La soldadura por láser consiste en dirigir un rayo láser de alta intensidad sobre un superficie metálica. El láser interactúa con el metal, haciendo que éste absorba la energía láser y la convierta en calor. Este calor hace que el metal se funda y finalmente se enfríe y solidifique, dando lugar a una unión soldada.
Existen dos mecanismos de soldadura láser:
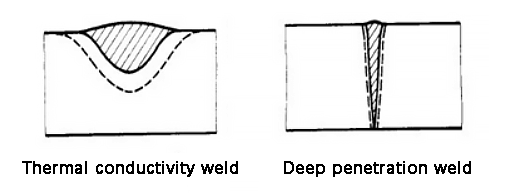
1. Soldadura por conducción de calor:
Cuando se dirige un láser a la superficie de un material, parte de la energía láser se refleja y el resto es absorbida por el material. Esta energía absorbida se convierte en calor, lo que hace que el material se caliente y se funda.
El calor de la capa superficial del material sigue transfiriéndose por conducción térmica a las capas más profundas del material hasta que se unen las dos piezas que se están soldando.
Cuando un altoláser de densidad de potencia se dirige a la superficie de un material, éste absorbe la energía luminosa y la convierte en energía térmica. Como resultado, el material se calienta, se funde y se vaporiza, produciendo una gran cantidad de vapor metálico.
La fuerza de reacción del vapor que sale empuja el metal fundido, creando picaduras. Con la irradiación láser continua, las picaduras penetran más profundamente en el material.
Cuando el láser se apaga, el metal fundido alrededor de las picaduras fluye hacia atrás y se solidifica, lo que da lugar a la soldadura de las dos piezas.
Este proceso se utiliza habitualmente en soldadura láser y la relación profundidad-anchura suele ser superior a 1.
Características de la soldadura láser
La soldadura láser es conocida por su rápida velocidad de soldadura, gran profundidad de soldadura y mínima deformación de los materiales que se sueldan.
La soldadura láser puede realizarse a temperatura ambiente o en condiciones específicas, y el equipo necesario es relativamente sencillo. Por ejemplo, cuando un láser atraviesa un campo electromagnético, el haz no se desplaza. Además, la soldadura láser puede realizarse en vacío, aire y algunos entornos gaseosos, e incluso puede soldar a través de materiales transparentes como el vidrio.
La soldadura láser puede soldar materiales refractarios como el titanio y el cuarzo, así como materiales distintos con excelentes resultados.
Con las máquinas de soldadura láser de alta potencia, la densidad de potencia es muy alta, y la relación profundidad-anchura puede alcanzar 5:1.
La soldadura láser es capaz de realizar microsoldaduras gracias a su capacidad para producir un pequeño punto focalizado que puede posicionarse con precisión. Esta característica la hace ideal para el ensamblaje y la soldadura de micropiezas y piezas pequeñas producidas en grandes cantidades.
La soldadura láser puede llegar a piezas inaccesibles para soldar a larga distancia sin contacto, lo que proporciona una mayor flexibilidad para las operaciones de soldadura.
Los haces láser pueden dividirse en términos de energía y tiempo, lo que permite la soldadura simultánea en varias estaciones y la soldadura en tiempo compartido, lo que mejora enormemente la eficacia de la producción y la utilización de los equipos.
Clasificación de la soldadura láser
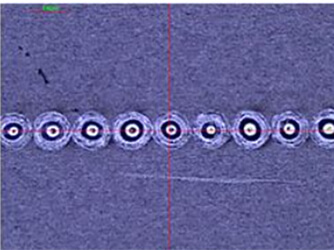
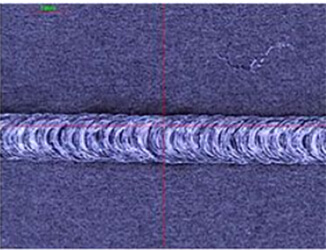
Hay dos tipos de láser soldadura: soldadura por láser pulsado y soldadura por láser continuo de fibra, que se clasifican en función del tipo de láser utilizado.
Según la combinación de productos, se divide en lo siguiente:
Soldadura a tope normalmente no requiere ninguna separación o, si es necesario, una separación inferior a 0,05 mm. Cuanto más fino sea el producto a soldar, más estrictos serán los requisitos de separación.
En el caso de la soldadura por penetración, es importante garantizar una unión firme entre las capas superior e inferior. A medida que el material de la capa superior se vuelve más fino, se requiere un ajuste más firme para lograr el resultado deseado.
Comparación entre la soldadura láser y otros métodos de soldadura
El acero es una aleación de hierro y carbono, con un contenido en carbono entre 0,04% y 2,3%. Para garantizar la tenacidad y plasticidad del acero, el contenido de carbono no suele superar 1,7%.
El acero aleado se produce añadiendo intencionadamente elementos de aleación, como Mn, Si, Cr, Ni, Mo, W, V, Ti, etc., durante el proceso de fundición. Estos elementos de aleación pueden utilizarse para mejorar las propiedades mecánicas, las propiedades de proceso u otras propiedades especiales del acero, como la resistencia a la corrosión, la resistencia al calor y la resistencia al desgaste.
Clasificación por composición química:
(1) Acero al carbono:
a. Acero de bajo contenido en carbono (C ≤ 0,25%);
b. Acero de aleación media (contenido total de elementos de aleación > 5 ~ 10%);
c. Acero de alta aleación (contenido total de elementos de aleación > 10%).
En soldabilidad del acero aleado depende de los elementos de aleación, y la soldabilidad similar a las características del punto de fusión del acero inoxidable es buena.
(3) Acero inoxidable
El acero inoxidable se refiere a un tipo de acero que es resistente a medios corrosivos débiles como el aire, el vapor, el agua y a medios químicamente corrosivos como el ácido, el álcali y la sal. Se divide en diferentes tipos: acero martensítico, acero ferrítico y acero austenítico.
Acero inoxidable martensítico suele ser un acero de bajo o alto contenido en carbono, con un contenido en cromo que oscila entre 12% y 18%, y los principales elementos de aleación son el hierro, el cromo y el carbono. Sin embargo, tiene la peor soldabilidad de todos los aceros inoxidables. El sitio uniones soldadas suelen ser duras y quebradizas, con tendencia a agrietarse en frío. Para reducir la probabilidad de fisuración y fragilización, se recomienda precalentar y templar cuando soldadura de acero inoxidable con un contenido de carbono superior a 0,1%, tales como 403, 410, 414, 416, 420, 440A, 440B y 440C.
El acero inoxidable austenítico, por su parte, se refiere al acero inoxidable con estructura austenítica a temperatura ambiente. Este tipo de acero contiene aproximadamente 18% de cromo y níquel, y tiene una estructura estable. austenita cuando el contenido de cromo está entre 8% y 10%, y el contenido de carbono es de aproximadamente 0,1%. En general, tiene un buen rendimiento de soldadura láser. Sin embargo, la adición de azufre y selenio para mejorar sus propiedades mecánicas aumenta la tendencia al agrietamiento por solidificación.
El acero inoxidable austenítico tiene una conductividad térmica inferior a la del acero al carbono, con una tasa de absorción ligeramente superior a la del acero al carbono. La profundidad de penetración de la soldadura es sólo aproximadamente 5-10% de la del acero al carbono ordinario. No obstante, la soldadura láser, que tiene un aporte de calor reducido y una velocidad de soldadura elevada, es muy adecuada para soldar acero inoxidable de la serie Cr Ni. Algunos tipos comunes de acero inoxidable austenítico son 201, 301, 302, 303 y 304.
En general, el acero inoxidable presenta una buena soldabilidad, con un baño de soldadura bien formado.
(4) Serie 200 - Cr Ni Mn
Acero inoxidable austenítico, serie 300 - cromo-níquel
El significado de cada letra:
CR significa cromo
Ni significa níquel
Mn significa manganeso
1 indica el contenido de carbono (0 en 304 no es libre de carbono, pero el contenido de carbono es inferior a 0,1%, perteneciendo a bajo carbono)
201: 1Cr17Mn6Ni5N, indica austenítico acero inoxidable 201 que contiene 1% de carbono, 17% de manganeso, 17% de cromo y 6% de níquel;
304: 0Cr19Ni9 (0Cr18Ni9), indica acero inoxidable austenítico 304 que contiene menos de 0,1% de carbono, 18% / 19% de cromo y 9% de níquel;
El acero inoxidable 201 contiene manganeso, lo que lo hace propenso a la oxidación y la herrumbre en entornos húmedos, salinos y mal mantenidos (aunque sigue siendo mucho mejor que los productos de hierro, y puede tratarse con trefilado o pulido tras la oxidación y la herrumbre).
A diferencia de los productos de hierro, la capa galvánica superficial no puede tratarse después de la corrosión.
Por otro lado, Acero inoxidable 304 no contiene manganeso, pero tiene un mayor contenido de cromo y níquel, lo que lo hace más resistente a la oxidación y la herrumbre.
El precio del acero inoxidable 201 es entre 3 y 4 veces superior al de los materiales para muebles a base de hierro (cromados o pulverizados), mientras que el precio de Acero inoxidable 304 es más de la mitad o casi el doble que la del acero inoxidable 201.
La superficie del acero inoxidable 304 es blanca con un brillo metálico, similar al de una placa de plástico.
Acero inoxidable ferríticoCon una estructura cristalina cúbica centrada en el cuerpo, suele contener cromo 11% - 30% y no contiene níquel (aunque puede contener pequeñas cantidades de Mo, Ti, Nb y otros elementos).
Este tipo de acero tiene una alta conductividad térmica, un bajo coeficiente de dilatación, una buena resistencia a la oxidación y una excelente resistencia a la corrosión bajo tensión.
Un ejemplo es el acero inoxidable 430.
En comparación con los aceros inoxidables austeníticos y martensíticos, los aceros inoxidables ferríticos tienen la menor tendencia a producir calor y grietas frías cuando se suelda con láser.
Soldadura de la estructura del sistema de dirección del automóvil - soldadura continua
Características de soldadura de la aleación de aluminio
Debido a la alta reflectividad de la superficie y a la elevada conductividad térmica, la soldadura del aluminio requiere una alta densidad de potencia, lo que dificulta la formación de un baño de fusión estable.
Muchos aleaciones de aluminio contienen elementos volátiles como el silicio y el magnesio, lo que provoca la formación de numerosos poros en la soldadura.
La baja viscosidad y tensión superficial del aluminio líquido facilitan el desbordamiento del metal líquido del baño de fusión, lo que afecta a la formación de la soldadura.
Algunas aleaciones de aluminio pueden experimentar agrietamiento en caliente durante la solidificación, lo que está relacionado con el tiempo de enfriamiento y la protección de la soldadura.
La soldadura dentro de la serie 3 de aluminio es generalmente aceptable, mientras que la soldadura de aluminio de baja pureza puede producir agujeros de explosión y grietas.
Características del proceso de soldadura láser
Existen numerosos parámetros de proceso que influyen en la calidad de la soldadura láser, como la densidad de potencia y las características del haz, desenfocarvelocidad de soldadura, forma de onda del impulso láser y caudal de gas auxiliar.
1. Densidad de potencia
La densidad de potencia es un parámetro crítico en la soldadura láser.
Una alta densidad de potencia puede calentar rápidamente el metal hasta su punto de fusión en microsegundos, lo que da como resultado una soldadura de alta calidad.
La densidad de potencia viene determinada por la potencia pico y el área de la unión soldada.
Densidad de potencia = potencia pico ÷ superficie de la junta de soldadura
Al soldar materiales muy reflectantes, como el aluminio y el cobre, es necesario aumentar la densidad de potencia. Esto puede conseguirse utilizando una corriente o potencia mayor y soldando lo más cerca posible del punto focal.
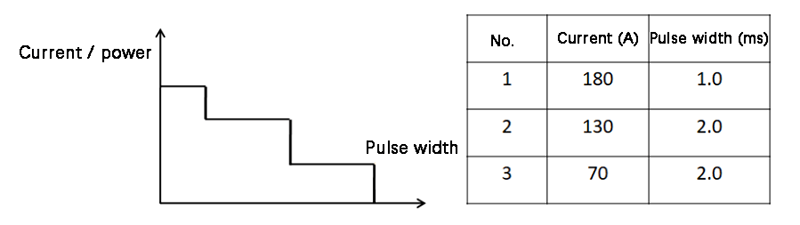
2. Forma de onda del impulso láser
La forma de onda del impulso láser es un factor crítico en la soldadura por láser, especialmente para soldadura de chapas.
Cuando el haz láser de alta intensidad interactúa con la superficie del material, se pierde entre 60% y 90% de la energía láser debido a la reflexión, y la reflectividad cambia con la temperatura de la superficie.
La reflectividad del metal cambia significativamente durante un pulso láser.
Cuando el metal está en estado sólido, la reflectividad del láser es alta.
Sin embargo, cuando la superficie del material se funde, la reflectividad disminuye y la absorción aumenta, lo que permite reducir gradualmente la corriente o la potencia.
Por lo tanto, la forma de onda del pulso se diseña generalmente para acomodar estos cambios, tales como:
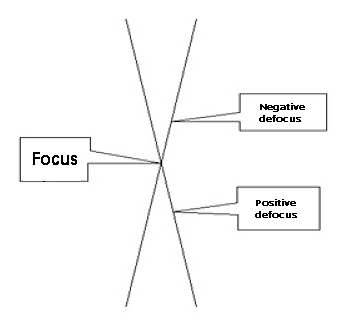
3. Cantidad de desenfoque
El término "cantidad de desenfoque" se refiere a la desviación de la superficie de la pieza con respecto al plano focal.
La posición del desenfoque influye directamente en el efecto de ojo de cerradura durante la soldadura a medida.
Existen dos modos de desenfoque: positivo y negativo.
Si el plano focal está situado por encima de la pieza, se considera desenfoque positivo, y si está situado por debajo de la pieza, se considera desenfoque negativo.
Cuando los desenfoques positivo y negativo son iguales, la densidad de potencia del plano correspondiente es aproximadamente la misma, pero la forma del baño de fusión es diferente.
El desenfoque negativo puede dar lugar a una mayor penetración, lo que está relacionado con la formación del baño de fusión.
Los resultados experimentales muestran que cuando el calentamiento por láser alcanza entre 50 y 200 μS, el material empieza a fundirse, formando metal en fase líquida y vaporizándose parcialmente para formar vapor a alta presión. Esto da lugar a una pulverización a alta velocidad de deslumbrante luz blanca.
Al mismo tiempo, el gas de alta concentración desplaza el metal líquido hacia el borde del baño de fusión, creando una depresión en el centro del baño.
Durante el desenfoque negativo, la densidad de potencia interna del material es mayor que la de la superficie, lo que provoca una fusión y una gasificación más fuertes. Esto permite que la energía luminosa se transmita a la parte más profunda del material.
Por lo tanto, en aplicaciones prácticas, debe utilizarse un desenfoque negativo cuando se requiera una penetración profunda, y un desenfoque positivo cuando se suelden materiales finos.
Posición de enfoque:
El punto más pequeño con la energía más alta se puede conseguir mediante soldadura por puntos. Por el contrario, cuando se necesita un punto pequeño y la energía es baja, también puede utilizarse la soldadura por puntos.
Posición de desenfoque negativo:
Un punto ligeramente mayor es adecuado para la soldadura continua de penetración profunda y la soldadura por puntos de penetración profunda. A medida que aumenta la distancia desde el foco, el tamaño del punto se hace mayor.
Posición de desenfoque positivo:
Un punto ligeramente más grande es adecuado para la soldadura continua de juntas superficiales o situaciones en las que se necesita una baja penetración. A medida que aumenta la distancia desde el foco, también aumenta el tamaño del punto.
4. Velocidad de soldadura
La calidad del superficie de soldaduraLa velocidad de soldadura determina la penetración, la zona afectada por el calor y otros factores.
La penetración puede mejorarse reduciendo la velocidad de soldadura o aumentando la corriente de soldadura.
La reducción de la velocidad de soldadura se utiliza habitualmente para mejorar la penetración y aumentar la vida útil del equipo.
5. Soplado auxiliar
El soplado auxiliar es un proceso crucial en la soldadura láser de alta potencia.
En primer lugar, ayuda a evitar que la pulverización metálica contamine el espejo de enfoque mediante el uso de gas protector coaxial.
En segundo lugar, evita la acumulación de plasma a alta temperatura generado durante la proceso de soldadura e impide que el láser llegue a la superficie del material mediante soplado lateral.
En tercer lugar, utiliza gas protector para aislar el aire y proteger el baño de soldadura de la oxidación.
La elección del gas auxiliar y el volumen de aire de soplado influyen enormemente en los resultados de la soldadura, y los diferentes métodos de soplado también pueden tener un impacto significativo en la calidad de la soldadura.
6. Configuración de la fibra óptica y la junta de soldadura
Por ejemplo, si el diámetro de la fibra óptica es de 0,6 mm y la distancia focal de enfoque es de 120 mm con un enfoque de colimación de 150 mm, el diámetro de enfoque puede calcularse de la siguiente manera:
Diámetro del foco = 0,6 x 120/150 = 0,48 mm
La configuración específica se determina en función del material, el grosor, la penetración y la holgura de ajuste del producto.
Características de Long Focus:
La distancia de trabajo es considerable, lo que permite evitar las interferencias de la fijación, reducir el impacto de las fluctuaciones de altura del producto y minimizar la contaminación de las salpicaduras a la lente protectora.
Para lograr el mismo nivel de penetración, los requisitos de potencia de los equipos serán mayores.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]