Гидроабразивная резка: Полное руководство для начинающих
В быстро развивающемся мире производства сокращение расходов - это главное. Водометы стали переломным моментом, предлагая беспрецедентную универсальность и эффективность. Но как использовать весь их потенциал для минимизации затрат и максимизации прибыли? В этой статье опытный инженер-механик делится инсайдерскими советами и экспертными мнениями, которые помогут вам овладеть искусством гидроабразивной резки. Откройте для себя секреты оптимизации работы и опережения конкурентов.
Инженеры и производители постоянно стремятся найти способы снижения затрат, и водометы доказали свою высокую эффективность в достижении этой цели и увеличении прибыли.
Чтобы в полной мере воспользоваться преимуществами этой экономичной технологии, необходимо глубже понять, как эффективно применять методы гидроабразивной резки для минимизации затрат и максимизации прибыли.
Промышленность гидроабразивной резки считается одной из наиболее универсальных и быстро развивающихся отраслей с точки зрения снижения затрат.
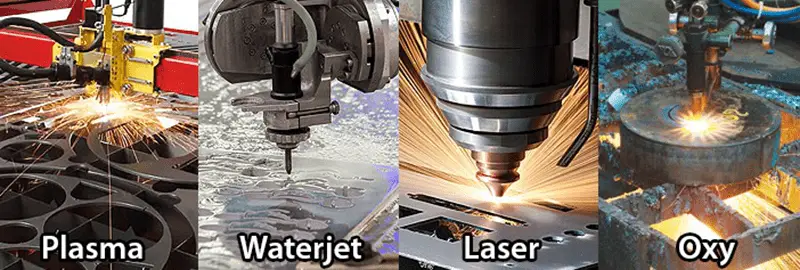
Кроме того, гидроабразивная резка является одной из самых эффективных машин в мире. Он превосходит другие технологии резки, такие как газовая резка, плазменная обработка, лазерная обработка, обработка электроэрозионным способом, токарная, фрезерная и строгальная обработка.
Кроме того, гидроабразивная резка является универсальным, эффективным и экологически чистым процессом, поскольку не выделяет вредных газов или жидкостей и не нагревает поверхность заготовки.
Этот метод резки обладает уникальными возможностями, которые невозможно реализовать с помощью других простых процессов. Например, с его помощью можно вырезать отверстия в титан и создавать замысловатые узоры на камне или стекле.
Кроме того, процесс гидроабразивной резки является по-настоящему холодным, так как при резке материалов не выделяется тепло.
Сверхзвуковые водяные стрелы, возникающие в процессе резки, направлены на поверхность режущего материала и дают превосходный результат, а сочетание воды и песка еще больше усиливает режущую способность.
Гидроабразивный станок dопределение
Waterjet, также известная как "вода как нож", - это оригинальное название технологии гидроабразивной резки под высоким давлением. Эта технология возникла в США и первоначально использовалась в аэрокосмической и военной промышленности.
Его популярность обусловлена тем, что он не изменяет физические и химические свойства материала благодаря методу холодной резки.
Со временем, благодаря постоянному техническому прогрессу, добавление в воду под высоким давлением таких абразивов, как гранатовый песок, алмазный песок и другие, значительно повысило скорость и толщину резки при гидроабразивной резке.
Технология гидроабразивной резки получила широкое распространение в различных отраслях промышленности, включая керамику, камень, стекло, металл, композитные материалы и другие.
В Китае максимальное давление водометов достигло 420 МПа. Некоторые технологически продвинутые компании даже разработали 3-осевые и 4-осевые водометы, с 5-осевой Водометы - это быстро развивающаяся технология.
Гидроабразивная резка, также известная как гидроабразивная резка, - это машина, использующая для резки воду под высоким давлением. Она обеспечивает точную резку, управляемую компьютером, и не сильно зависит от текстуры материала.
Благодаря низкой стоимости, простоте эксплуатации и высокой производительности гидроабразивная резка становится предпочтительным методом резки в промышленных технологиях.
Он может разрезать любой материал на любые формы за один процесс, что отличает его от других методов резки, которые ограничены ограничениями по материалу.
В процессе резки не выделяется тепло, а высокоскоростной поток гидроабразивной струи мгновенно отводит любое выделяемое тепло. Она также не выделяет вредных веществ и не оказывает термического воздействия на материал, что делает ее экологически чистым, безопасным и эффективным методом резки.
Кроме того, нет необходимости во вторичной обработке, и он предлагает гибкие, универсальные возможности резки, которые можно использовать для достижения любой желаемой формы.
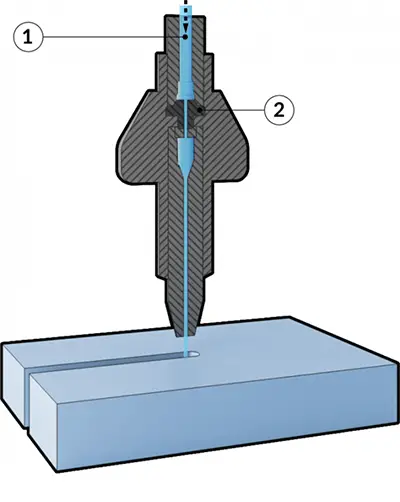
Гидроабразивная резка UHP, также известная как гидроабразивная резка или гидроабразивная резка, представляет собой высокоэнергетический (380 МПа) поток воды, создаваемый путем многоступенчатого нагнетания давления в обычную воду.
Затем вода выбрасывается со скоростью почти 1 000 метров в секунду через высокоточное рубиновое сопло (Φ0,1-0,35 мм), что делает этот метод резки высокоэффективным. Этот процесс резки называется резкой водой UHP.
Классификация гидроабразивных установок
Гидроабразивная обработка может быть разделена на чисто гидроабразивную и абразивную.
Чистая гидроабразивная струя была первым методом резки водой, а ее первое коммерческое применение началось в середине 1970-х годов для резки гофрированного картона.
Самые крупные области применения водоструйных аппаратов на чистой воде - резка одноразовых подгузников, хлопчатобумажной бумаги и автомобильной обивки.
При производстве хлопчатобумажной бумаги и одноразовых подгузников гидроабразивная технология обеспечивает наименьшее количество остатков воды по сравнению с другими технологиями.
Особенности гидроабразивной резки чистой водой:
Очень тонкий поток воды (обычный диаметр: от 0,004 до 0,010 дюймов)
Чрезвычайно детализированная геометрия
Минимальные потери при резке материала
При резке не выделяется тепло
Можно резать очень большие или очень тонкие материалы
Высокая скорость резки
Возможность резки мягких и легких материалов (например, стекловолоконной изоляции толщиной до 24 дюймов)
Низкое усилие резания
Простое приспособление
Непрерывная работа в течение 24 часов.
Абразивная гидроабразивная система отличается от чистой гидроабразивной системы лишь несколькими особенностями. В чистой гидроабразивной струе материал размывается сверхзвуковым потоком воды, в то время как в абразивной гидроабразивной струе частицы абразивного материала ускоряются струями воды, размывая материал.
Абразивные водометы в сотни и тысячи раз мощнее чистых водометов и используются для резки твердых материалов, таких как сталь, камень, композитные материалы и керамика.
При стандартных параметрах абразивные водометы могут резать материалы с твердостью, равной или немного превышающей твердость алюмооксидной керамики (часто называемой AD 99.9).
Особенности абразивной гидроабразивной резки
Тонкий поток воды (диаметр от 0,020 до 0,050 дюйма).
Можно вырезать очень сложные геометрические фигуры.
Резка тонкого материала толщиной 10 дюймов, уложенные срезы, очень незначительные потери материала.
Простое крепление, низкое усилие резания (менее 1 фунта при резке) и всего одна установка для выполнения практически всех абразивных гидроабразивных работ.
Легко переключается с одной на несколько режущих головок.
Быстрый переход от чисто гидроабразивной к абразивной гидроабразивной обработке, сокращение вспомогательных операций.
Мало или совсем нет заусенцев.
Классификация водной резки
Водяную резку можно разделить на различные категории в зависимости от различных факторов. К ним относятся:
Ситуация с песком: водная резка может быть разделена на резку без песка и резку с песком.
Оборудование: водяная резка может быть разделена на большую и малую водяную резку.
Давление: водяную резку можно разделить на типы высокого и низкого давления, с границей в 100 МПа. Высокое давление определяется как 100 МПа или выше, а низкое - как 100 МПа или ниже. Сверхвысокое давление определяется как более 200 МПа.
Технический принцип: водная резка подразделяется на фронтально-смешанную и пост-смешанную.
Механическая структура: гидрорезка может быть разделена на консольный и портальный тип.
Безопасная резка: водяную резку можно разделить на класс безопасной резки и класс небезопасной резки. Разница в основном заключается в давлении воды, где резка водой под низким давлением (100 МПа или ниже) может использоваться в специальных отраслях промышленности, таких как опасные химикаты, нефть, добыча угля и обработка опасных материалов.
Эксперименты показали, что когда давление воды превышает определенный порог, даже чистая вода может вызвать детонацию некоторых чувствительных химических веществ. Резка водой, содержащей песок, также может привести к нестабильности специальных химикатов из-за потенциальной энергии и ударов, возникающих при столкновении абразивного песка и предметов. После долгих экспериментов и споров пороговое значение было определено на уровне 237,6 МПа.
Поэтому в обрабатывающей промышленности в основном используется водяная резка с давлением более 200 МПа.
Диаграмма скорости гидроабразивной резки
Таблица1 Скорость гидроабразивной резки для распространенных материалов
Материал
Толщина резки
Давление воды МПа
Апертура сопла водный абразив мм
Скорость резки м/мин
Углеродистая сталь
12 , 50
350
0.25/0.76
0.4, 0.1
Нержавеющая сталь
13, 25
350
0.25/0.76
0.4, 0.2
Титан
3.2, 6.4
350
0.25/0.76
0.8, 0.6
Алюминий
12 , 100
350
0.25/0.76
0.6, 0.12
Ковкий чугун
15
350
0.25/0.76
0.4
Ламинированная бумага
12
309
0.25
3.5
Гипсокартон
15
294
0.15
20
Резина
15
377
0.17
12
Силиконовая резина
12
377
0.12
3
Твердая резина
19
309
0.25
6
Ткань
20
309
0.18
3
Волокнистая ткань
20
377
0.20
6
Кожа
1
343
0.15
30
Происхождение водной резки
Доктор Норман Франц широко известен как отец технологии гидроабразивной резки.
Он был первым, кто исследовал гидроабразивную струю под сверхвысоким давлением (UHP). режущие инструментыкоторые определяются как превышающие 30 000 фунтов на квадратный дюйм. Будучи инженером лесного хозяйства, доктор Франц стремился найти новый метод распиловки крупных стволов деревьев на пиломатериалы.
В 1950 году он впервые использовал тяжелые грузы для создания давления на столб воды, пропуская ее через небольшое сопло и создавая короткую струю высокого давления, которая могла резать дерево и другие материалы.
Несмотря на трудности, с которыми он столкнулся при получении непрерывного потока высокого давления, и ограниченный срок службы деталей в то время, он показал, что высокоскоростной сходящийся поток воды обладает огромной режущей способностью.
Сегодня резка древесины - одна из наименее значимых областей применения технологии UHP, но открытие доктора Франца имеет далеко идущие перспективы, которые он даже не мог себе представить.
В 1979 году доктор Мохамед Хашиш из компании Flow Research начал изучать способы повышения режущей способности водометных струй для резки металлов и других твердых материалов.
Доктор Мохамед Хашиш считается отцом абразивной гидроабразивной резки. Он разработал метод добавления абразивов, таких как гранат, в обычную гидроабразивную струю, что позволяет ей резать практически любые материалы.
В 1980 году абразивные гидроабразивные установки были впервые использованы для резки металла, стекла и бетона. В 1983 году появилась первая в мире коммерческая система абразивной гидроабразивной резки, которая первоначально использовалась для резки автомобильного стекла.
Аэрокосмическая промышленность стала одним из первых пользователей этой технологии, осознав ее преимущества для резка нержавеющей сталититан, высокопрочные легкие композиты, используемые в военных самолетах, и композиты из углеродного волокна в гражданских самолетах.
Со временем абразивные водометы стали использоваться во многих других отраслях промышленности, таких как производство изделий из камня и плитки, стекла, реактивных двигателей, строительство, атомная промышленность, судостроительные верфи и т.д.
Развитие гидроабразивной резки можно условно разделить на несколько этапов: начало 1960-х годов - этап геологоразведки и экспериментов, в основном использовался для добычи и очистки нефтепроводов струей низкого давления; конец 1960-х - начало 1970-х годов - этап разработки и исследования основного оборудования, сосредоточенный на разработке насосов высокого давления, бустеров, трубопроводной арматуры высокого давления и продвижении технологии гидроабразивной очистки высокого давления; с начала 1970-х по начало 1980-х годов - этап промышленных экспериментов и применения, характеризующийся появлением большого количества водоструйных машин высокого давления для добычи угля, режущих машин и очистных машин; и быстрое развитие водоструйных машин высокого давления с 1980-х годов, характеризующееся дальнейшим прогрессом в исследованиях водоструйных машин высокого давления, а также быстрым развитием новых технологий, таких как абразивная водоструйная машина, абразивная струя, кавитационная струя и самовозбуждающаяся ударная струя.
Развитие водорезки
В настоящее время в исследованиях и применении технологии гидроабразивной обработки участвуют более 40 стран, в том числе США, Россия, Япония, Германия, Швейцария, Великобритания, Франция, Канада, Австралия, Индия, Южная Корея и Сингапур.
Область применения гидроабразивной технологии довольно широка и охватывает такие отрасли, как промышленная резка, земляные работы и бурениеРезка горных пород, очистка поверхности, дробление материалов и многое другое.
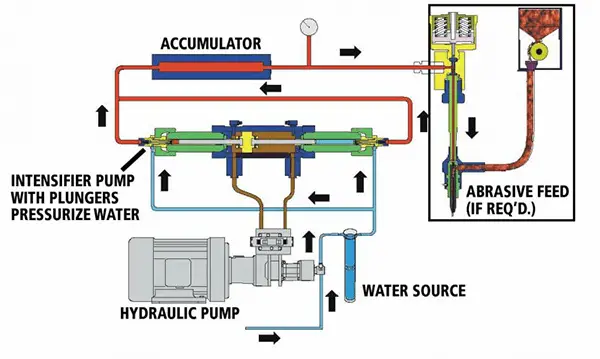
Как создается вода под высоким давлением
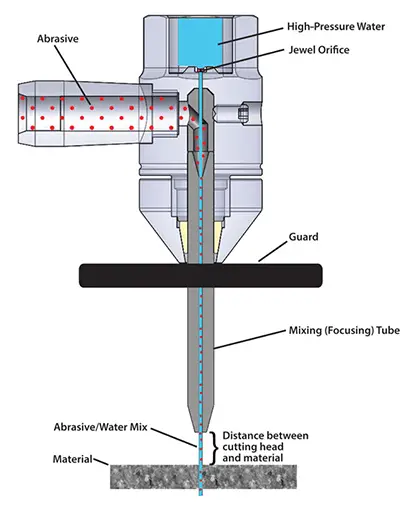
Основной принцип работы гидроабразивного резака одновременно прост и сложен. Процесс начинается с насоса, подающего воду под давлением в трубку высокого давления, которая затем выходит через режущая насадка.
Несмотря на простоту объяснения, конструкция резака сложна и точна, он способен создавать давление в 60 000 PSI.
Небольшая утечка в системе может привести к длительному повреждению деталей в результате эрозии, поэтому производители и инженеры уделяют большое внимание работе с материалами под высоким давлением и использованию специализированных технологий при сборке оборудования. Пользователям достаточно иметь базовое представление о как управлять резак.
Абразивные фрезы используются в различных отраслях промышленности, включая автомобильную, аэрокосмическую и стекольную, с 1982 года, а первые из них появились в 1970 году. С течением времени точность резки постоянно повышалась.
Давление абразивной фрезы может достигать 55 000 PSI, а вода под высоким давлением выходит из крошечного сопла со скоростью 762 м/с, что в 2,5 раза быстрее скорости звука.
Благодаря подмешиванию гранатового песка в высокоскоростную струю воды процесс резки превращается в процесс шлифования и резки. Сила и действие создаются водой, которая направляется на обрабатываемый материал со скоростью 305 М/с.
Основной принцип работы водяной струи
В общем, водоструйный резак работает за счет преобразования механической энергии от источника питания (двигателя) в энергию давления с помощью специального устройства (например, бустерного порта или насоса высокого давления).
Вода под давлением проходит через небольшое сопло, преобразуя энергию давления в кинетическую энергию и образуя высокоскоростную струю. Именно поэтому резак часто называют высокоскоростной водяной струей.
Формы резки воды
Что касается качества воды, то существует две формы резки водой под сверхвысоким давлением (UHP): резка чистой водой, при которой щель реза составляет около 0,1-1,1 мм, и резка абразивом, при которой щель реза составляет около 0,8-1,8 мм.
С точки зрения конструкции, гидроабразивная резка UHP может иметь различные формы, например, портальную или консольную конструкцию с двумя-тремя осями ЧПУ, которые обычно используются для резки пластин.
Есть также роботизированная конструкция с пятью-шестью осями ЧПУ, которая в основном используется для раскроя деталей интерьера автомобилей и внутренней отделки салонов.
Особенности водяной резки
Широкий диапазон резки: Станок гидроабразивной резки способен разрезать широкий спектр материалов, включая металл, мрамор, стекло и другие.
Высококачественная резка: Машина производит гладкую пропил без шероховатостей и заусенцев.
Минимальная тепловая обработка: В процессе резки используется вода и абразив, при этом выделяется очень мало тепла или его вообще нет, что делает его идеальным для работы с термочувствительными материалами, такими как титан.
Экологически чистый: В процессе резки используется вода и песок, при этом песок не выделяет токсичных газов, что делает его экологически чистым и безопасным для прямого сброса.
Нет необходимости в замене фрезы: Нет необходимости в замене узла режущей машины, так как одна насадка может обрабатывать различные материалы и формы, что позволяет экономить средства и время.
Уменьшенный Бурр: Абразивная гидроабразивная резка создает меньше заусенцев на срезе, что делает ее предпочтительным вариантом.
Быстрое программирование: Программа в основном создается с помощью чертежного программного обеспечения CAD, позволяющего создавать линейные чертежи или вводить файлы DXF из других программ. Кроме того, машина поддерживает программное обеспечение сторонних разработчиков, например, программное обеспечение для раскроя, что позволяет минимизировать отходы и оптимизировать использование материалов.
Простое программирование: Программы, созданные с помощью другого программного обеспечения, могут быть переданы на станок, который строит траекторию движения инструмента на основе САПР и рассчитывает точное позиционирование режущей головки и скорость резки. Все, что нужно сделать пользователю, - это указать материал и толщину, которую необходимо разрезать, а все остальное сделает станок.
Можно комбинировать с другим оборудованием: Гидрорезку можно комбинировать с другим технологическим оборудованием, например, с бурильной головкой, чтобы максимально увеличить производительность и оптимизировать расход материала.
Необходимы минимальные настройки: Для фиксации заготовки требуется лишь небольшое боковое давление, что снижает необходимость в сложных зажим и связанные с этим хлопоты.
Преимущества и недостатки гидроабразивной обработки
Преимущества:
Высокая эффективность обработки
Отсутствие зон, подверженных тепловому воздействию
Высокая точность обработки
Отсутствие изменений в механических свойствах обрабатываемого материала
Возможность обработки практически всех материалов и т.д.
Не идеально подходит для обработки мягких и эластичных материалов
Невозможно разрезать твердые материалы, такие как сталь, металлокерамика, высокопрочные композитные материалы и твердые породы чистой водяной струей; абразивная водяная струя имеет проблемы быстрого износа сопла и высокой стоимости резки
Более высокая стоимость оборудования по сравнению с другими методами резки
Низкая скорость подачи и низкая точность по сравнению с лазерной резкой, плазменно-дуговая резка, проволочный электродный электроэрозионный способ и другие методы
Сложные условия и множество параметров, влияющих на качество резки, что приводит к возможному расслоению и образованию полос на срезе.
Концепция технологии гидроабразивной обработки
Высокое давлениеГидроабразивная обработка
Гидроабразивная обработка под высоким давлением предполагает использование воды или жидкости с добавками, которая подается под давлением нагнетателя через водяной насос.
Эта жидкость под высоким давлением проходит через накопитель жидкости и, наконец, образует высокоскоростной поток жидкости со скоростью 300-900 метров в секунду через сопло, который затем распыляется на поверхность заготовки для удаления и модификации материала.
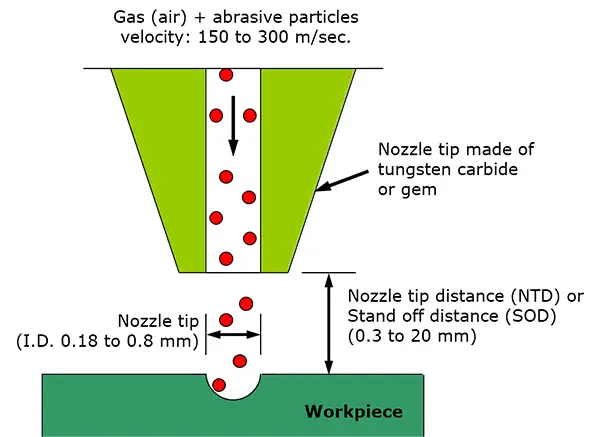
Абразивно-струйная обработка
Абразивная струйная обработка (AWM) - это процесс, в котором используется высокоскоростной поток струи, состоящий из микроабразивов и воздуха или других газов под высоким давлением.
Материал на поверхности заготовки удаляется и изменяется под воздействием высокоскоростного удара и эрозии абразивов, которые подаются через специально разработанное сопло.
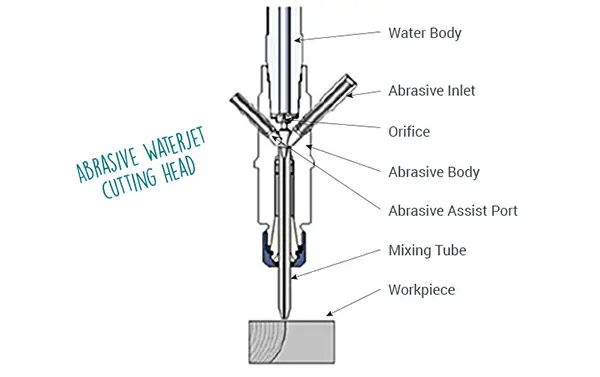
Абразивная гидроабразивная обработка
Абразивная водоструйная обработка (AWJ) - это метод, при котором в качестве рабочей среды используется вода, а высокое давление создается с помощью устройства, генерирующего высокое давление.
Водяной луч под высоким давлением смешивается с абразивом через устройство подачи и смешивания, образуя двухфазную жидко-твердую струю. Она удаляет и изменяет материал поверхности заготовки благодаря высокоскоростному удару и очистке абразива и водяного пучка высокого давления.
К преимуществам AWJ относятся высокая адаптивность, широкий диапазон резания, доступность источников воды и абразива, а также низкая стоимость. Кроме того, он отличается экологической чистотой и не выделяет вредных газов, пыли, дыма и не загрязняет окружающую среду.
Несколько режущих головок могут работать одновременно для быстрой и эффективной резки, а сам процесс является гибким и универсальным для обработки сложных деталей.
Кроме того, обеспечивается хорошая рабочая среда без приспособлений, простота эксплуатации и гладкая поверхность реза без заусенцев. Холодная обработка не влияет на физико-механические свойства и межкристаллитную структуру материала.
В целом, AWJ сочетает в себе преимущества абразивной и водоструйной обработки, расширяя диапазон обработки и обеспечивая превосходные результаты.
Классификация водоструйных аппаратов
Водоструйные аппараты можно разделить на следующие три типа:
Непрерывная струя
Импульсная струя
Кавитационная струя
1. Непрерывная струя
Классификация струйной техники:
Основываясь на характеристиках самолета: i. Жидкостная струя (включая водяную струю и другие жидкие струи) ii. Жидкостно-твердая струя (абразивная струя) iii. Жидко-газо-твердая струя (пневматическая подача абразива)
В зависимости от давления струи: i. Струя низкого давления (рабочее давление струи менее 10 МПа, в качестве основного двигателя системы используется центробежный насос или поршневой насос низкого давления) ii. Струя высокого давления (рабочее давление струи составляет 10-100 МПа, в качестве основного двигателя системы используется поршневой насос высокого давления) iii. Струя сверхвысокого давления (рабочее давление струи более 100 МПа, в качестве основного двигателя системы используется поршневой насос сверхвысокого давления или нагнетатель)
Судя по прессе, окружавшей самолет: i. Погружная струя (струя, работающая в воде или другой жидкости) ii. Непогружная струя (струя выбрасывается в воздух)
Основано на использовании струи: i. Струя распыления (используется для пылеподавления, спринклерного орошения и т.д.) ii. Моделирование струи (используется для фонтана, искусственного водопада, водяной завесы и т.д.) iii. Вакуумная струя (водоструйный отсос) iv. Цилиндрическая струя (используется для пожаротушения, очистки и т.д.) v. Тонкая струя (используется для очистки, резки и т.д.)
2. Импульсная струя
Импульсная струя - это прерывистая струя, по внешнему виду напоминающая пулю. Она создается следующими методами:
(1) Внезапный выброс накопленной энергии или воды из пушки;
(2) Экструзия под давлением;
(3) Регулирование расхода, также известное как "гидроудар".
Производительность этого типа струи зависит от таких факторов, как частота образования гидроударов, отношение длины гидроудара к диаметру струи и энергия гидроудара.
3. Кавитирующая струя
Кавитирующая струя - это тип непрерывной струи, в которой кавитационные пузырьки образуются естественным образом. Этот процесс стимулирует рост кавитационных ядер, или пузырьков в жидкости, которые втягиваются в струю и продолжают расти, пока не столкнутся с очищаемой или разрезаемой поверхностью, что приводит к их разрушению.
В процессе разрушения создается чрезвычайно высокое давление и микроструи с напряжением, превышающим предел прочности большинства материалов.
Преимущества гидроабразивной резки
Преимущества абразивной гидроабразивной обработки заключаются в следующем:
Отсутствие ограничений по направлению резки позволяет создавать различные формы реза.
Создает минимальные поперечные и продольные усилия, сокращая время и затраты на установку приспособлений.
Может выполнять функции сверления и резки, сокращая время и стоимость обработки.
Отсутствие термического воздействия, деформации или мелких трещин исключает необходимость вторичной обработки, экономит время и производственные затраты.
Отсутствие выбросов токсичных газов обеспечивает более безопасную рабочую среду для операторов.
Позволяет сократить время и стоимость изготовления заготовок.
Экономия прямых производственных затрат за счет сокращения производства отходов.
Может выполнять резку заготовки за один раз с хорошим качеством резки, экономя время и стоимость обработки.
Какой материал можно резать струей воды под сверхвысоким давлением
Водяная струя сверхвысокого давления может резать все виды толстых и твердых материалов, таких как нержавеющая сталь, алюминий, медь, сталь, мрамор, сплавы металлов, стекло, пластик, керамика, плитка и все виды видимых материалов.
Применение водяной струи
Гидроабразивная резка под высоким давлением предполагает использование высокоскоростной струи с высокой кинетической энергией, также известной как высокоскоростная гидроабразивная обработка. Это один из видов обработки высокоэнергетическими лучами, аналогичный обработке лазером, ионным и электронным лучами.
Будучи новой инновационной технологией, гидроабразивная резка под высоким давлением произвела революцию в индустрии резки и имеет широкий спектр применения.
С развитием технологий и преодолением некоторых ограничений гидроабразивная резка под высоким давлением стала дополнением к другим процессам резки.
Технология широко используется в различных отраслях промышленности, включая аэрокосмическую, автомобильную, машиностроительную, строительную, медицинскую, электронно-энергетическую, химическую, производство спортивных товаров, военную и новые материалы-родственные области.
В аэрокосмической промышленности гидроабразивная резка под высоким давлением используется для резки различных сплавов и новых материалов, таких как композитные материалы из углеродного волокна и пластиковое стекло, не вызывая термического воздействия и не повреждая свойства материала.
В автомобильной промышленности он используется для резки различных неметаллических и композитных материалов, включая наружные панели кузова и дверные коробки.
В военной промышленности он используется для уничтожения оружия и разрушения горючих и взрывоопасных объектов.
В машиностроении и строительстве он может использоваться для резки всех виды металланеметаллические, хрупкие пластиковые материалы, а также труднообрабатываемые материалы, такие как керамика и бетон, с высокой эффективностью и точностью.
Гидроабразивная технология также используется в бумажной и резиновой промышленности, а абразивная - в камнеобрабатывающей, керамической, аэрокосмической и металлообрабатывающей промышленности.
В частности, применение водоструйной технологии в автомобилестроении растет с развитием отрасли и потребностью в высокой эффективности и точности.
Сочетание водоструйного оборудования и роботов особенно эффективно при обработке деталей интерьера автомобилей. Труба с водой под высоким давлением наматывается на руку робота, а рука и запястье робота могут перемещать сопло водоструйной головки по прямой или дуге для трехмерной обработки.
Применение водоструйной технологии в промышленной очистке
Водоструйная технология находит широкое применение, включая очистку аэрозольных кабин в автомобильной промышленности, очистку труб теплообменников в нефтехимической промышленности, очистку резиновых взлетно-посадочных полос самолетов, обработка поверхности для промышленного удаления ржавчины и антикоррозийной обработки, очистки деталей двигателей в аэрокосмической промышленности и очистки радиационных загрязнений на атомных электростанциях.
В последние годы некоторые компании с большим успехом применяют технологию сверхвысокого давления для консервирования продуктов питания. Например, американская компания Hemell заработала хорошую репутацию в отрасли консервирования продуктов питания благодаря своему оборудованию сверхвысокого давления.
Водоструйная технология может использоваться для очистки автомобилей, высотных зданий, взлетно-посадочных полос аэропортов, теплообменников на химических заводах и многого другого. На рынке появилось множество очистительных машин и установок, а для удовлетворения потребностей пользователей возникли различные клининговые компании и поставщики услуг.
Согласно последним исследованиям Университета Миссури Ролла, водяная струя высокого давления обладает огромным потенциалом. Она может дробить уголь на мелкие частицы для очистки и получения чистого топлива, а также отделять древесные волокна при гидравлической варке целлюлозы.
В 2002 году компания Flow в США вывела технологию сверхвысокого давления на новый уровень, выпустив водоструйное оборудование сверхвысокого давления с максимальным давлением 87000 мпа, которое значительно повысило эффективность производства и снизило затраты на 40% по сравнению с предыдущими методами.
Поскольку технология гидроабразивной обработки продолжает развиваться и расширяться, ее потенциал для роста и применения безграничен.
Факторы, влияющие на гидроабразивную обработку
Параметры системы: Давление в водоструйной системе;
Параметры конструкции сопла: Диаметр сопла, радиус фаски, длина смесительной трубы, диаметр смесительной трубы;
Параметры абразива: Материал абразива, диаметр частиц, расход абразива, форма частиц;
Режим смешивания: Привод под давлением или всасывание под отрицательным давлением;
Состояние смешивания абразива: Сухой порошок или суспензия;
Параметры резки: Скорость подачи, расстояние до цели, количество срезов, угол струи;
Параметры материала: Прочность, твердость, плотность и т.д.
Точность гидроабразивной резки
Точность гидроабразивной резки обычно составляет от 0,1 мм до 0,25 мм, что зависит от нескольких факторов, включая точность станка, диапазон размеров разрезаемой заготовки, а также толщину и материал заготовки.
Как правило, точность позиционирования системы станков находится в диапазоне от 0,01 мм до 0,03 мм.
Насколько широка режущая щель гидроабразивной установки
Размер и толщина разрезаемого материала, а также используемая насадка определяют ширину пропил.
Обычно пропил при абразивной резке составляет около 1,0-1,2 мм. С увеличением диаметра абразивного сопла пропил становится шире.
Какой скос получается при гидроабразивной резке
Качество скошенной кромки зависит от скорости резки, а хорошее качество резки обычно составляет около 0,1 мм.
Абразив, используемый для водяной резки
В качестве абразивов для гидроабразивной резки используются кварцевый песок, гранат, речной песок и алмазный песок. Размер зерна абразивов обычно составляет 40-70 меш, при этом твердость абразива влияет на размер зерна и режущую способность.
Как правило, чем выше твердость абразива, тем больше размер зерна и тем сильнее режущая способность.
Какой материал следует резать гидроабразивной струей
Как правило, для гидроабразивной резки лучше всего подходят материалы со сложным рисунком, толщиной, трудно поддающиеся резке, а также хрупкие и термочувствительные.
Сравнение нескольких методов резки
Гидроабразивный станок против фрезерование
Для резки и сверления краев заготовки использование абразивной фрезы гораздо быстрее, проще в организации и экономичнее по сравнению с глухими отверстиями, сверлением и нарезанием резьбы.
Это связано с тем, что с помощью гидроабразивной резки мы можем разрезать заготовку за один проход, без необходимости шлифовать металл на части.
Когда требуется вырезать точные заготовки, абразивная фреза - это инструмент, который позволяет получить практически готовые изделия за один проход без термического воздействия.
Кроме того, отходы, образующиеся при работе абразивной фрезы, часто имеют ценность, поскольку они представляют собой целые куски, а не стружку, и могут быть переработаны.
Водяная струя против газовая резка
Очевидно, что процесс газовая резка горячая и приводит к термическому воздействию на конечный продукт. В отличие от этого, абразивная резка обычно приводит к более качественной обработке поверхности, без шлака на обратной стороне заготовки, что снижает необходимость вторичной обработки.
Кроме того, толщина резки не ограничена, а расстояние между режущими элементами может быть уменьшено для экономии материала.
Инвестиции, необходимые для лазерная резка оборудование является значительным. В настоящее время оно используется в основном для резки тонких стальных листов и некоторых неметаллические материалы. Скорость резки высокая, точность высокая, но при этом на режущем шве образуется след от дуги и возникает тепловой эффект.
Кроме того, лазерная резка может не подойти для некоторых материалов, таких как алюминий, медь и другие цветные металлы и сплавы, особенно для резки толстых металлических листов, так как поверхность реза может быть не идеальной или даже не поддаваться резке.
В настоящее время исследования в области мощных лазерных генераторов направлены на решение проблемы резка толстой стали пластин, но затраты на инвестиции в оборудование, его обслуживание и эксплуатацию весьма значительны.
В отличие от них, резка водой имеет ряд преимуществ, включая низкую стоимость инвестиций, экономичность, возможность резки широкого спектра материалов, высокую эффективность, простоту эксплуатации и обслуживания.
В некоторых аспектах гидроабразивная струя лучше лазерной
При гидроабразивной резке нет ограничений по толщине реза.
Отражающие материалы, такие как латунь и алюминий, также можно эффективно резать.
Не требуется тепловая энергия, поэтому нет риска обжечься или получить тепловой эффект.
При регулировке скорости резки необходимо изменить только скорость резки, без необходимости модификации газа, фокуса или других компонентов.
Производственную мощность можно легко увеличить за счет установки нескольких режущих головок.
Обслуживание лазерного оборудования является более специализированным и сложным, в то время как водоструйное оборудование требует относительно меньшего обслуживания.
Кроме того, покупка полного комплекта оборудования для гидроабразивной резки обходится дешевле, всего в 1/2 - 1/3 стоимости оборудования для лазерной резки.
Водяная струя противплазма резка
Плазменная резка имеет значительное термическое воздействие, низкую точность, а поверхность среза нелегко поддается повторной обработке.
С другой стороны, резка водой - это процесс холодной резки, который не вызывает тепловой деформации и позволяет получить высококачественную поверхность реза без необходимости вторичной обработки. Если требуется дальнейшая обработка, ее также легко выполнить.
Водяная струя противпровод резка
При обработке металлов WEDM (Wire Electrical Discharge Machining) обеспечивает высокую точность, но очень низкую скорость резания. В некоторых случаях требуются дополнительные методы, такие как прошивка и нарезание резьбы.
Кроме того, при использовании WEDM размер резки ограничен. С другой стороны, гидроабразивная резка позволяет пробивать и резать любые материалы с более высокой скоростью и с дополнительной гибкостью в виде переменного размера обработки.
Сравнение водяной резки и других методов резки
Процесс штамповки и резки может быть использован для эффективной и быстрой резки некоторых металлических деталей, но для этого требуются специальные штампы и резаки.
С другой стороны, резка водой более гибкая и может быть использована для резки заготовок любой формы в любое время. Это особенно полезно при резке толстых и твердых материалов, поскольку в таких случаях технологии штамповки и резки могут быть затруднены или невозможны.
Пламенная резка является распространенным процессом резки в металлургии, но она имеет большой диапазон толщины резки и значительный тепловой эффект, низкое качество поверхности резки и точность.
С другой стороны, резка водой может использоваться для резки специальных материалов, таких как сплавы с высокой температурой плавления и композитов, а также обладает высокой точностью при резке листов нормальной толщины в стекольной, каменной и керамической промышленности.
Стоит отметить, что если лазерная, плазменная, газовая, проволочная резка, пиление, фрезерование и другие методы обработки способны удовлетворить требования к обработке, то резка водой обычно не подходит.
Эксплуатационные расходы на гидрорезку высоки, а импортные расходные материалы, такие как сопла, направляющие втулки и уплотнения высокого давления, стоят дорого.
В заключение следует отметить, что, хотя водяная резка имеет свои преимущества, в некоторых случаях она может не подойти.
Что должно входить в комплект оборудования для гидроабразивной резки?
Полный комплект оборудования для гидроабразивной резки должен включать в себя как минимум следующие компоненты: насос сверхвысокого давления, головку для гидроабразивной резки, a CNC стол для резки и компьютерный шкаф управления.
Подробности таковы:
Рабочий стол
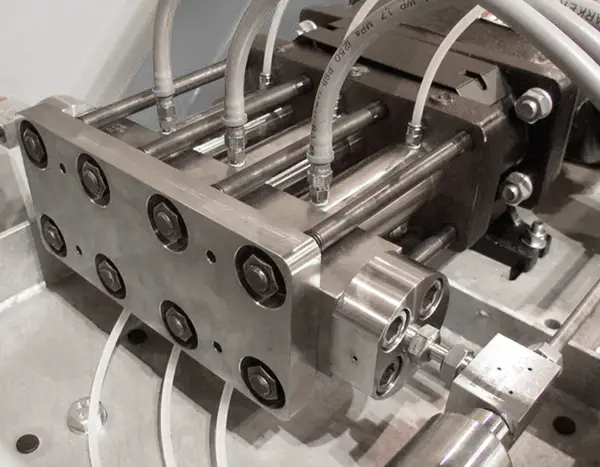
Насос высокого давления
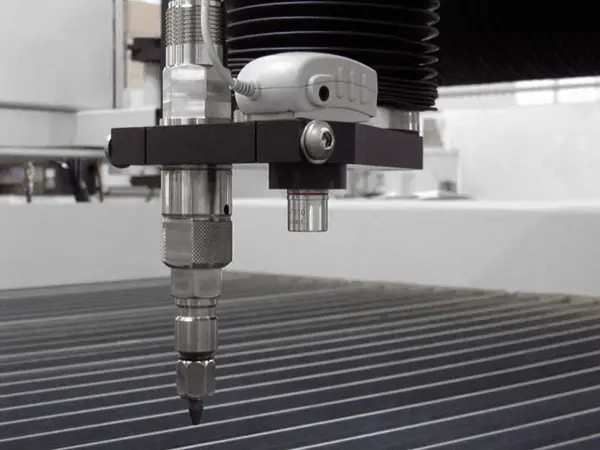
Режущая головка
Система транспортировки песка
Охлаждающее устройство
Система фильтров
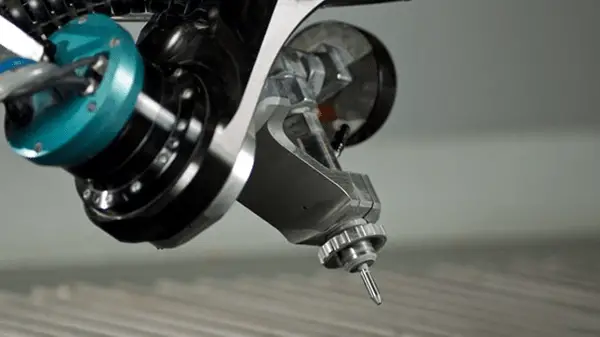
Пятиосевая технология гидроабразивной резки
Из-за эффекта градиента энергии способность лазерной, кислородной, плазменной, струйной и других видов резки снижается по мере углубления плоскости реза (дальше от сопла).
В результате сформированная поверхность реза часто не перпендикулярна поверхности заготовки, создавая уклон реза, что является недостатком, присущим всем методам резки.
Были предприняты попытки уменьшить наклон резания путем увеличения энергии резания или снижения скорости резания, однако полностью решить проблему невертикального резания не удается.
В 1997 году была предложена идея наклоняемой режущей головки. В настоящее время на рынке имеются коммерчески доступные продукты. Этот метод является наиболее прямым и эффективным решением проблемы наклона режущей головки и повышения точности.
Наклонная режущая головка работает за счет добавления двух осей вращения к исходной трехосевой платформе. Система использует предварительно заданную модель склона и расчеты траектории резания в режиме реального времени.
В зависимости от материала и толщины разрезаемой заготовки режущая головка непрерывно поворачивается в процессе резки, позволяя заготовке достичь идеального состояния наклона без помех.
Поиск и устранение неисправностей станка гидроабразивной резки
Для станка гидроабразивной резки с водой гидравлический пресс
Пульсация: давление нестабильно, например, от 150MPa до 230MPa
Решение:
Чтобы устранить проблему, сначала проверьте пульсацию прозрачной трубки впуска воды, чтобы убедиться, что она в норме. Определив, какой цилиндр высокого давления вызывает проблемы, разберите его и проверьте сердечник клапана впуска воды, седло клапана выпуска воды и пружину.
Обычно ремонт этих деталей решает проблему, но если устранить ее не удается, то может потребоваться их замена. Частой проблемой в этой ситуации является пружина.
Давление стабильно, но не в нормальном состоянии.
Например: обычные 230 МПа, теперь 170 МПа или 140 МПа.
Решение:
Проверьте пульсацию водозаборной трубки, чтобы определить, нет ли примесей, блокирующих сердечник водозаборного клапана в одном из цилиндров высокого давления.
Проверьте клапан сброса давления на герметичность и убедитесь, что он возвращает воду в малый резервуар для воды.
Осмотрите все части главного двигателя на предмет утечек воды.
Давление составляет всего десятки Mpa, или без давления
① Убедитесь, что водо-, электро- и газоснабжение в норме.
② Проверьте, не проскальзывает ли ремень и не ослаблен ли он.
③ Проверьте, добавлен ли алмазный абразив.
④ Определите, не работает ли один из трех цилиндров высокого давления, так как если два цилиндра не работают одновременно, давление будет значительно снижено или вообще отсутствовать.
Ненормальный шум цилиндра высокого давления в картере, большой диапазон скачков амперметра и нестабильное давление.
Существует две возможные причины шума:
Большая гайка шатуна коленчатого вала может быть ослаблена;
Сердечник впускного клапана в корпусе большого клапана может быть засорен или ограничительная пластина не выровнена должным образом.
Решения:
Затяните гайку шатуна.
Разберите сердечник клапана, ограничительную пластину и маленькую гайку для впуска воды, затем с помощью наждачной бумаги 1000# удалите грязь и царапины на поверхности корпуса клапана и сердечника клапана или замените ограничительную пластину.
Разрезанное стекло треснет
Уровень стекла
Есть ли кормление песком
Слишком высокое давление
Является ли добыча песка слишком большой или слишком маленькой
Замените кусок стекла, чтобы определить, одинаковый ли материал.
Трубка с драгоценным камнем и песком
Нормальный срок службы драгоценных камней составляет от 17 часов до 7-14 дней. При длительном использовании качество резки может ухудшиться, и появятся такие симптомы, как большое количество тумана вокруг режущей головки, рассеянные водяные стрелки, пропуск кромок, острые зубья и разница в показаниях давления по сравнению с нормальной частотой.
Нормальный срок службы пескоструйных труб составляет 3-8 месяцев в зависимости от их качества и времени использования. Со временем сопло может увеличиться в размерах, получить эксцентричное отверстие или эллиптическую форму, что приведет к тому, что режущая заготовка будет иметь большой наклон, раструбные края, угловое разрушение и другие проблемы. Это может привести к уменьшению размера заготовки или снижению скорости резки.
Давление в норме, водопровод в норме, но режущая способность плохая
Причина отказа:
Повреждена пластиковая труба подачи песка
Поток песка слишком мал
Повреждена труба подачи песка
Метод лечения:
Замените пластиковую трубу подачи песка на новую
Отрегулируйте ручку регулировки потока песка, чтобы увеличить поток песка
Замена трубы для забора песка
Давление в системе нормальное, но режущая способность низкая
Причина отказа:
Насадка повреждена
Износ смесительной камеры
Песчаная труба повреждена
Запасы песка слишком малы
Метод лечения:
Замена форсунки для геммы
Замена камеры для смешивания песка
Замена песчаной трубы
Увеличить приток песка
При включении высокого давления вода не выбрасывается из песчаной трубы, в то время как из входной песчаной трубы вода выбрасывается
Причина отказа:
Песчаная труба заблокирована
Метод лечения:
Замените песчаную трубу на новую или удалите посторонние частицы в песчаной трубе с помощью высокого давления
Линия воды без добавления песка нормальная, а после добавления песка вода расходится, и режущая способность снижается
Причина отказа:
Замена песчаной трубы
Метод лечения:
Песчаная труба повреждена
Для станка гидроабразивной резки с маслом гидравлический пресс
"Режущий песок"
Проверьте, есть ли режущий материал просто разрезается на полосу сетки.
Проверьте, равномерно ли и достаточно ли количество песка.
Убедитесь, что давление в норме.
Проверьте, не нужно ли заменить драгоценный камень.
"Направляющий клапан не работает"
Проверьте, горят ли две сигнальные лампочки на распределительном клапане.
Проверьте, не упало ли давление до 0.
Проверьте, включено ли реле реверсивного клапана.
При наличии вышеуказанных факторов проверьте, не ослабло ли реле и не застрял ли ударник на стороне 2 распределительного клапана.
"Ненормальная работа главного двигателя"
Проверьте, нажата ли кнопка аварийного останова.
Проверьте, достаточен ли ток в источнике питания.
Проверьте, включено ли реле, не ослаблен или не оборван ли входящий провод.
Если машина неоднократно запускается и останавливается по треугольной схеме, проверьте, не превышено ли верхнее предельное давление, установленное терморегулятором.
"Сигнализация манометра"
Когда давление увеличится до 400-500, проверьте, не засорился ли гем на режущей головке, не забита ли песочная трубка примесями.
Проверьте, не порван ли передающий провод манометра или не сломан ли сам манометр.
"Провал кабинета"
Если компьютер не включается, а вентилятор в электрошкафу не работает, проверьте, не ослаблен ли разъем в середине шкафа, выключены ли многочисленные реле утечки и воздуха, нормально ли горит регулятор напряжения и не срабатывает ли выключатель.
Если нож не работает, проверьте, работает ли реле, включены ли оба источника питания, а также не заклинило ли внешнюю и внутреннюю части режущей головки.
При наличии аварийного сигнала энкодера определите, достигла ли ось XY предельного положения, отпущена ли кнопка аварийного останова и отключены ли входящие и исходящие линии.
После исключения вышеуказанных условий попробуйте включить аварийную остановку, отпуская ее каждые 15 секунд, чтобы убедиться, что ситуация разрешилась.
Если нет, отключите питание и перезапустите весь аппарат. Если проблема сохраняется, обратитесь к производителю.
"Большой корпус клапана"
Если утечка воды из предохранительного отверстия небольшая, попробуйте отключить высокое давление и затянуть гайку.
Если утечка воды из предохранительного отверстия велика, откройте выпускной клапан и проверьте, нет ли износа или взрыва. При необходимости замените.
Если скачок давления очень велик, а диапазон падения составляет 400-200, и некоторые детали прорезаются, а некоторые вылетают, прощупайте рукой частоту синего шланга. Если вода течет только в одном направлении, и есть только одна частота поступления воды, а шланг горячий, разберите большой корпус клапана и проверьте, не заблокированы ли сердечник клапана подачи воды и ограничительная пластина загрязнениями или не появилась ли ржавчина. Снимите ограничительную пластину и проверьте, не изношена ли контактная поверхность между сердечником впускного клапана и корпусом большого клапана. Отшлифуйте контактную поверхность корпуса клапана и сердечника клапана наждачной бумагой 1000-1500, продуйте ее и повторите попытку.
“Переключатель режущей головки“
Невозможность герметизации воды: После резки, когда переключатель переводится во второе положение, высокое давление не прекращается. Это может привести к шлифовке заготовки, если станок продолжает работать.
Шаги по устранению неполадок: Сначала проверьте, есть ли свободный воздух. Затем проверьте, правильно ли работает воздушный клапан.
Если после устранения неполадок проблема не исчезла, разберите предохранительный клапан режущей головки и проверьте иглу и седло на предмет износа или неправильной посадки. При необходимости замените изношенные детали.
“Компьютер“
Не работает: Если компьютер не работает, обратитесь к разделу 5 для устранения неполадок. Если проблему устранить не удается, обратитесь за помощью к специалисту по обслуживанию компьютеров.
Резервное копирование: В случае паралича системы на жестком диске имеется резервная копия, которую можно восстановить с помощью функции "Восстановление одним щелчком мыши".
Ремонт: При других неисправностях компьютер можно отнести в ремонтную мастерскую. Однако убедитесь, что установленная новая система включает в себя программное обеспечение Auto CAD и программу для резки Ncstudio, чтобы обеспечить надлежащую функциональность.
Подключение к сети: Компьютерный отдел должен подключить сетевой кабель к Интернету, чтобы избежать возможного заражения.
Чистка от пыли: Рекомендуется регулярно чистить компьютер от пыли.
"Сокращение программного обеспечения“
1-1) Если при открытии программы резки появляется сообщение об ошибке "Ошибка самопроверки оборудования", выполните следующие действия для обновления драйвера:
Щелкните правой кнопкой мыши на "Мой компьютер".
Перейдите в "Диспетчер устройств".
Найдите "Карту устройства ЧПУ" и дважды щелкните, чтобы открыть ее.
Найдите "Nike control card" и щелкните правой кнопкой мыши, чтобы обновить драйвер.
Выберите местоположение из списка и нажмите "Далее".
Переходите к следующему шагу до тех пор, пока обновление не будет завершено.
Примечание: Не переходите к следующему шагу, пока не закончите текущий.
1-2) Если обновление драйвера не помогло решить проблему, попробуйте переустановить программное обеспечение для резки. Если проблема сохраняется, повторите попытку позже.
1-3) Если предыдущие шаги не увенчались успехом, вам может потребоваться разобрать компьютер, чтобы устранить неполадки.
Найдите плату управления Nikai и снимите ее.
Очистите все скопления пыли с помощью безводного спирта или мягкой ткани.
Очистите металлические пальцы ластиком.
Установите плату управления на место и повторите попытку.
Если проблема сохраняется, попробуйте изменить положение слота и повторить действия.
2) Если при открытии программы нет сообщения об ошибке, но вы не можете нажать ни одной кнопки или установить программу для резки, попробуйте выполнить следующие действия:
Запустите на компьютере антивирусную проверку, чтобы обнаружить возможные вирусные инфекции.
Если проблема сохраняется, попробуйте выполнить новую установку системы, так как программное обеспечение могло быть заражено вирусом.
Примечание: Прежде чем приступать к установке новой системы, обязательно создайте резервную копию важных данных и файлов.
3) Если программное обеспечение не может управлять машиной, выполните следующие действия для устранения неполадок:
Убедитесь, что три кнопки аварийной остановки не задействованы.
Проверьте наличие любых программных или аппаратных аварий, включая энкодер, расположенный за электрошкафом.
Проверьте программное обеспечение, диагностируйте любые проблемы и проверьте аппаратные порты.
Обратите внимание на индикаторы состояния портов. Красный индикатор - нормальное состояние, а зеленый индикатор - проблема.
При необходимости измените полярность с помощью функции F5. Проверьте, устраняет ли это проблему.
Убедитесь, что ось XYZ не достигла своего предела.
Проверьте, подают ли сигналы манометр и регулятор температуры.
Примечание: Если вы не можете решить проблему, обратитесь за помощью к квалифицированному специалисту.
4) Если программное обеспечение по-прежнему не работает, выключите питание и попробуйте снова.
5) Если чертеж не удается открыть, проверьте, не открыт ли он в настоящее время в CAD. Закройте CAD и откройте нужный чертеж.
6) Место происхождения:
При проверке правильности работы нажатие кнопки аварийной остановки может привести к перемещению источника.
Если ось XY проверяется на предельные возможности, это также может вызвать перемещение исходного положения. Проверьте, не перемещается ли заготовка или не закреплена ли она должным образом.
7) Если ось XY неактивна:
Проверьте, не достиг ли он своего предела или не включена ли кнопка аварийной остановки.
Проверьте, нет ли аварийных сигналов от энкодера (расположенного за электрошкафом), и нажмите кнопку аварийного останова на 15 секунд перед повторным запуском.
Примечание: Если проблема не решается, обратитесь за помощью к квалифицированному техническому специалисту.
10. Техническое обслуживание
Регулярно заправляйте машину, включая 3 оси XYZ, масляный бак подъемного стола и масляный бак главного двигателя. Используйте гидравлическое масло для машины и убедитесь, что оно устойчиво к высоким температурам. Регулярно проверяйте уровень масла в баках.
Очищайте кожух станка после каждого рабочего дня или смены, стараясь не попадать водой на электрический шкаф, три двигателя станка или хост. Это может привести к утечке электричества или повреждению деталей.
Регулярно проверяйте все детали и гайки на предмет утечки воды, скольжения зубьев и ослабления.
При установке или снятии деталей тщательно очищайте их. При установке нанесите синий клей (средство против прилипания резьбы) на места с резьбой. Избегайте использования других веществ, таких как масло или смазочное масло, которые могут привести к прилипанию деталей.
Регулярно проверяйте электрические компоненты на предмет ослабления и риска выпадения участков цепи. Не забывайте отключать питание перед выполнением этих проверок.
Перспективы развития технологии гидроабразивной обработки
Повышение надежности и долговечности
Особое внимание следует уделить увеличению срока службы ключевых компонентов, таких как насос высокого давления, шланг высокого давления, соединитель и форсунка.
Это повышает эффективность, снижает расход абразива и энергопотребление, делая стоимость более конкурентоспособной.
Интеллектуальное управление
Параметры процесса можно регулировать в режиме реального времени во время обработки для повышения точности. Этот подход может быть использован для производства деталей с особыми требованиями к точности, а его технико-экономический эффект сопоставим с эффектом от плазменной и лазерной обработки.
Расширение области применения
Сфера применения гидроабразивной обработки постоянно расширяется: от двухмерной резки и удаления заусенцев до обработки отверстий и трехмерной обработки поверхностей.
Расширение теоретических исследований
Особое внимание следует уделить созданию модели водоструйной обработки и изучению теории многофазных потоков, чтобы продвинуться в этой области.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как производители добиваются точности и эффективности при резке нержавеющей стали? В этой статье мы рассмотрим шесть передовых методов резки нержавеющей стали, выделим их преимущества и приложения.....
Представьте себе, что вы режете сталь или мрамор лишь струей воды. Такова сила абразивной водоструйной технологии - революционного метода, использующего воду под высоким давлением...
Представьте себе настолько точную технику резки, что она революционизирует производство важнейших компонентов двигателей и трансформаторов. Водяная резка листов из кремнистой стали именно это и делает, предлагая превосходное качество и эффективность....
Вы когда-нибудь задумывались, сколько на самом деле стоит эксплуатация станка гидроабразивной резки? В этой статье рассматриваются общие расходы, включая амортизацию оборудования, расходные материалы и рабочую силу, и предлагается полное руководство по...
Как операторы могут обеспечить безопасность при работе на станках гидроабразивной резки с ЧПУ? В этой статье описаны важнейшие правила безопасности, начиная с подготовки к запуску и заканчивая устранением типичных неполадок. Вы узнаете о таких важных мерах предосторожности, как...