
Laser Cutting Nozzle Selection: Cutting-Edge Tips
Have you ever struggled with choosing the right laser cutting nozzle for your project? Selecting the optimal nozzle is crucial for achieving clean, precise cuts and maximizing efficiency. In this…
Have you ever wondered how intricate designs are cut with such precision on various materials? This article unveils the fascinating world of laser cutting, exploring its techniques and applications. By the end, you’ll understand how this technology shapes everything from metal to textiles, promising a future of endless possibilities.

Laser cutting was first used in the 1970s. In modern industrial production, it is widely used for cutting sheet metal, plastics, glass, ceramics, semiconductors, as well as materials such as textiles, wood, and paper.
In the next few years, laser cutting is expected to gain substantial growth in precision machining and micro-machining applications. First, let’s take a look at how laser cutting works.
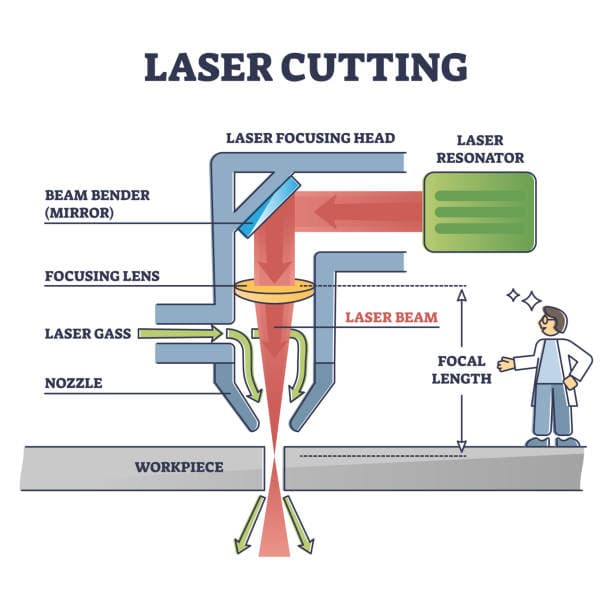
When the focused laser beam hits the workpiece, the area of irradiation rapidly heats up, causing the material to melt or vaporize. Once the laser beam penetrates the workpiece, the cutting process begins: the beam moves along the contour, melting the material. A jet stream is typically used to blow the melted material away from the incision, leaving a narrow gap between the cut part and the frame. These narrow seams are almost as wide as the focused laser beam.

Flame cutting is a standard technique used to cut low carbon steel, where oxygen is used as the cutting gas. The pressurized oxygen is increased up to 6 bars before being blown into the incision.
There, the heated metal reacts with the oxygen, causing it to burn and oxidize. This chemical reaction releases a large amount of energy (five times the amount of laser energy) that helps the laser beam in the cutting process.
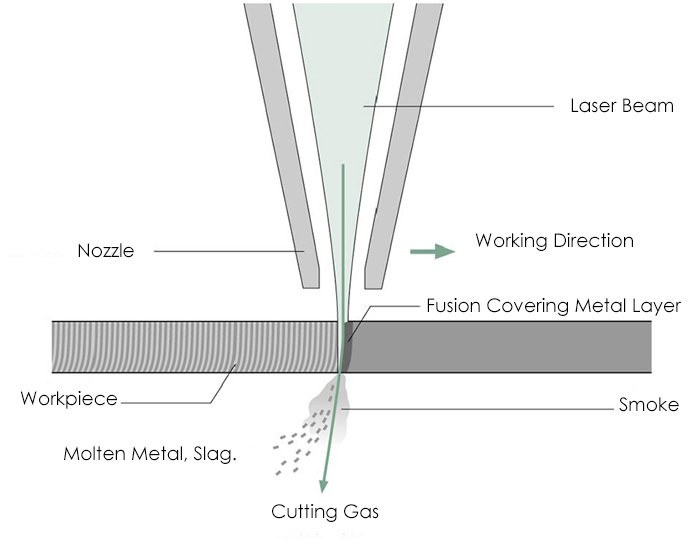
Fig.1 The laser beam melts the workpiece while the cutting gas blows away the molten material and slag in the incision
Fusion cutting is another standard process used in metal cutting, and it can also be used to cut other fusible materials, such as ceramics. Nitrogen or argon gas is used as the cutting gas, and air with a pressure of 2-20 bars is blown through the incision.
Argon and nitrogen are inert gases, which means that they do not react with the molten metal in the incision but blow it down to the bottom. The inert gas also protects the cutting edge from oxidation by the air.
Compressed air can also be used to cut thin plates.
Air pressure increased to 5-6 bar is enough to blow away molten metal from the incision.
Since nearly 80% of the air is nitrogen, compressed air cutting is essentially a thermal cutting method.

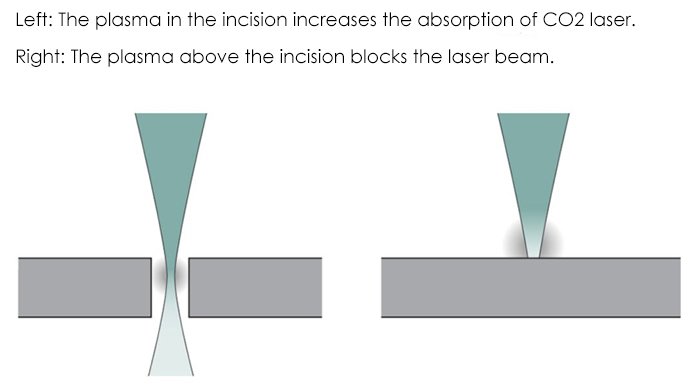
If the parameters are selected properly, plasma clouds will appear in the incision during plasma-assisted fusion cutting.
The plasma cloud consists of ionized metal vapor and ionized cutting gas.
The plasma cloud absorbs the energy of the CO2 laser and converts it into heat on the workpiece, allowing more energy to be coupled to the workpiece, which results in faster melting of the metal and faster cutting.
Therefore, the cutting process is also referred to as high-speed plasma cutting.
The plasma cloud is transparent to the solid laser, so plasma-assisted fusion cutting can only be used with CO2 laser cutting.
Gasify cutting vaporizes the material and minimizes the thermal effect on the surrounding material.
Continuous CO2 laser processing can achieve this effect when evaporating materials with low heat and high absorption, such as thin plastic film and non-melting materials like wood, paper, and foam.
Ultrashort pulse lasers enable this technique to be applied to other materials.
The free electrons in the metal absorb the laser and heat up significantly.
The laser pulse doesn’t react with molten particles and plasma, and the material sublimates directly without transferring energy to the surrounding material as heat.
There is no apparent thermal effect in picosecond pulse ablation of the material, and no fusion or burr formation occurs.
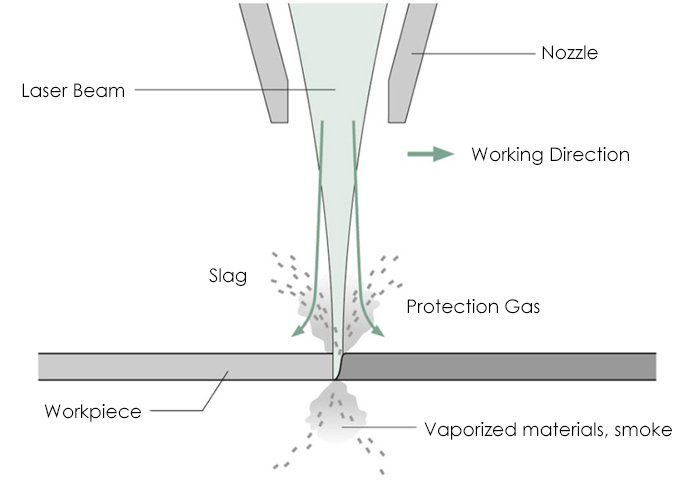
Fig.3 Gasification cutting: laser makes material evaporate and burn. The pressure of the steam exhausts the slag from the incision
Several parameters affect the laser cutting process, with some being dependent on the technical performance of the laser generator and laser cutting machine, while others are adjustable.
The degree of polarization indicates the percentage of the laser that gets converted.
Typically, the degree of polarization is around 90%, which is sufficient for achieving high-quality cutting.
The focus diameter affects the width of the incision and can be modified by changing the focal length of the focus lens. A smaller focus diameter results in narrower incisions.
The focal position determines the beam diameter, power density, and the shape of the incision on the workpiece’s surface.

Fi.4 Focus position: inside, surface and the upward side of the workpiece.
The laser power should be matched with the machining type, material type, and thickness.
The power must be high enough so that the power density on the workpiece surpasses the processing threshold.

Fig.5 Higher laser power can cut thicker material
The continuous mode is primarily used for cutting standard contours on metals and plastics with thickness ranging from millimeters to centimeters.
For melting holes or producing accurate contours, low-frequency pulsed lasers are used.
Laser power and cutting speed must match each other. Too fast or too slow cutting speed can lead to increased roughness and burr formation.
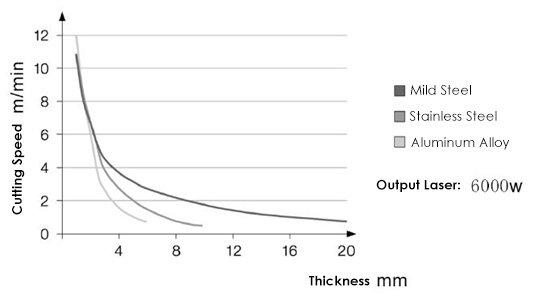
Fig.6 The cutting speed decreases with the thickness of the plate
The nozzle diameter determines the gas flow and the shape of the air flow from the nozzle.
The thicker the material, the larger the diameter of the gas jet, and therefore, the larger the diameter of the nozzle opening.
Oxygen and nitrogen are commonly used as cutting gases.
The purity and pressure of the gas have an impact on the cutting effectiveness.
When cutting with an oxygen flame, the gas purity should be 99.95%.
The thicker the steel plate, the lower the gas pressure required.
When cutting with nitrogen, the gas purity should be 99.995% (ideally 99.999%), which requires higher pressure when melting and cutting thicker steel plates.
During the initial stages of laser cutting, the user must determine the machining parameters through test operations.
Today, mature processing parameters are stored in the cutting system’s control device, with corresponding data for each material type and thickness.
Technical parameters enable individuals who are not well-versed in the technology to operate laser cutting equipment smoothly.
Several criteria determine the quality of laser cutting edges.
For instance, the standard of burr formation, sag, and grain can be evaluated by the naked eye.
The straightness, roughness, and width of the incision require measurement using specialized instruments.
Material deposition, corrosion, thermal influence region, and deformation are also critical factors to consider when evaluating the quality of laser cutting.
You can also check out the 9 standards to check laser cutting quality.
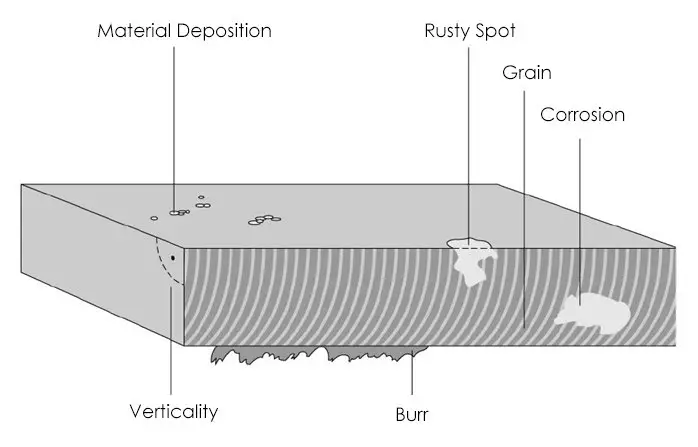
Fig.7 Good cutting, bad cutting
The continued success of laser cutting is unmatched by most other techniques, and this trend persists today. In the future, the applications of laser cutting will become increasingly promising.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.








