Технологический процесс производства листового металла может быть разным, но обычно он включает не более десяти процессов, перечисленных ниже.
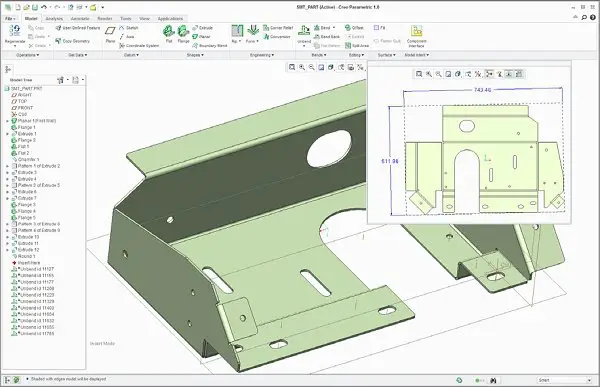
Разработка и составление чертежей деталей из листового металла
Также известный как чертеж с тремя видами, он предназначен для представления структуры деталей из листового металла на чертеже.
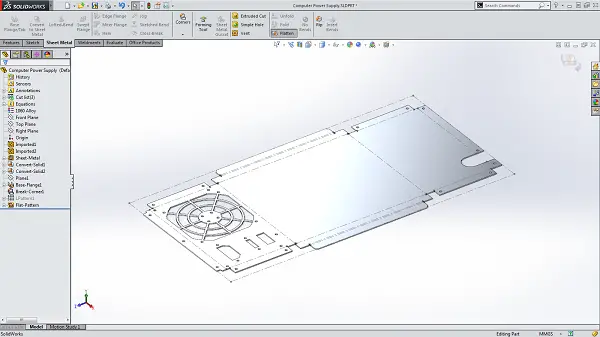
Нарисуйте диаграмму расширения
Процесс заключается в том, чтобы взять сложные структуры и сплющить их в двухмерную поверхность.
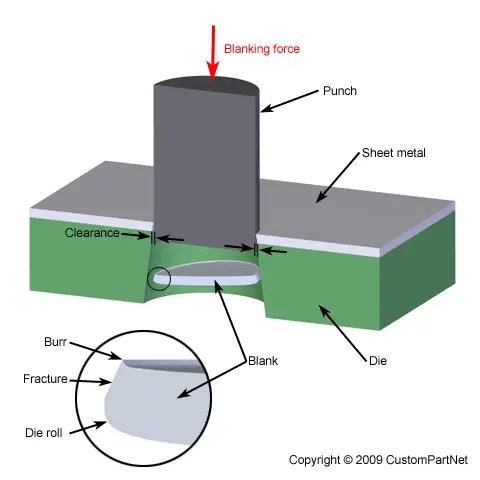
Существует несколько различных способов заготовки, в основном следующие:
A. Заглушение стригальная машина: С помощью вырубного станка вырезается необходимая ширина и длина развернутой графики. Если необходимо пробить отверстия или вырезать углы, это можно сделать с помощью вырубной машины в сочетании со штампом.
B. Заготовка для пуансона: Структура плиты формируется после расширения деталей с помощью пресса с одной или несколькими ступенями. Его преимущества заключаются в том, что он занимает мало времени, является высокоэффективным и позволяет снизить затраты на обработку. Он часто используется в массовом производстве.
C. Заглушка NC: При заготовке с ЧПУ сначала необходимо выполнить программирование. Это предполагает использование программного обеспечения для записи развернутого графика в программы, которые могут быть распознаны обрабатывающим станком с ЧПУ. Затем в соответствии с программой из плоских заготовок выбивается структурная форма.
D. Заготовка для лазерного резака: Этот метод использует лазерная резка На станке вырежьте из плоских деталей конструкцию.
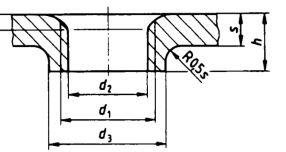
Отбортовка
Отбортовка, также известная как перфорация, подразумевает создание чуть большего отверстия на меньшем базовом отверстии и последующее его простукивание. Этот процесс повышает прочность материала и предотвращает ослабление винтов. Как правило, он используется для тонких листовой металл обработка.
Для более толстых пластин, например 2,0 или 2,5 мм, проволоку можно нарезать напрямую, без необходимости переворачивать.
Изготовление штамповок
Процесс перфорации обычно включает в себя несколько операций, таких как пробивка отверстий, углов насечкаВ том числе, пробивка отверстий, пробивка выпуклых корпусов, разрывание и вытягивание отверстий.
Для успешного завершения каждой операции требуется определенная пресс-форма. Например, для выбивки выпуклого корпуса нужна выпуклая пресс-форма, а для выбивки разрыва - штамп для формовки разрыва.
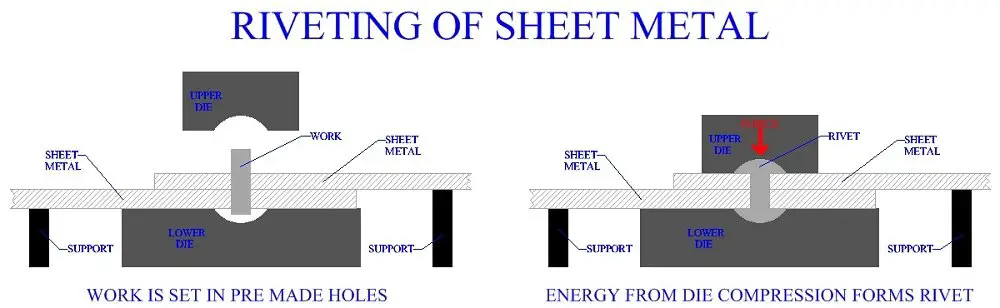
Клепка
На заводе часто используются шпильки для заклепки под давлением, заклепочные гайки и заклепочные винты для соединить листовой металл части.
Это процесс клепки обычно выполняется с помощью вырубного станка или гидравлической клепальной машины.
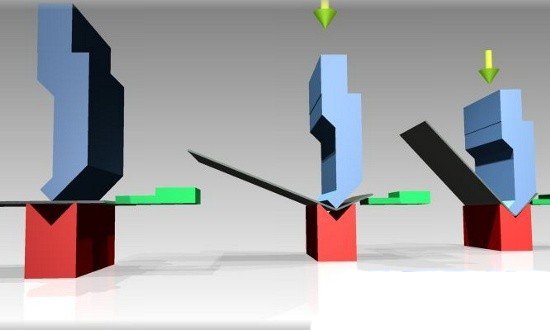
Сгибание
В общем случае гибка означает процесс сгибания двухмерных деталей в трехмерные. Для этого процесса требуется листогибочный пресс и соответствующий гибочный штамп чтобы завершить операцию.
Кроме того, существует определенный порядок фальцовки, который необходимо соблюдать. Принцип заключается в том, что сначала складываются участки, которые не мешают вырубке, а затем складываются те участки, которые создают помехи.
Вы также можете посмотреть Полное руководство по листогибочным станкам чтобы полностью разобраться в работе листогибочного пресса.
Сварка
Сварка включает в себя соединение нескольких частей вместе для достижения цели изготовления или сплавление/шовную сварку одной детали для повышения ее прочности.
Метод изготовления включает:
Существуют различные методы сварки, такие как CO2 сварка в газовой средеаргонодуговая сварка, точечная сварка и роботизированная сварка. Выбор этих методов зависит от реальных требований и текстуры материала.
Как правило, CO2 Сварка в газовой среде используется для сварки железных листов, в то время как аргонодуговая сварка больше подходит для сварки алюминиевых пластин.
Робот-сварщик используется в основном для сварки больших материалов и длинных сварных швов, например, при сварке шкафов. Она помогает снизить рабочую нагрузку, повысить эффективность работы и обеспечить качество сварки.
Обработка поверхности
Обработка поверхности Обычно для этого используются различные техники, включая фосфатирование пленки, цветное цинковое гальваническое покрытие, хроматную соль, запекание краски, оксидирование и другие.
Фосфатирующая пленка обычно наносится на холоднокатаные и электролитические листы для создания защитного покрытия, которое предотвращает окисление и улучшает адгезию краски.
Цветное цинковое гальваническое покрытие часто используется для обработки поверхности холоднокатаных листов.
Хроматирование и оксидирование часто используются для обработки поверхности алюминиевых пластин и алюминиевые профили.
Выбор конкретной обработки поверхности зависит от специфических требований заказчика.
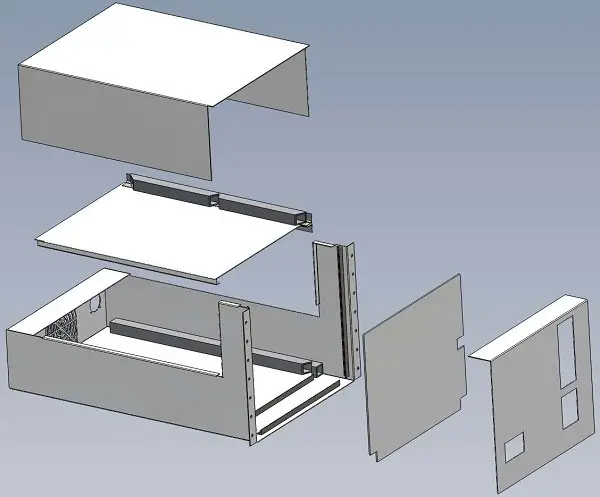
Сборка
Сборка предполагает соединение нескольких частей или компонентов определенным образом для создания готового изделия.
Один из важнейших факторов, который необходимо учитывать при сборке, - это защита компонентов от царапин.
Сборка - это заключительный этап производства готового изделия.
Если детали приходят в негодность из-за царапин, их приходится переделывать, что приводит к потере времени на изготовление и увеличению стоимости материалов.
Поэтому необходимо уделять особое внимание сохранности материалов в процессе сборки.