Choosing Air Compressor for Laser Cutting Machine: A Guide
Laser cutting revolutionized manufacturing, but did you know the air compressor plays a crucial role in its success? In this blog post, we'll dive into the intricacies of choosing the…
In the rapidly evolving world of metal cutting, a battle rages between laser and plasma. As technology advances, the landscape shifts, challenging long-held assumptions. Join us as we explore the cutting-edge developments reshaping the industry, and discover how the rise of ultra-high-power lasers is revolutionizing the way we cut metal. Get ready to dive into a fascinating comparison of these two titans of metalworking.

Before the popularization of multi-kilowatt lasers, laser cutting was primarily superior to plasma cutting for thin sheets below 10mm. However, in the 30-50mm thickness range, plasma cutting had a clear speed advantage and laser cutting couldn’t compete.
With the rise of multi-kilowatt lasers, and now with the widespread adoption of 60kW lasers, laser cutting is expanding into the realm of medium and thick plate cutting. During this time, the plasma cutting market has seen a dramatic decline and is gradually being replaced in certain application scenarios.
The rapid rise in the market share for laser cutting can be attributed to two main factors: the maturation of high-power fiber laser technology and the rapid development of manufacturing industries such as steel construction, shipbuilding, aerospace, and nuclear power, which have an urgent demand for efficient, high-quality thick plate cutting.
In recent years, the enthusiasm for multi-kilowatt lasers has continued unabated, rapidly sweeping through the laser industry, though not without its skeptics, particularly with regard to the newly introduced 60kW laser cutting machines, which have been the subject of much debate.
Surprisingly, within less than six months, the demand for 60kW laser cutting machines has outstripped supply. The steel construction industry has repeatedly repurchased ultra-high-power laser cutters to replace plasma cutting, which seems to contradict the skepticism. The significance of ultra-high-power lasers for metal cutting processes is far from ordinary when considering traditional process replacement and application scenarios.
The replacement of plasma cutting by laser technology is accelerating.
Even before the widespread adoption of laser cutting, plasma cutting was the most mature process in metalworking. It utilized the heat from a high-temperature plasma arc to locally melt the metal at the cut, and the momentum of the high-speed plasma was used to eject the molten metal, forming a cut. Plasma cutting was known for its reasonable quality and cost. At that time, plasma cutting was still widely used in the thin and medium plate segments because of its fast cutting speed and smooth kerf.
However, with the emergence of laser cutting, it began to impact plasma cutting to a certain extent. In the thin plate cutting realm, kilowatt-level fiber lasers have an absolute advantage over plasma cutting in terms of quality and efficiency. Their high precision, narrow kerf, minimal heat-affected zone, burr-free edges, and fast cutting speed have made them the preferred choice in this field. In contrast, the disadvantages of plasma cutting have become increasingly apparent.
To counteract the impact of laser cutting, equipment manufacturers have developed more refined plasma cutting machinery to address issues such as rough cut surfaces and poor perpendicularity. By reducing the nozzle aperture size, a highly compressed arc is created, significantly increasing current density to achieve higher cutting precision and surface finish. Nevertheless, plasma cutting in the thin plate domain still cannot compete with laser cutting in terms of processing efficiency, precision, and environmental friendliness.
As the thickness of the materials processed increased, kilowatt-level laser cutting also faced challenges. In the 30-50mm medium and thick plate segment, the cutting speed of laser cutting was significantly lower than that of precision plasma cutting machines, which maintained their position in this domain.
By 2020, the advent of ten-kilowatt laser cutting technology had injected new life into metal processing, aiding in the transformation and upgrading of traditional industries. At that time, laser cutting entered the ten-kilowatt era and initiated a second round of challenges against plasma, fiercely contesting the vast plasma cutting market.
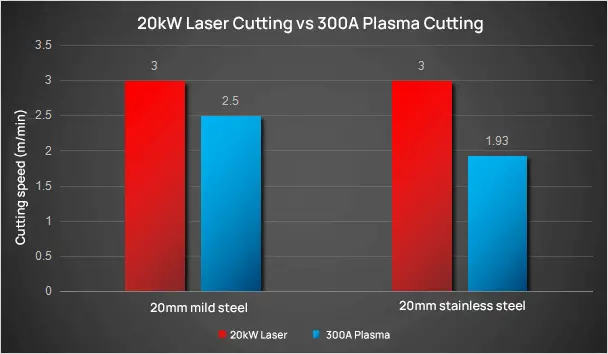
For carbon steel/stainless steel up to 20mm thick, a 20kW laser cutting system surpasses the efficiency of a 300A plasma cutter. However, the initial purchase cost of laser cutting is significantly higher than that of plasma cutting, leaving users wavering between the two options. It was still too early to discuss a full replacement.
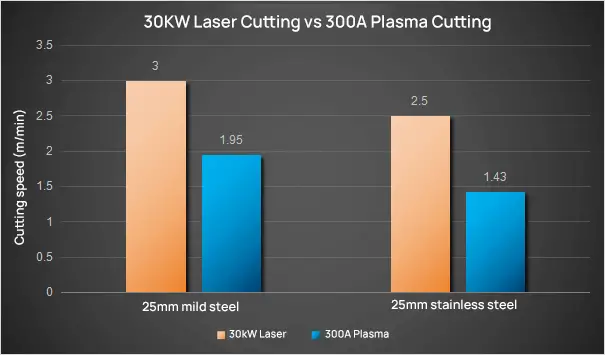
By 2022, the widespread adoption of 30kW laser technology truly began to shake the dominant position of plasma cutting, especially impacting the mid-to-thick plate market.
In 2023, the rapid advancement of domestic ultra-high-power fiber laser technology led to the emergence of 60kW lasers, which truly broke through the limitations on cutting thickness and once again challenged plasma cutting.
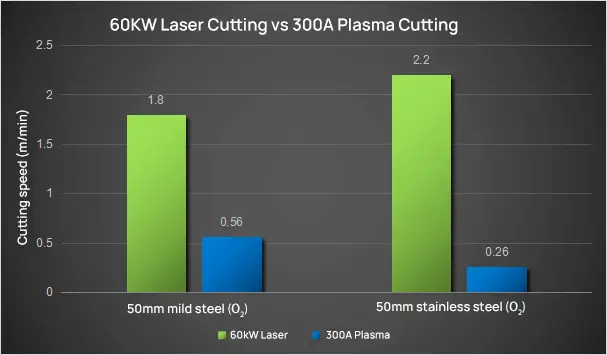
In terms of cutting efficiency and quality, 60kW laser cutting now has the capability to completely replace plasma cutting. Currently, laser cutting and plasma cutting are evenly matched in terms of overall economic benefits, each dominating half of the market. Ultra-high-power laser cutting reveals an extremely broad application prospect.
In recent years, the demand for laser cutting applications has shown signs of rapid growth due to the upgrading of the demand of downstream industries and the decline in the cost of high-power lasers.
However, plasma cutting can be prone to producing significant deformation when cutting sheet metal that is below 6mm and has high cutting accuracy requirements.
On the other hand, laser cutting has clear process advantages, particularly for materials with high melting points, heat-resistant alloys, superhard alloys, semiconductor materials, non-metallic materials, and composite materials.
| Fiber laser cutting | Plasma cutting | |
| Principle | A high-power density laser beam is employed to scan the surface of the material, rapidly heating it to temperatures ranging from thousands to tens of thousands of degrees Celsius. This causes the material to melt or vaporize, and the melted or vaporized material is then removed from the slit with a high-pressure gas. | With oxygen or nitrogen as the working gas, a high-temperature and high-speed plasma arc serves as the heat source, locally melting the metal being cut. The melted metal is then removed by a high-speed airflow, forming a narrow slit. |
| Material | Metal materials, special metal materials and non-metallic materials | Carbon steel, stainless steel, aluminum, copper, cast iron and other metal materials |
| Cutting thickness | Medium thick plate | Medium thin plate |
| Cutting accuracy | Finish machining (within 0.2mm) | Rough machining (within 1mm) |
| Slit width | Very small (0.2 ~ 0.3mm) | Small |
| Heat affected zone | Very small (width 0.1mm) | Small |
| Plate deformation | Very small | Small |
When replacing some punching functions with laser cutting, it may be necessary to purchase a press brake machine to complete the subsequent bending process.
This is a common consideration for customers when purchasing a laser cutting machine.

| Item | Fiber laser cutting | Plasma cutting | Fiber laser advantages |
| Positioning accuracy | 0.14mm | 0.4mm | High accuracy |
| Section perpendicularity | 0.2mm(40mm) | 5mm(40mm) | No finishing required |
| Slit width | 0.2-1.5mm | 2-5mm | Save materials |
| Reserved edge and common edge | 3-4mm | 10mm | Save materials |
| Heat affected zone | 0.1-0.4mm | 0.5-2.0mm | Small deformation |
| Section quality | Excellent, less slag hanging | Normal | No grinding required |
| Cutting speed (within 20mm) | Very fast | Normal | High production efficiency |
| Cut a small hole | Diameter depth ratio: 10-20% | Unable to cut hole | Save drilling machine and transfer |
| Beveling | Beveling | Generally not | Saving beveling machine |
| Work environment | Clean | Smoke filled the house | Health and environmental protection |
The increasing popularity of high-power lasers has allowed laser cutting equipment to surpass the thickness limit.
Previously, the sales volume of high-power lasers was very low, and the application of laser cutting was restricted by thickness for a long time.
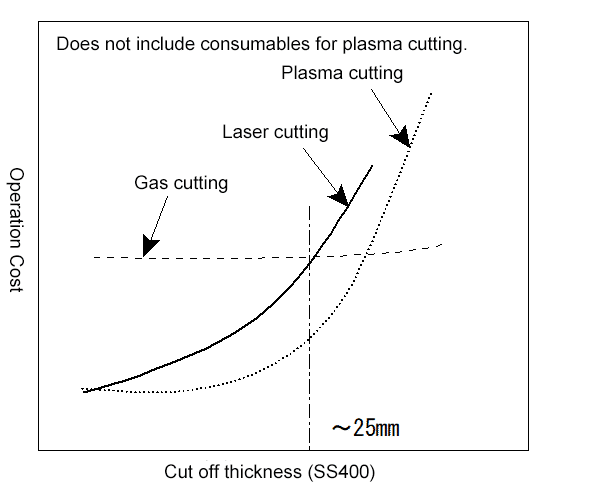
Traditionally, flame cutting was believed to have the broadest range of plate thickness, being suitable for processing thick and extra-thick plates with low accuracy requirements and having obvious speed advantages for plates thicker than 50mm.
Plasma cutting, on the other hand, has an obvious speed advantage in the range of 30-50mm but is not suitable for extremely thin plates (<2mm).
On the other hand, laser cutting, which mostly uses kilowatt-level lasers, has obvious advantages in speed and accuracy for plates below 10mm.
In recent years, with the growing popularity of high-power lasers, laser cutting equipment has slowly infiltrated the medium-thick plate cutting market.
Limit cutting thickness and optimal cutting thickness for a 20kW watt laser cutting machine (mm) are included.
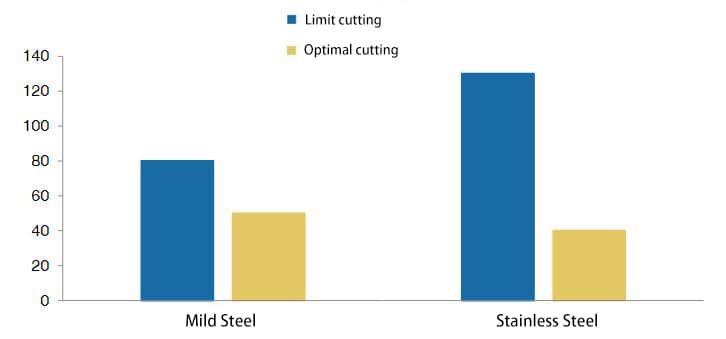
The increase in power results in an increase in cutting thickness and efficiency of the equipment.
According to statistics, the 20kW laser cutting machine has achieved an optimal cutting thickness of 50mm for mild steel and 40mm for stainless steel.
Steel plates are generally categorized as thin plates (< 4mm), medium plates (4-20mm), thick plates (20-60mm), and extra thick plates (> 60mm) based on their thickness.
With a cutting power of 10000 watts, the laser cutting equipment can now cut medium plates and most of the thick plates, expanding its applications to the field of medium plates.
Furthermore, high power lasers also result in improved cutting efficiency.
For instance, the cutting efficiency of a 30000 watt laser cutting machine on a 50mm mild steel plate can be increased by 88% compared to a 20000 watt machine.
See also:
Advantages of high power fiber laser cutting over plasma cutting
| Thickness | 15kW (m/min) | 20kW (m/min) | 30kW (m/min) | Efficiency improvement (30kW over 20kW) |
| 8 | 11 | 15 | 22 | 47% |
| 10 | 8 | 11 | 17 | 55% |
| 14 | 5 | 6 | 7.5 | 25% |
| 20 | 1.5 | 2.5 | 4.5 | 80% |
| 30 | 0.9 | 1.2 | 1.6 | 33% |
| 40 | 0.35 | 0.6 | 1 | 67% |
| 50 | 0.2 | 0.4 | 0.75 | 88% |
In the field of medium-thick plate cutting, the cost of laser cutting is significantly lower than that of plasma cutting.
Plasma cutting is one of the main methods used in the thick plate field, however, the cost of laser cutting is lower for two reasons:
For example, when cutting a 30mm thick carbon steel plate, the operating cost per meter for 12kW laser cutting, 20kW laser cutting, and 300A plasma cutting are 3.05 yuan/meter, 1.32 yuan/meter, and 3.13 yuan/meter respectively.
The 20kW laser cutting method saves 57.8% in operating costs compared to the 300A plasma cutting method, providing a significant cost advantage.
Cost comparison between laser cutting and plasma cutting
| Cost item | Laser cutting (12KW) | Laser cutting (20kW) | Plasma cutting (300A) |
| Vulnerable parts of equipment (yuan / hour) | 5 | 5 | 70 (electrode, nozzle, vortex ring, etc.) |
| Oxygen consumption (yuan/hour) | 60 | 80 | 80 |
| Vulnerable parts of equipment (yuan/hour) | 10 (plate thickness > 20mm) | 10 (plate thickness > 20mm) | 12 |
| Handling (1 person) + polishing (2 persons) | 0 | 0 | 60 |
| Fixed cost (yuan/hour) | 0 | 0 | 60 |
| Drilling/positioning/transfer (3 persons + equipment) | 65(75) | 85(95) | 282 |
| Cutting speed (14mm carbon steel) | 4m/min | 6m/min | 3.4m/min |
| Operating cost per meter | 65 / 60 / 4m = 0.27 yuan/m | 85 / 60 / 6m = 0.24 yuan/m | 282 / 60 / 3.4m = 1.38 yuan/m |
| Cutting speed (30mm carbon steel) | 0.41m/min | 1.2m/min | 1.5m/min |
| Operating cost per meter | 75 / 60 / 0.41m = 3.05 yuan/m | 95 / 60 / 1.2m = 1.32 yuan/m | 282 / 60 / 1.5m = 3.13 yuan/m |
According to our previous experience, the comparison between laser cutting machines and plasma cutting machines is as follows:
Laser cutting machines do not cause any damage to the workpiece, whereas plasma cutting machines may result in some damage to the plate, especially if the torch or nozzle of the plasma cutting machine encounters problems during the cutting process.
The laser beam is focused into tiny points, resulting in a narrow cutting slot for the laser cutting machine. In contrast, the plasma cutting machine’s cutting slot is slightly wider.
Laser cutting machines have a faster cutting speed, with some machines capable of reaching speeds of up to 10 meters per minute, compared to plasma cutting machines.
The cutting surface produced by laser cutting machines is smooth and burr-free, resulting in high-quality cuts.
It’s also a non-contact cutting process.
The heat-affected area is minimal, and there is almost no thermal deformation of the workpiece, which eliminates the need for secondary processing and prevents turned-down edges.
However, laser cutting machines have a limited plate thickness and a higher processing cost.
On the other hand, plasma cutting machines can cut a wide range of steel plates, from 6mm to 40mm, with varying models and power.
They have a lower processing cost and require lower operator skill compared to laser cutting machines.
The laser cutting machine has a high precision with a positioning accuracy of 0.05mm and a re-positioning accuracy of 0.02mm, but requires a strict working environment.
On the other hand, while plasma cutting machines may not have the same level of precision as laser cutting machines, they have a low requirement for working environment and mobility, and a wide range of cutting capabilities.
These advantages make the laser cutting machine suitable for cutting parts with complicated shapes and high precision requirements.
However, the cutting thickness is limited, and typically it is only used for cutting plates under 8mm thick.
The disadvantage of plasma cutting is that it is difficult to cut thick plates, especially plates over 20mm.
To cut these thicker plates, a higher plasma power is required, which increases the cost of the equipment.
1. Comparison table for laser cutting and plasma cutting
| Laser cutting (CO2 laser 4kW) | Plasma cutting (O2 plasma 230A) | ||
|---|---|---|---|
| Cuttable materials | Metal: carbon steel, low alloy steel, stainless steel, high alloy steel, aluminum, copper alloy etc; Nonmetal: ceramics, plastics, rubber, wood, leather, cloth, paper, film etc. | High alloy steel such as carbon steel, low alloy steel and stainless steel. Other non-metallic high viscosity materials (rubber, film, etc.), brittle materials (ceramics, glass, etc.) cannot be processed. | |
| Max. cutting thickness | 25mm(mild steel) | 150mm(ss, ms) | |
| Cutting speed (mm/min) | Thickness < 1 | >10,000 | Can’t cut |
| 2 | 7,000 | Can’t cut | |
| 6 | 3,000 | 3,700 | |
| 12 | 1,800 | 2,700 | |
| 25 | 500 | 1,200 | |
| 50 | Can’t cut | 250 | |
| > 100 | Can’t cut | ― | |
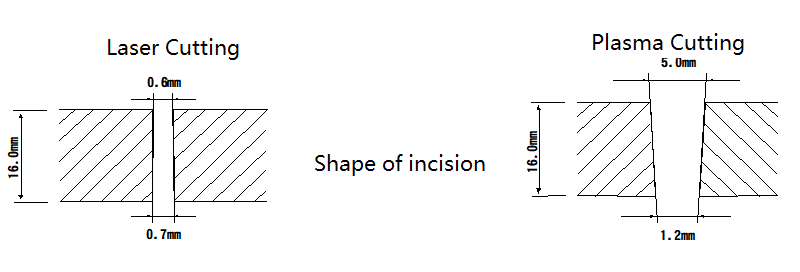
| Slot width | Narrow | Very wide | |
| Around 0.6mm for 16mm mild steel cutting | Around 0.5mm for 16mm mild steel cutting | ||
| Cutting size precision(cut off deformation) | Very good | Normal | |
| Error ±0.15mm | Error 0.5~1mm | ||
| Advantage | ・Capable of high precision machining. | ・Portable | |
| ・There is very little thermal deformation. | ・High speed cut-off with low cost | ||
| Disadvantage | ・The time required for drilling holes increases significantly with the increase in plate thickness. ・The quality of the processed surface is dependent on the state of the material surface. ・Variations in material composition can affect the quality of the cut surface. | ・The electrode and nozzle have a short service life, with two changes needed per day. ・The cut has a wide width and significant deformation. ・The width and shape of the cut can be altered due to the wear of the nozzle and electrode. ・The cutting process generates a loud noise. ・A large amount of dust is produced. ・The holes have a large diameter (ranging from φ12mm to φ16mm). ・It’s difficult to cut materials that are magnetized. | |
2. The cutting slot comparison for laser cutting and plasma cutting
3. Oxygen plasma consumable life.
| Cutting method | Type of electrode | The processing of electrodes. | Electrode life | Nozzle life |
|---|---|---|---|---|
| Oxygen plasma cutting. | S-type | Early developed | 60 min | 45 min |
| F-type | Insert the modified version | 120 min | 60 min | |
| LL-type | Insertion of special metals. | 180 min | 60 min | |
| Water-adding type oxygen plasma cutting | Similar to F-type | Insert the modified version | 120 min | 150 min |
1 cycle of arc opening/closing, 1 min longevity comparison of endurance tests (Cut off current value: 250A)
4. The relationship between plate thickness and cost.
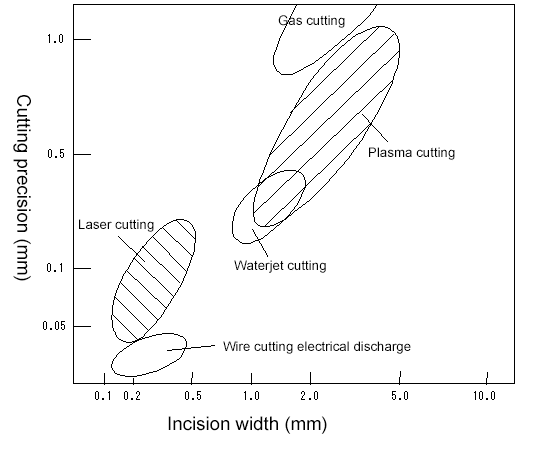
5. The incision width and cutting precision of various cutting methods.
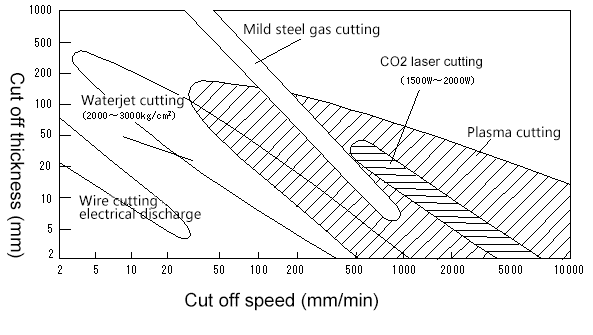
6. Cutting conditions of various cutting methods.

A processing method that utilizes high-temperature plasma arc heat, using oxygen or nitrogen as a working gas, to melt and vaporize the incision of a metal part.
The momentum of the high-speed plasma flow is then used to remove the molten metal, resulting in the formation of a slotting seam.
See also:

The laser generated by the laser device is transmitted through a series of mirrors and focused on the surface of the workpiece by a focusing lens, causing the hot spot on the workpiece to melt or vaporize and forming a slit.
Simultaneously, auxiliary gas is utilized in the cutting process to remove the slag from the slit, ultimately accomplishing the goal of processing.
See also:
Plasma cutting is suitable for cutting all types of metal materials and is mainly used for cutting medium-thick plates. The advantages of plasma cutting include fast cutting speed, narrow cut slots, small heat-affected areas, minimal deformation, and low operating costs.
However, a disadvantage is that it causes a 0.5-1.5 degree angle at the vertical cross-section and hardening of the incision.
Laser cutting, on the other hand, is mainly used for cutting medium-thin plates and has a very wide range of cutting materials including metal, non-metal, ceramics, glass, etc.
Due to the high direction, brightness, and intensity of the laser, it has a fast cutting speed, high machining precision, and narrow cut seams that do not require any further processing.
In conclusion, in terms of material cutting, laser cutting has a wider range of choices than plasma cutting. For cutting thin sheets, laser cutting has a clearer advantage.
However, in terms of cost, plasma cutting is much more economical than laser cutting.
Compared to traditional cutting methods, a laser cutting machine has several notable advantages:
However, there are also some disadvantages of laser cutting:

For plasma cutting, it also has its advantages and disadvantages:
Advantages:
In the process of cutting medium-thick plates, plasma cutting can achieve a high cutting speed, which is much higher than the speed of laser and flame cutting.
Additionally, the initial investment in equipment is lower compared to laser cutting and the maintenance cost is also significantly lower.
Disadvantages:
The disadvantages of plasma cutting include:
① Poor perpendicularity of the cutting surface, leading to a significant oblique cutting edge on the side.
② Generates more cutting slag which requires removal by grinding, increasing labor costs.
③ Emits harmful dust and arc light during the cutting process. However, underwater plasma cutting can mitigate this issue.
④ High consumption of cutting nozzles in the long-term, leading to high costs.
In the information above, we have provided an overview of both laser cutting and plasma cutting from various perspectives.
By reading this article, it is hoped that you now have a deeper understanding of these two methods of sheet metal cutting.
The decision of whether to use a plasma cutting machine or a laser cutting machine ultimately depends on the production goals, cost factors, and accuracy requirements.
If you are still unsure, you can reach out to us and allow our experts to help guide you in making a decision.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.