitud del nervio convexo no está limitada por la matriz.
En el caso de las matrices de laminado de costilla y de laminado escalonado, la determinación de las diferentes alturas y anchuras de conformado depende de los requisitos del cliente. Este tipo de troquel ofrece una amplia gama de costillas de estampación, un posicionamiento exacto y una gran precisión de procesamiento.
Al mismo tiempo, existen requisitos especiales para el material y el grosor de la pieza.
- El acero inoxidable suele ser de 0,8 ~ 1,5 mm;
- El carbono chapa de acero suele ser de 0,8 ~ 2,0 mm;
- En placa de aluminio suele ser de 0,8 ~ 2,5 mm;
- La altura de conformado es de 2 ~ 3 veces el grosor de la chapa;
- La anchura es 2 veces la altura, y la anchura máxima es de 12,7 mm.
La matriz de rodillos y la conformación se muestran en la Fig. 1.
Fig. 1 Matriz de rodillos y conformado
Troqueles de estampación y grabado
Los moldes de estampado y grabado incluyen moldes de códigos, moldes de estampado, moldes de palabras cóncavo-convexos y moldes de grabado.
El estampado con troqueles de gofrado y troqueles cóncavo-convexos puede crear relieves en la chapa, que puede elevarse o bajarse.
El uso de troqueles de estampación puede ayudar a los clientes a eliminar la necesidad de reprocesar piezas, como etiquetarlas y pintarlas, ahorrando dinero y aumentando la eficacia.
El troquel de grabado se utiliza para grabar o crear marcas de matriz de puntos en la superficie de una pieza. No modifica la forma de las piezas de chapa ni provoca hendiduras que puedan afectar a su aspecto.
Puede adaptarse al procesamiento de placas de distintos materiales ajustando el muelle.
La dirección de conformado es hacia abajo, y debe colocarse en la estación giratoria. La figura 2 muestra el proceso de estampado, grabado y conformado.
Fig. 2 Matriz de estampación y representación y conformado
Troquel de embutición superficial
La poca profundidad troquel de dibujo es principalmente una matriz de conformación de cascos convexos, que consta de un punzón y una matriz hembra situada debajo.
La altura de conformación y el ángulo de la matriz de conformación del casco convexo no deben ser demasiado grandes para evitar cualquier fractura en la unión.
La matriz formadora de cascos convexos puede trabajar conjuntamente con la matriz de prepunzonado para cumplir el requisito de formar orificios pasantes en el casco convexo.
La matriz de prepunzonado debe determinar el tamaño en función de los resultados del punzonado de prueba de los orificios.
La matriz de conformación de cascos convexos es muy utilizada.
El dado de la gota de agua es similar al dado del casco convexo.
El conjunto de cascos convexos en forma de gota de agua tiene un diseño exquisito y puede procesar un grosor máximo de placa de 1,5 mm.
El troquel de tejido de bambú debe colaborar con el troquel de punzonado, y el grosor máximo de la chapa para estampar chapa de acero de carbono medio es también de 1,5 mm.
El conformado del troquel de embutición superficial se muestra en la Fig. 3.
Fig. 3 Conformado de la matriz de embutición superficial
Matriz de conformado por punzonado
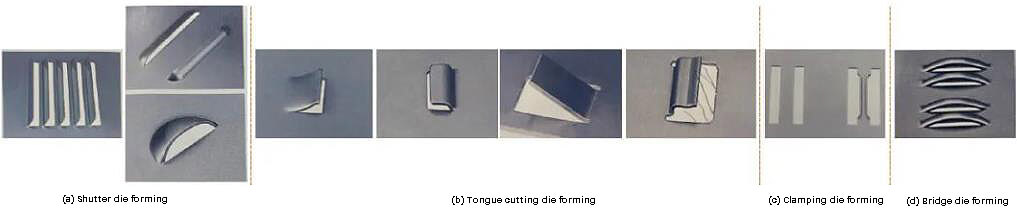
La matriz de conformado por punzonado consta de cuatro componentes principales: matriz de obturación, matriz de corte de lengüeta, matriz de puente y sujeción morir.
Este tipo de troquel se utiliza principalmente para ventilación, abrazaderas de tuberías, decoración y otras aplicaciones.
Entre los cuatro componentes, la matriz de obturación es el más utilizado. Suele elegirse para chasis y otras piezas que requieren disipación de calor y un diseño atractivo.
El troquel de corte de lengüeta se utiliza principalmente para unión de chapas metálicas partes juntas, similar a una hebilla.
El molde puente se utiliza para insertar tubos de alambre, proporcionando una solución sencilla y cómoda.
Por último, la matriz de sujeción está diseñada para instalar componentes eléctricos.
La matriz de punzonado y conformado se divide generalmente en dos tipos: punzonado y conformado. Su compleja estructura le permite satisfacer la mayoría de los requisitos de producto de los clientes.
En la figura 4 se ilustra el proceso de conformado de la matriz de conformado por punzonado.
Fig. 4 Matriz de conformado por punzonado
Matriz de conformado por rebordeado
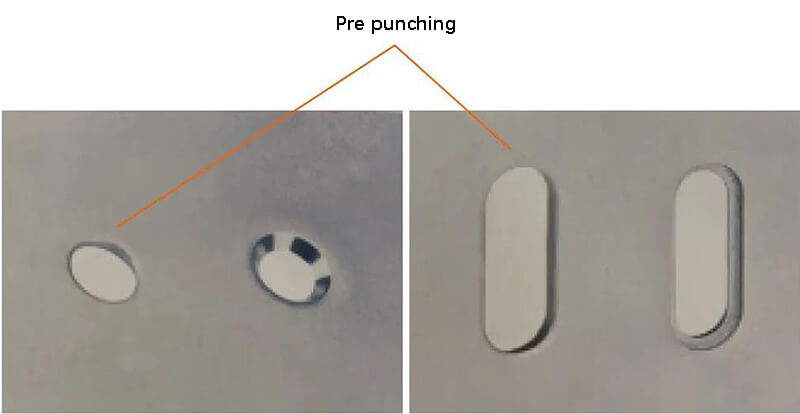
La matriz de formación de pestañas debe emparejarse con la matriz de prepunzonado.
La matriz encargada de voltear el borde del orificio tras el punzonado se denomina matriz de rebordeado.
Se utiliza principalmente para formar orificios roscados y también puede utilizarse para instalar tubos de disipación de calor, enrutar cables y roscar tubos de plástico.
Una vez que la matriz de conformación de rebordeado da forma al borde, éste queda liso y sin rebabas que puedan rayar el tubo.
Presenta numerosas ventajas para el punzonado directo y el roscado.
La figura 5 ilustra el proceso de conformado de la matriz de rebordeado.
Fig. 5 Matriz de rebordeado
Troquel de agujero abatible
Un molde para agujeros de golpe también se conoce como molde para agujeros prefabricado y puede diseñarse como molde de golpe simple, doble o triple.
Hay una conexión parcial entre la chatarra y el cuerpo principal de la pieza, y el puerto de conexión necesario varía en función del grosor y el tipo de chapa.
Este tipo de molde se utiliza principalmente para cuadros de distribución, entre otras aplicaciones.
La figura 6 muestra el proceso de formación de un molde de orificio ciego.
Fig. 6 Conformación de la matriz de taladro abatible
Matriz de extrusión
La matriz de conformación por extrusión se utiliza principalmente para extruir avellanados, sirviendo como matriz de estampación para procesar avellanados basados en prepunzonado. Puede sustituir eficazmente la necesidad de perforación al crear agujeros.
Esta matriz puede procesar piezas de trabajo tanto en positivo como en negativo, dando como resultado avellanados extruidos que pueden utilizarse como orificios de instalación para tornillos avellanados. Al utilizar la matriz de agujeros de hundimiento por compresión, se puede omitir el proceso de hundimiento de una broca, lo que garantiza una alta calidad y eficiencia de procesamiento.
La figura 7 muestra el proceso de formación de la matriz para extrusión y hundimiento de orificios.
Fig. 7 Conformado de la matriz de extrusión con orificio de hundimiento
Posicionamiento de la matriz de cizalla
La matriz de posicionamiento y cizallamiento consta de una matriz de perforación de muestras, una matriz de posicionamiento triangular y una matriz de cizallamiento parcial.
El troquel de perforación de la muestra permite controlar la profundidad del punto en función de la altura del troquel.
El troquel de posicionamiento triangular se utiliza para chapas finas difíciles de procesar con el troquel de cizallado.
Es importante señalar que el mínimo distancia entre centros entre los puntos de posicionamiento debe ser de 15 mm.
La matriz de cizallamiento puede conectar el material y la placa, con una altura de conformado inferior a 0,6 veces el grosor de la placa.
La matriz de posicionamiento y cizallamiento no se utiliza habitualmente y sólo se personaliza para necesidades especiales.
La figura 8 ilustra el proceso de conformado de la matriz de cizalla posicionadora.
Fig. 8 Posicionamiento y conformado de la matriz de cizallado
En caso de requisitos especiales, una matriz de conformado también puede funcionar como matriz compuesta. Por ejemplo, una matriz compuesta de rebordeado convexo puede realizar el prepunzonado, el rebordeado y el conformado de cascos convexos de una sola vez.
No obstante, a la hora de programar la matriz compuesta, es fundamental tener en cuenta un tiempo de descarga adecuado. Además, la dirección de conformado debe ser exclusivamente ascendente, y cabe señalar que el coste de una matriz compuesta es considerablemente superior al de una matriz de conformado normal.
Precauciones de uso de la matriz de conformado
Al utilizar la matriz de conformación, debe prestarse atención a los siguientes puntos:
(1) Preste siempre atención al apriete del tornillo de bloqueo del servomotor. punzón de torreta cuando utilice la matriz de conformado. No punzonar sin chapa y evitar el punzonado en vacío de la matriz para evitar daños en la matriz de conformado de la torreta servopunzonadora.
(2) Generalmente, la dirección de conformado de la matriz de conformado debe ser hacia arriba para evitar la deformación causada por el raspado entre la parte conformada de la pieza y la matriz de conformado. troquel inferior de la mesa giratoria.
(3) La matriz inferior de la matriz de conformado ascendente es generalmente más alta que la matriz inferior estándar. Evite utilizar la matriz de punzonado en la siguiente estación para evitar la indentación de la pieza de trabajo. Cuando la matriz de conformado no esté en uso, sáquela de la máquina herramienta, cúbrala con antioxidante aceite, y guárdelo en la caja de troqueles para evitar daños en el troquel causados por el óxido y el polvo.
(4) La carrera de estampación de cada punzón de servo torreta es diferente. Cuando utilice la matriz de formado por primera vez, ajuste la matriz superior a la longitud más corta para evitar daños en la matriz y fallos en el punzón. Ajuste con precisión la matriz de formado para conseguir un formado completo.
(5) Para moldes con gran altura de conformado o conformado especial, lubrique la placa, refuerce la fluidez de la placa durante el conformado y reduzca la probabilidad de daños y desgarros de la placa.
(6) La pieza debe colocarse lo más lejos posible de las posiciones de sujeción y punzonado durante el conformado, y el paso de conformado de la pieza debe completarse hacia el final del proceso de transformación.
(7) Las matrices con gran altura de conformado pueden rayar y deformar las chapas debido a la colisión. Este problema puede evitarse colocando matrices inferiores de bola a ambos lados de la matriz inferior de la matriz con gran altura de conformado. El uso de otros moldes cerca del molde con gran altura de conformado para continuar el procesamiento puede provocar la deformación de la pieza.
(8) Durante el proceso de conformado debe utilizarse el programa de procesamiento de la matriz de conformado. Se debe reservar suficiente tiempo de descarga durante la programación, y la velocidad de estampado del punzón debe reducirse para minimizar el impacto y permitir suficiente tiempo para que la pieza formada se separe de la matriz de conformado, evitando así la deformación de la pieza y la desviación de la posición de conformado.
Siguiendo estas precauciones de uso y mantenimiento del troquel de conformado, podemos reducir en gran medida los daños del troquel y fabricar eficazmente productos ideales utilizando el troquel de conformado.
El uso de matrices de conformado hace que el procesamiento de chapas metálicas sea más eficiente y eficaz.
Conclusión
Al seleccionar la matriz de conformado, debemos asegurarnos de que todos los requisitos están claramente expresados.
Además, al pedir el punzón de torreta servo, también debemos considerar si la carrera de estampación del punzón puede cumplir con la altura de conformado requerida para la pieza de trabajo.
A pesar de la creciente popularidad de los métodos de alta eficiencia y ahorro energético en el sector de las chapas conformado de metalesel servopunzón de torreta sigue ocupando un lugar importante en el campo de la mecánica.
Existe la creencia generalizada de que el desarrollo y la aplicación de matrices de conformado en punzonadoras de torreta servo continuarán creciendo en el futuro.