The servo turret punch is a widely used equipment in sheet metal processing. However, with the rapid development of the mechanical manufacturing industry, laser cutting machines have replaced most of the market share of servo turret punches. Even so, the servo turret punch still has functions that a laser cutting machine cannot perform.
For sheet metal products that need to be formed, the laser cutting machine may not be fully competent. Processes such as rib rolling, step rolling, shutter, flanging, convex hull, and others require the forming die processing of the servo turret punch.
Therefore, for sheet metal processing, the servo turret punch and forming die remain an indispensable part.
The charm of sheet metal lies in forming, and forming dies are widely used in sheet metal processing fields with forming needs such as elevators, air conditioners, anti-theft doors, chassis, and anti-skid plates. These dies have the advantages of flexibility, high efficiency, and low cost.
The structure of forming dies is complex, and the manufacturing process is also complex.
The initial trial punching of the forming die requires continuous debugging of the die in combination with the forming condition of the workpiece until the workpiece meets the requirements. Hence, the manufacturing cycle of the forming die is long, and customers need to be informed in advance when customizing the die to avoid unnecessary contradictions during the delivery of the machine tool.
Type of forming die
The forming dies on the servo turret punch mainly include roller dies, embossing and debossing dies, shallow drawing dies, punching dies, flanging dies, knockout hole dies, extrusion dies, positioning shear dies, and more.
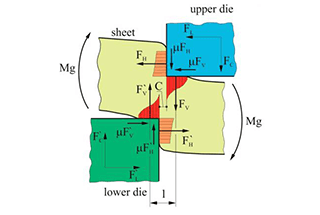
Roller die
The roller die comprises of rib rolling die and step rolling die. To meet the processing requirements of arbitrary curve shape, it needs to be placed on a rotating station. Moreover, there should be no step stamping mark on the plate.
Through the matching rollers installed on the upper and lower dies, the roller’s up and down movement, and the sheet metal’s left and right movement form a relative movement in the stamping process. This movement helps in realizing the forming processing of the long convex rib. The length of the convex rib is not limited by the die.
For rib rolling die and step rolling die, the determination of different forming heights and widths depends on the customer’s requirements. This type of die offers a wide range of stamping ribs, accurate positioning, and high processing accuracy.
At the same time, there are special requirements for the material and thickness of the workpiece.
- The stainless steel is generally 0.8 ~ 1.5mm;
- The carbon steel plate is generally 0.8 ~ 2.0mm;
- The aluminum plate is generally 0.8 ~ 2.5mm;
- The forming height is 2 ~ 3 times of the plate thickness;
- The width is 2 times of the height, and the maximum width is 12.7mm.
The roller die and forming are shown in Fig. 1.
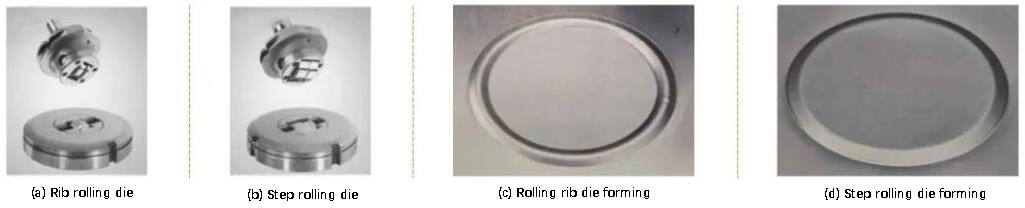
Fig. 1 Roller die and forming
Stamping and engraving die
Embossing and engraving molds include code molds, embossing molds, concave-convex word molds, and engraving molds.
Stamping with embossing dies and concave-convex dies can create embossing on sheet metal, which can be raised or lowered.
Using embossing dies can help customers eliminate the need for reprocessing parts such as labeling and painting, saving money and increasing efficiency.
The engraving die is used to engrave or create dot matrix markings on the surface of a workpiece. It does not change the shape of the sheet metal parts or cause indentation that could affect their appearance.
It can adapt to the processing of plates made from different materials by adjusting the spring.
The forming direction is downwards, and it needs to be placed in the rotating station. Figure 2 shows the stamping, engraving, and forming process.

Fig. 2 Stamping and depicting die and forming
Shallow drawing die
The shallow drawing die is primarily a convex hull forming die, which consists of a punch and a female die located beneath it.
The forming height and angle of the convex hull forming die should not be too large to avoid any fracture at the joint.
The convex hull forming die can work in conjunction with the pre-punching die to fulfill the requirement of forming through holes on the convex hull.
The pre-punching die should determine the size based on the results of the trial punching of the holes.
The convex hull forming die is widely used.
The water drop die is similar to the convex hull die.
The array of water drop-shaped convex hulls has an exquisite design and can process a maximum plate thickness of 1.5mm.
The bamboo weaving die needs to collaborate with the punching die, and the maximum plate thickness for stamping medium carbon steel plate is also 1.5mm.
The shallow drawing die’s forming is shown in Fig. 3.

Fig. 3 Shallow drawing die forming
Punching forming die
The punching forming die consists of four main components: shutter die, tongue cutting die, bridge die, and clamping die.
This type of die is primarily used for ventilation, pipe clamps, decoration, and other applications.
Among the four components, the shutter die is the most widely used. It is typically chosen for chassis and other workpieces that require heat dissipation and an attractive design.
The tongue cutting die is mainly used for joining sheet metal parts together, similar to a buckle.
The bridge mold is used for inserting wire pipes, providing a simple and convenient solution.
Finally, the clamping die is designed for installing electrical components.
The punching forming die is generally divided into two types: punching and forming. Its complex structure allows it to meet most of the customer’s product requirements.
The forming process of the punching forming die is illustrated in Figure 4.
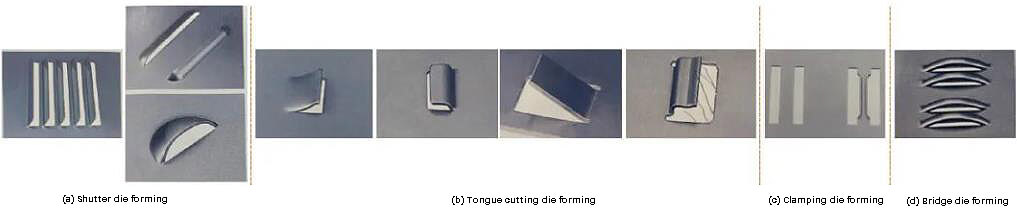
Fig. 4 Punching forming die
Flanging forming die
The flanging forming die must be paired with the pre-punching die.
The die responsible for turning up the hole’s edge after punching is known as the flanging forming die.
It is primarily utilized to form threaded holes and can also be used to install heat dissipation pipes, cable routing, and thread plastic pipes.
After the flanging forming die shapes the edge, it becomes smooth without any burrs that could scratch the pipe.
It has numerous benefits for direct punching and threading.
Figure 5 illustrates the flanging forming die’s forming process.

Fig. 5 Flanging forming die
Knock down hole die
A knockdown hole mold is also known as a prefabricated hole mold and can be designed as a single-knock, double-knock, or triple-knock mold.
There is a partial connection between the scrap and the main body of the workpiece, and the required connection port varies depending on the plate thickness and type.
This type of mold is primarily used for distribution boards, among other applications.
Figure 6 shows the process of forming a knockdown hole mold.

Fig. 6 Forming of knock down hole die
Extrusion die
The extrusion forming die is mainly used for extruding counterbores, serving as a stamping die for processing counterbores based on pre-punching. It can effectively replace the need for drilling when creating holes.
This die can process workpieces in both positive and negative ways, resulting in extruded counterbores that can be utilized as installation holes for countersunk screws. By using the squeeze sinking hole die, the drilling sinking process of a drill bit can be omitted, ensuring high processing quality and efficiency.
Figure 7 displays the process of forming the die for extruding and sinking holes.
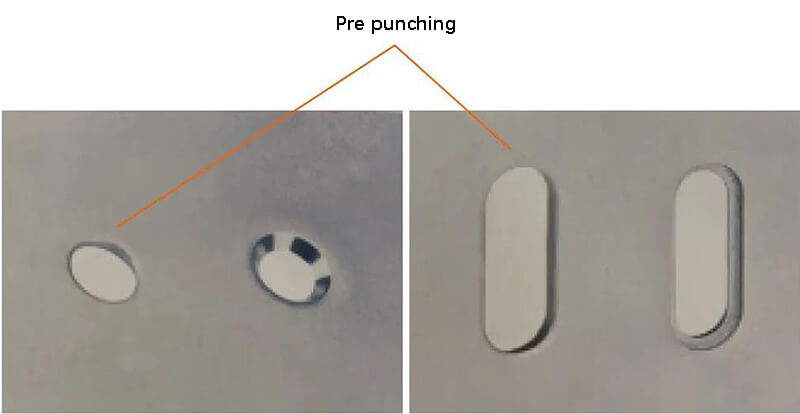
Fig. 7 Forming of extrusion sinking hole die
Positioning shear die
The positioning and shearing die consists of a sample punching die, a triangular positioning die, and a semi-shearing die.
The sample punching die allows for control of dot depth based on the height of the die.
The triangular positioning die is used for thin plates that are difficult to process using the semi-shearing die.
It’s important to note that the minimum center distance between positioning points should be 15mm.
The semi-shearing die can connect the material and the plate, with the forming height being less than 0.6 times the plate thickness.
The positioning and shearing die is not commonly used and is only customized for special needs.
Figure 8 illustrates the forming process of the positioning shear die.

Fig. 8 Positioning and shearing die forming
In case of special requirements, a forming die can also function as a composite die. For instance, a convex flanging composite die can accomplish pre-punching, flanging, and convex hull forming in one go.
Nevertheless, while programming the composite die, it is crucial to take into account adequate unloading time. Additionally, the forming direction must be exclusively upwards, and it is worth noting that the cost of a composite die is considerably higher than that of a regular forming die.
Precautions for use of forming die
The following points should be paid attention to when using the forming die:
(1) Always pay attention to the tightness of the locking screw of the servo turret punch when using the forming die. Do not punch without sheet metal and avoid empty punching the die to prevent damage to the forming die on the servo turret punch.
(2) Generally, the forming direction of the forming die should be upward to avoid deformation caused by scraping between the forming part of the workpiece and the lower die of the rotary table.
(3) The lower die of the upward forming die is generally higher than the standard lower die. Avoid using the punching die on the next station to prevent indentation of the workpiece. When the forming die is not in use, take it out of the machine tool, coat it with antirust oil, and store it in the die box to prevent damage to the die caused by rust and dust.
(4) The stamping stroke of each servo turret punch is different. When using the forming die for the first time, adjust the upper die to the shortest length to prevent die damage and punch failure. Fine-tune the forming die to achieve full forming.
(5) For molds with high forming height or special forming, lubricate the plate, strengthen the fluidity of the plate during forming, and reduce the probability of plate damage and tearing.
(6) The workpiece should be positioned as far away from the clamp and punching positions as possible during forming, and the forming step of the workpiece should be completed towards the end of the processing process.
(7) Dies with high forming heights can scratch and deform plates due to collision. This problem can be avoided by placing ball lower dies on both sides of the lower die of the die with high forming height. Using other molds near the mold with high forming height to continue processing can lead to workpiece deformation.
(8) The forming die processing program should be used during forming processing. Sufficient unloading time should be reserved during programming, and the stamping speed of the punch should be slowed down to minimize impact and allow enough time for the formed workpiece to separate from the forming die, thus avoiding workpiece deformation and deviation from the forming position.
By following these precautions for using and maintaining the forming die, we can greatly reduce the damage to the die and effectively produce ideal products using the forming die.
The use of forming dies makes sheet metal processing more efficient and effective.
Conclusion
When selecting the forming die, we must ensure that all requirements are clearly expressed.
Additionally, when ordering the servo turret punch, we should also consider whether the stamping stroke of the punch can meet the forming height required for the workpiece.
Despite the increasing popularity of high-efficiency and energy-saving methods in sheet metal forming, the servo turret punch still holds a significant place in the mechanical field.
It is widely believed that the development and application of forming dies in servo turret punch machines will continue to grow in the future.