Представьте себе лазеры, которые с легкостью справляются с самыми прочными металлами, такими как медь. Мощные синие полупроводниковые лазеры совершают революцию в обработке металлов, предлагая беспрецедентную эффективность и точность. В этой статье рассматриваются их преимущества, области применения и революционные технологии, лежащие в их основе. Погрузитесь в нее, чтобы узнать, как эти лазеры формируют будущее производства, обеспечивая более быстрые, чистые и эффективные процессы. От сварки до 3D-печати - узнайте, как синие лазеры устанавливают новые стандарты в промышленности.
1. Ограничения мощных лазеров с длиной волны в ближнем инфракрасном диапазоне
В последние десятилетия мощные лазеры непрерывной волны (CW) стали повсеместным инструментом в современной обрабатывающей промышленности. Эти лазеры используются для широкого спектра задач, включая сварку, наплавку, обработку поверхности, закалку, пайку, резку, 3D-печать и аддитивное производство.
Первое значительное развитие технологии мощных КВ-лазеров произошло до 2000 года, когда был создан мощный углекислотный лазер с длиной волны 10,6 мкм (CO2) лазер и полупроводниковый твердотельный лазер Nd:YAG с полупроводниковой накачкой с длиной волны 1064 нм в ближней инфракрасной области.
Однако из-за длины волны углекислотный лазер трудно пропускать через оптическое волокно, что делает его сложным для промышленного применения. Аналогично, твердотельные лазеры ограничены по яркости и усилению мощности.
После 2000 года были разработаны мощные промышленные волоконные лазеры, которые можно передавать по оптическому волокну, сохраняя при этом высокую яркость и мощность. В настоящее время волоконные лазеры заменили углекислотные лазеры в большинстве применений и доказали свою высокую эффективность во многих областях промышленной обработки. В последние годы волоконные лазеры стали основными промышленными лазерами, используемыми для таких процессов, как лазерная сварка и резка, поскольку они обеспечивают более высокую скорость, эффективность и надежность, чем лазеры на углекислом газе.
Однако эти непрерывные мощные волоконные лазеры обычно работают в ближней инфракрасной области (NIR) с длиной волны менее 1 мкм. Хотя это подходит для многих применений, некоторые металлы отражают 90% или более ближнего инфракрасного излучения. лазерное излучение падающего на их поверхность, что ограничивает их эффективность. Желтые металлы, такие как медь и золото, особенно сложно сваривать с помощью лазеров ближнего инфракрасного диапазона из-за их низкой скорости поглощения, что требует большого количества мощность лазера чтобы начать процесс сварки.
Существует два основных процесса лазерной сварки: сварка в режиме теплопроводности, при которой происходит плавление и затвердевание материала, и глубокая сварка. сварка проплавлениемПри этом металл испаряется, образуя полость или замочную скважину.
Для сварки с глубоким проникновением требуется лазерный луч с высокой степенью поглощения, поскольку лазер многократно взаимодействует с металлом и парами металла при прохождении через материал.
Для создания замочной скважины с помощью лазера ближнего инфракрасного диапазона требуется высокая интенсивность падающего лазерного излучения, особенно если свариваемый материал обладает высокой отражательной способностью. Однако после формирования ключевого отверстия скорость поглощения резко возрастает.
Мощные лазеры ближнего инфракрасного диапазона создают высокое давление паров металла в расплавленной ванне, что приводит к образованию брызг и пор. Таким образом, мощность лазера или скорость сварки должны тщательно контролироваться для предотвращения большое количество брызг.
Когда расплавленный бассейн застывает, "пузырьки" паров металла и технологического газа могут быть захвачены, образуя поры в сварное соединение. Эти поры ослабляют прочность сварки и увеличивают сопротивление соединения, снижая качество сварное соединение.
Обработка материалов с коэффициентом поглощения менее 5% на длине волны 1 мкм, таких как медь, лазерами ближнего инфракрасного диапазона представляет собой серьезную проблему. Такие методы, как генерация плазмы на обрабатываемых материалах, могут увеличить поглощательную способность лазера. Однако эти методы ограничивают обработку материалов процессом глубокого проникновения и несут в себе неотъемлемые риски, такие как напыление и контролируемое осаждение энергии.
Поэтому существующие лазерные системы с длиной волны 1 мкм имеют ограничения в обработке высокоотражающих материалов, таких как цветные металлы, и в подводных приложениях.
Для развития применения лазеров ближнего инфракрасного диапазона исследователи должны изучить новые источники лазерного излучения. Кроме того, переход к использованию электрических двигателей в новых энергетических транспортных средствах в качестве средства сокращения выбросов парниковых газов привел к значительному спросу на надежные решения по обработке меди. Электрические двигатели, особенно силовые батареи, требуют большого количества медных материалов. Этот спрос распространяется и на другие системы возобновляемой энергии, включая ветряные турбины.
Развитие промышленных лазерных технологий шло по пути развития производственных технологий и социальных требований. За последние 60 лет лазерные технологии внесли значительный вклад в решение таких важных задач будущего, как цифровая экономика, устойчивая энергетика и здоровый образ жизни.
Сегодня лазерные технологии стали незаменимым компонентом в нескольких ключевых областях китайской экономики, включая производственные технологии, автомобилестроение, медицинские технологии, измерения, экологические технологии, а также информационно-коммуникационные технологии. По мере развития технологий обработки металлов и повышения требований пользователей лазеры должны становиться все более инновационными в плане стоимости, энергоэффективности и производительности лазерных систем.
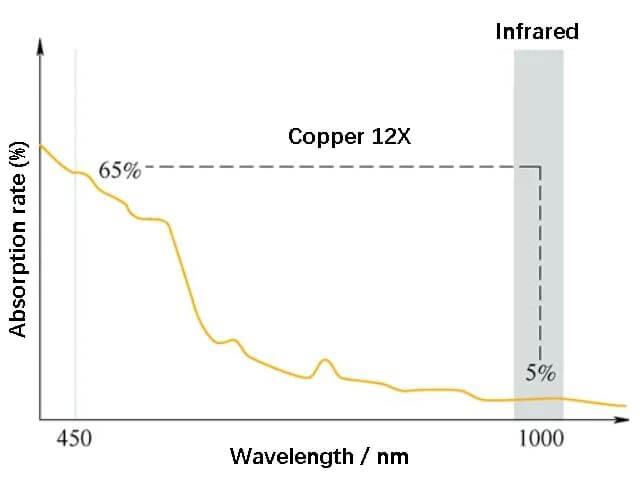
Потребность рынка в эффективной обработке высокоотражающих металлов стимулировала развитие технологии синих мощных лазеров, которая, несомненно, откроет двери для новых технологий обработки металлов. В цветных металлах поглощение световой энергии увеличивается по мере уменьшения длины волны света. Например, поглощение света медью при длине волны менее 500 нм увеличивается по меньшей мере на 50% по сравнению с инфракрасным излучением, что делает более короткие длины волн более подходящими для обработки меди.
Однако разработка коротковолновых мощных лазеров для промышленных применений является сложной задачей из-за ограниченности имеющихся возможностей. Даже существующие варианты дороги и неэффективны. Например, на рынке существуют твердотельные лазерные источники на основе удвоения частоты, которые могут создавать лазеры с длиной волны 515 и 532 нм (зеленый спектр) в этом диапазоне длин волн, но эти источники полагаются на нелинейные оптические кристаллы для преобразования энергии лазера накачки в энергию целевой длины волны, что приводит к большим потерям мощности.
Кроме того, такие лазеры требуют сложных систем охлаждения и замысловатых оптических настроек.
Для решения этой задачи внимание было обращено на синие полупроводниковые лазеры. Синий свет обладает уникальными свойствами, которые делают его выгодным для обработки металлов высокое отражение материалов, таких как медь. На рис. 1 показано, что медь поглощает синий свет 13% более эффективно, чем инфракрасный, даже в 13 раз больше.
Более того, поглощение синего света медью остается неизменным даже при плавлении металла, обеспечивая стабильную плотность энергии для сварки. В результате сварка синим лазером обеспечивает точный контроль, малое количество дефектов и быстрое получение высококачественных медных швов.
Синий свет также имеет большую дальность передачи в морской воде, поскольку он меньше поглощается, что делает его подходящим для изучения подводной лазерной обработки материалов.
Кроме того, синий свет относительно легко преобразуется в белый, что позволяет компактно использовать синие лазеры для прожекторов и других осветительных приборов.
Полупроводниковые лазеры на основе нитрида галлия могут напрямую создавать лазер с длиной волны 450 нм, без необходимости дальнейшего удвоения частоты, что позволяет достичь более высокой эффективности преобразования энергии.
Источник: NASA 1969
a) Преимущества работы синего лазера обусловлены основными физическими принципами
Основные металлы
Поглощение синего света
Золото
66X
Медь
13X
Алюминий 1100
3X
Никель
1.5X
b) Сравнение поглощения синего света и инфракрасного (NIR) поглощения меди
Рис. 1 Физические свойства синего света
Ожидается, что эффективность обработки лазером с длиной волны 450 нм будет почти в 20 раз выше, чем у лазера с длиной волны 1 мкм. По сравнению с традиционным ближним инфракрасным процесс лазерной сваркиМощный синий лазер обладает как количественными, так и качественными преимуществами.
Что касается количественных преимуществ, то синий лазер повышает скорость сварки, расширяет диапазон технологических операций, увеличивает эффективность производства и сокращает время простоя.
Что касается качественных преимуществ, то синий лазер позволяет расширить технологический диапазон, получать высококачественные сварные швы без брызг и пористости, обеспечивает более высокую механическую прочность и снижает удельное сопротивление. Консистенция качество сварки значительно повышает урожайность (см. рис. 2).
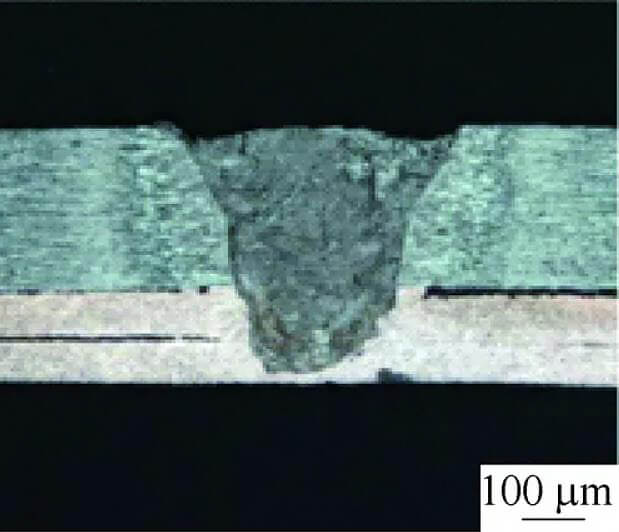
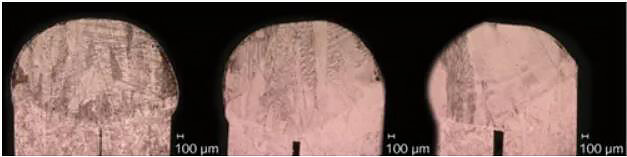
Кроме того, синий лазер может выполнять сварку в режиме теплопроводности, что невозможно для лазера ближнего инфракрасного диапазона (см. рис. 3).
Рис. 3 Сечение режима теплопроводной сварки в медном листе толщиной 500 мкм
3. Разработка мощного синего лазера
Светоизлучающие устройства на основе нитрида галлия (GaN) привлекли к себе значительное внимание, особенно в области освещения, благодаря Нобелевской премии по физике 2014 года и растущему во всем мире осознанию необходимости защиты окружающей среды.
Благодаря постоянному улучшению яркости и производительности синих полупроводниковых приборов, синие полупроводниковые лазеры вступили в эпоху массового производства. Они широко используются в качестве источников света для проекторов и в сочетании с люминофорами, излучающими зеленый или красный свет, заменяют лампы в проекторах.
В последние годы синие полупроводниковые лазеры завоевали популярность в приложениях для освещения и отображения информации благодаря более длительному сроку службы и меньшим размерам по сравнению с лампами накаливания. Однако для лазерная обработкаНеобходима более высокая мощность, чем у этих синих лазеров.
Несмотря на преимущества синих лазеров, которые заключаются в более длительном сроке службы и меньших размерах, разработка мощных синих лазеров для лазерной обработки требует более высокой мощности, чем у одного полупроводникового чипа синего лазера, выходная мощность которого составляет всего несколько ватт. Увеличение мощности до более высокого диапазона - трудоемкий и дорогостоящий процесс.
Чтобы удовлетворить высокие требования к мощности синих лазеров, необходимы новые технические методы. В настоящее время фактическая мощность каждого чипа синего полупроводникового лазера составляет около 5 Вт на одной длине волны. Поэтому для получения более высокой выходной мощности необходима технология комбинирования лучей, которая может быть достигнута путем объединения выходов нескольких чипов.
Методы совмещения пучков делятся на два типа: когерентные и некогерентные. Некогерентный метод более практичен, так как не требует тонкой регулировки фазы между лазерами.
Некогерентный метод включает в себя несколько методик объединения нескольких лазерных лучей, таких как метод пространственного объединения, который объединяет несколько лучей в пространстве, метод поляризационного объединения, который объединяет ортогонально поляризованный свет с помощью поляризационного разветвителя луча, и метод волнового объединения, который объединяет различные длины волн на коаксиальном кабеле.
Каждая техника имеет свои преимущества и недостатки и может использоваться в комбинации.
Метод пространственной комбинации особенно подходит для объединения нескольких лазерных чипов с одинаковой длиной волны для достижения высокой выходной мощности.
На сегодняшний день наиболее успешными являются два метода синтеза высокой мощности. Вот краткое представление о них:
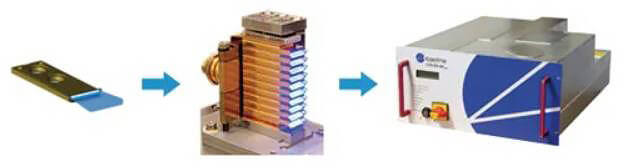
Первый метод использует технологию лазерных полос для систематической генерации одного лазерного излучателя на пластине нитрида индия-галлия (InGaN).
Первоначально отдельные лазерные чипы эффективно интегрируются в "лазерную планку", и каждая лазерная планка может производить не менее 50 Вт синего света.
Затем несколько полупроводниковых лазеров устанавливаются и объединяются в стек полупроводниковых лазеров с помощью соответствующих электрических соединений, охлаждения и отвода тепла, а также с помощью специальных оптических устройств.
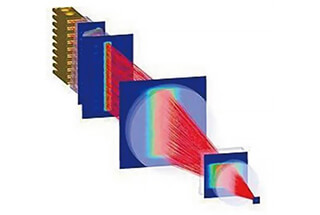
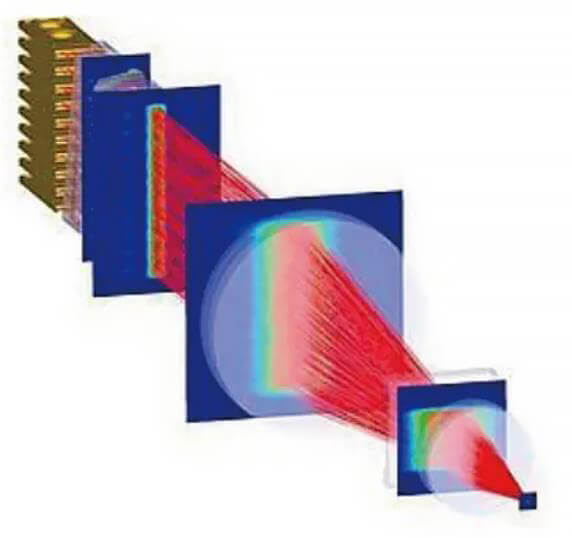
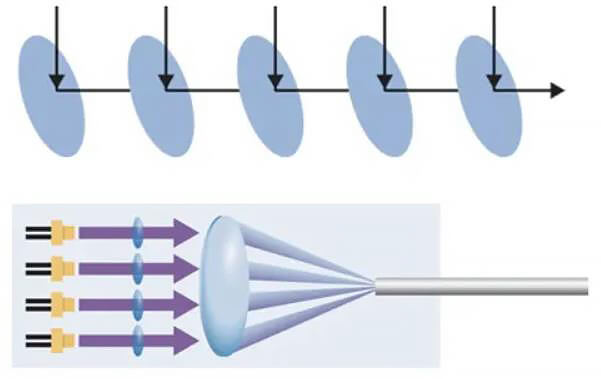
Весь полупроводниковый лазер может быть объединен с одним или несколькими полупроводниковыми лазерными стеками, как показано на рисунке 4.
В настоящее время технология лазерных полос позволяет генерировать до 2 кВт мощности синего света.
a) Процесс синтеза барного инструмента
b) Диаграмма балки
Рис. 4 Синтез луча полупроводникового лазера Технология
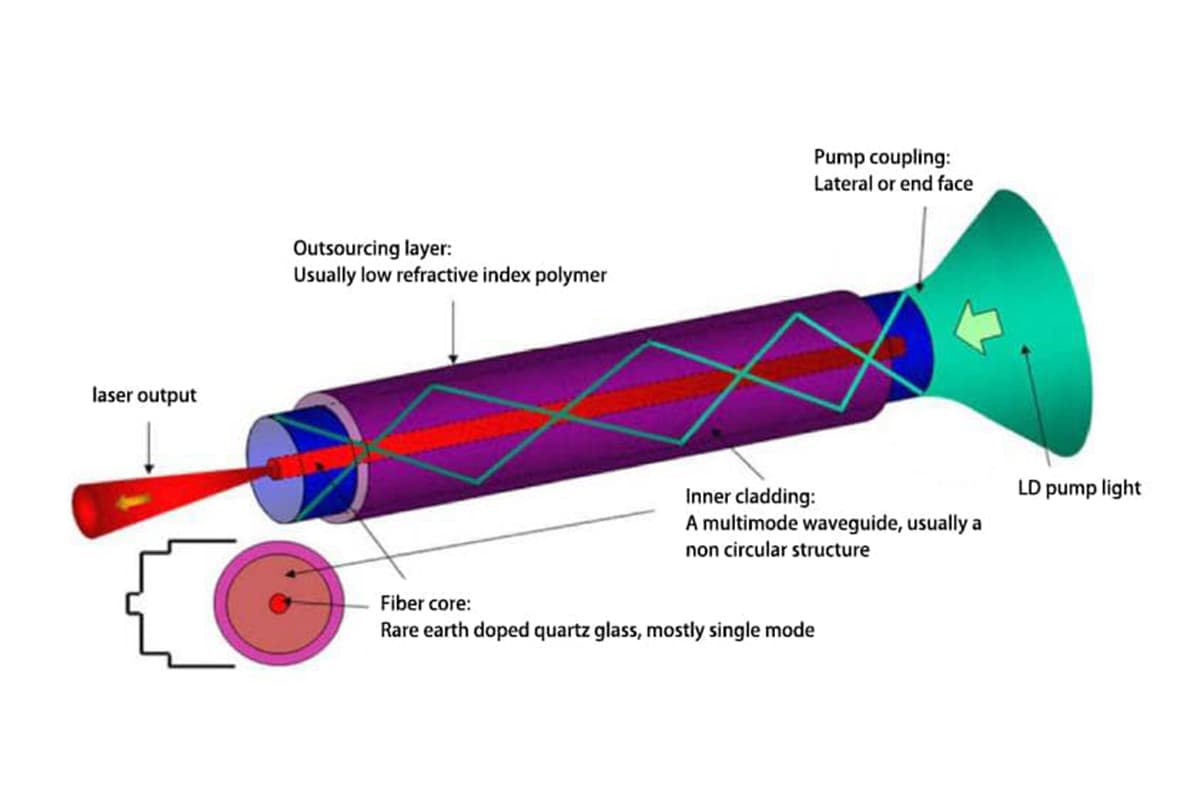
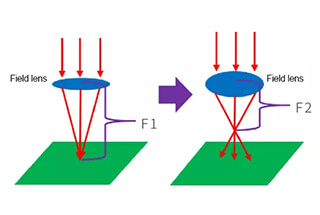
Второй метод предполагает использование технологии полупроводниковых лазеров с одним излучателем. В этих лазерах используется уникальная конструкция "на основе чипа с одной трубкой", которая предназначена для коллимации выходного сигнала каждой отдельной трубки лазера на нитриде галлия (GAN).
Если все лазерные трубки коллимировать одной линзой, как это делается в барной технике, расходимость комбинированного пучка (BPP) неизбежно увеличится. Однако, коллимируя каждую лазерную трубку своей собственной специальной линзой, расходимость комбинированного пучка можно сохранить как можно более неизменной, а BPP пучка можно свести к минимуму, что улучшает яркость лазера (см. рис. 5).
Кроме того, по мере дальнейшего совершенствования однотрубных лазеров на нитриде галлия трубчатый лазер мощность на предполагаемом пути развития, эта уникальная конструкция "однотрубного чипа" обеспечивает наилучший способ повышения мощности всей лазерной системы.
Кроме того, лазерная однотрубная технология обеспечивает наилучшее качество луча с выходной мощностью 1,5 кВт, гарантируя лазерную дистанционную обработку гальванометрического сканирования. Эта система сканирования широко используется в производстве батарей, электромобилей и бытовой электроники.
Во время сканирования можно регулировать выходную мощность лазера и время пребывания, чтобы максимально увеличить производительность, позволяя решать задачи с различной геометрией шва и толщиной материала в рамках одной схемы сканирования.
Таблица 1 иллюстрирует преимущества синего полупроводникового лазера по сравнению с полупроводниковым лазером ближнего инфракрасного диапазона и зеленым твердотельным лазером.
Рис. 5 Синтез луча в однотрубной технологии полупроводникового лазера
Таблица 1 Сравнение синего полупроводникового лазера с полупроводниковым лазером ближнего инфракрасного диапазона и зеленым твердотельным лазером
4. Случаи применения синего света полупроводникового лазера для обработки материалов
1) На рисунке 6 показана сканирующая система, состоящая из синего полупроводникового лазера, используемого для производства батарей питания. Преимущество использования синего лазера заключается в его широком технологическом окне, что позволяет использовать его на всех этапах производства батарей.
Кроме того, он может сваривать более толстые материалы, такие как медь, золото и нержавеющая сталь, толщиной в несколько миллиметров. Это делает его идеальным выбором для производства призматических батарей, корпусов батарей и батарейных блоков со встроенными батареями.
a) 70 шт. фольги толщиной 8 мкм, приваренной к медным наконечникам диаметром 254 мкм
b) Соединение двух медных наконечников
c) Подсоедините два медных наконечника к стальному корпусу батареи
Рис. 6 Широкое технологическое окно синего лазера позволяет обрабатывать каждый этап производства батарей
2) Используя синий полупроводниковый источник света с длиной волны 450 нм, можно плавить медный материал в режиме теплопроводности, что позволяет точно регулировать геометрию расплавленного бассейна тонких медных материалов (см. рис. 7).
При сварке с глубоким проплавлением тонких медных материалов особенно важны стабильное поглощение энергии и точный контроль процесса теплопроводности, поскольку они помогают предотвратить резку или разбрызгивание материалов из-за высокого давления.
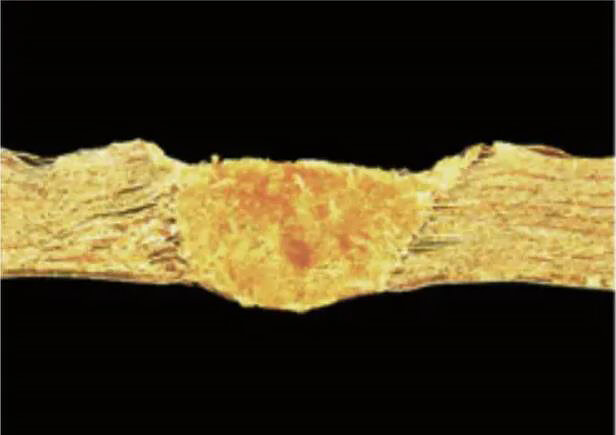
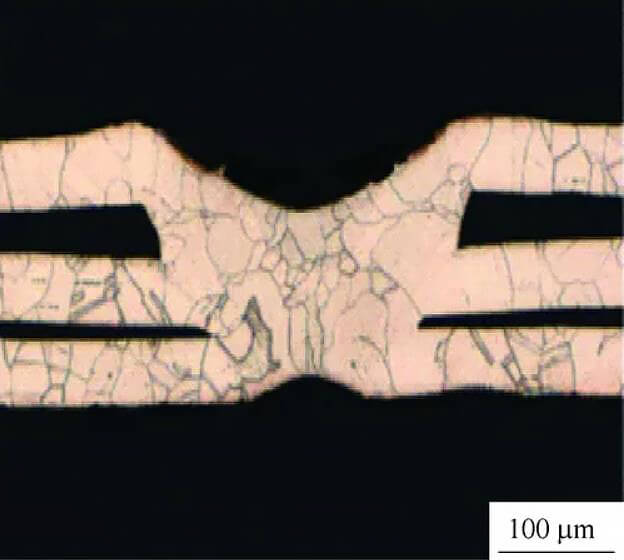
Такие случаи более вероятны при сварке уложенных друг на друга тонких медных фольг, что может привести к образованию неравномерных зазоров из-за деформации уложенных фольг (см. рис. 8).
Когда стыковая сварка на 34 сложенных медных фольгах с помощью полупроводникового лазера мощностью 580 Вт в синем свете со скоростью 2 м/мин, можно сформировать сварной шов шириной >0,8 мм с минимальной пористостью и низким подрезом.
На сайте филейная сварка на краю стопки фольги, конец фольги может быть успешно расплавлен с большой площадью поперечного сечения и полностью присоединен к сплошной фольге. Идеальное механическое соединение и отличная проводимость могут быть достигнуты при стыковой сварке и сварке кромок.
Рис. 7 Геометрия расплавленного бассейна из медного материала
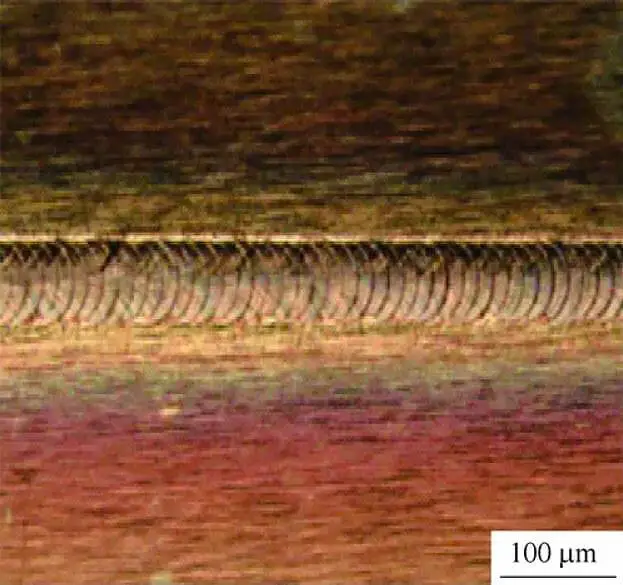
3) На рис. 9 показаны результаты сварки внахлестку медных фольг толщиной 30 мкм с помощью синего лазера мощностью 100 Вт. Сайт процесс сварки Лазер сканировал верхнюю поверхность трех сложенных в стопку медных фольг со скоростью около 10 мм/с.
Диаметр лазерного пятна на поверхности образца составлял 100 мкм за счет концентрации выходного оптического волокна с диаметром сердцевины 100 мкм при проекционном соотношении 1:1. Это позволило добиться отличного качества сварки при минимальном воздействии тепла на окружающую среду и мусор.
Рис. 9 Результаты сварки внахлестку чистого медного листа
4) На рис. 10 показан пример 3D-принтера, полностью изготовленного из чистой меди, с использованием полупроводникового лазера синего света, разработанного в Университете Осаки. Диаметр фокусирующего пятна лазера составляет 100 мкм, что позволяет ламинировать чистую медь с высокой тепло- и электропроводностью на порошковом слое. Ранее этого было трудно добиться с помощью лазеров ближнего инфракрасного диапазона.
Предполагается, что эта технология найдет широкое применение в промышленности, включая аэрокосмическую отрасль и электромобили.
a) SLM-машина с синим лазером мощностью 100 Вт
b) 3D-прототип из порошка чистой меди
Рис. 10 Применение 3D-печати
5) Более широкое проникновение также открыло область применения в электромобилях: производители электромобилей обращаются к конструкции стержневой обмотки, чтобы максимизировать тепловую и электрическую эффективность. Как показано на рис. 11, постоянное качество трех синих лазерных швов имеет решающее значение для повышения эффективности производства.
Способность синего лазера производить сварку шпилек особенно важна для производства двигателей с высокой плотностью и интенсивностью.
Рис. 11 Применение в производстве электромобилей
6) Высокая мощность и высокая яркость могут увеличить гибкость процесс сваркиЭто расширяет спектр обрабатываемых материалов. Например, латунь, состоящую из меди и цинка со значительно отличающимися тепловыми свойствами, сложно сварить с высоким качеством. Однако синяя промышленная лазерная технология легко справляется с этой задачей, позволяя сваривать латунные материалы, обычно используемые в производстве бытовой техники, как показано на рис. 12.
Предварительные исследования показывают, что технология голубого лазера может эффективно решить проблему сварка разнородных металлов. Сварка разнородных металлов затруднена, поскольку каждый материал обладает уникальными тепловыми, оптическими и механическими свойствами. Когда свариваются разнородные металлы, это может привести к образованию интерметаллических соединений, представляющих собой участки различных сплавов, которые нарушают механические и электрические свойства и целостность соединения.
Последнее поколение синих полупроводниковых лазеров имеет широкий диапазон технологических параметров, что позволяет сваривать различные материалы с минимальными дефектами. Хотя медь и цинк в латуни имеют разные тепловые свойства, что делает высокуюкачественная сварка сложно, технология синих полупроводниковых лазеров легко справляется с этой задачей.
Синий полупроводниковый лазер мощностью 2 кВт продемонстрировал свое превосходство в обработке металлов, особенно металлических материалов с высоким уровнем отражения.
Яркость и мощность синих полупроводниковых лазеров продолжают расти, открывая новые возможности и области применения. Например, потенциал синих лазеров в области аддитивного производства все еще изучается (см. рис. 10).
Кроме того, помимо эффективного металлический материал обработки, полупроводниковые лазеры синего света, как ожидается, будут использоваться в межсекторальных приложениях, особенно на машиностроительном факультете, позволяя проводить лазерную обработку материалов с использованием синего света под водой.
Это преимущество имеет большое значение для обрабатывающей промышленности. Кроме того, осветительная промышленность может использовать высококачественную технологию освещения на основе синего полупроводникового лазера.
Появление Интернета вещей и искусственного интеллекта приводит к смене парадигм в промышленном секторе.
Технология лазерной обработки естественным образом объединяет технологии числового программного управления и дистанционной обработки, устраняя необходимость замены инструмента, и займет ведущую роль в интеллектуальном производстве следующего поколения.
Появление мощного синего полупроводникового лазера также преподнесло новый сюрприз лазерным технологиям. Хотя приложения для обработки на основе мощного синего полупроводникового лазера все еще находятся в зачаточном состоянии, с будущим технологическим прогрессом они могут стать одним из основных инструментов для следующего поколения передовых интеллектуальных производств.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Что такое высокое отражение? Вообще говоря, высокое отражение означает низкое сопротивление обрабатываемых материалов, гладкую поверхность и низкий уровень поглощения лазеров ближнего инфракрасного диапазона. На рисунке показано...
Вы когда-нибудь задумывались, почему лазеры такие точные и мощные? В отличие от обычного света, лазеры обладают уникальными характеристиками, такими как высокая направленность, монохроматичность, когерентность и интенсивность. В этой статье мы рассмотрим эти...
Вы когда-нибудь задумывались, как лазеры могут разрезать материалы с такой точностью? В этой статье мы исследуем увлекательный мир наносекундных, пикосекундных и фемтосекундных лазеров. Вы узнаете, как эти лазеры...
Вы когда-нибудь задумывались о том, как лазеры произвели революцию во всем - от хирургии до резки металла? Эта статья погружает в увлекательный мир CO2-лазеров, объясняя их принципы, структуру и разнообразные применения.....
Представьте себе, что вы можете разрезать металл с точностью хирурга и скоростью молнии. Такова реальность современной технологии лазерной обработки. От...
Вы когда-нибудь задумывались о том, как технология волоконных лазеров произвела революцию в различных отраслях промышленности? В этой статье рассматриваются основные принципы и разнообразные области применения волоконных лазеров, подчеркиваются их преимущества перед традиционными лазерными...
Вы когда-нибудь задумывались, как передовые технологии достигают такой точности? Волоконные лазеры, чудо современной техники, используют легированные редкоземельными элементами стеклянные волокна для генерации высокоэффективных и универсальных лазерных лучей.....
Представьте себе обработку, которая может повысить прочность металла с точной точностью, минимальными искажениями и без добавления дополнительных материалов. Лазерная термообработка делает именно это, используя высокоинтенсивные лазеры для закалки...
Вы когда-нибудь задумывались, почему точность лазерной резки иногда снижается? Термические эффекты линз, вызванные изменениями оптических элементов под воздействием тепла, могут нарушить фокусировку и точность лазера. В этой статье мы рассмотрим...