Waterjet Cutting: The Ultimate Guide for Beginners
In the rapidly evolving world of manufacturing, cost-cutting is king. Waterjets have emerged as a game-changer, offering unparalleled versatility and efficiency. But how can you harness their full potential to minimize costs and maximize profits? In this article, a seasoned mechanical engineer shares insider tips and expert insights to help you master the art of waterjet cutting. Discover the secrets to optimizing your operations and staying ahead of the competition.
Engineers and manufacturers constantly strive to find ways to reduce costs, and waterjets have proven to be highly effective in achieving this goal and increasing profits.
To take full advantage of this cost-saving technology, it is crucial to gain a deeper understanding of how to effectively apply waterjet cutting methods to minimize costs and maximize profits.
The waterjet cutting industry is regarded as one of the most versatile and rapidly growing industries in terms of cost-cutting measures.
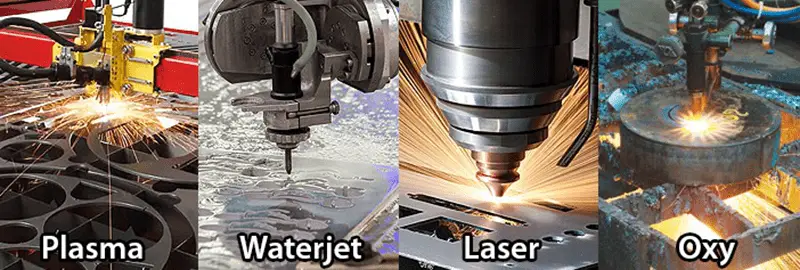
Furthermore, the waterjet cutter is among the most efficient machines globally. It surpasses other cutting technologies such as flame cutting, plasma machining, laser machining, EDM machining, turning, milling, and planing.
Additionally, waterjet cutting is a versatile, efficient, and environmentally friendly process as it does not produce harmful gases or liquids and generates no heat on the workpiece surface.
This cutting method offers unique capabilities that cannot be achieved through other simple processes. For instance, it can cut holes in titanium and produce intricate patterns on stone or glass.
Moreover, the waterjet cutting process is truly cold as it generates no heat when cutting materials.
The supersonic water arrows that are produced during the cutting process result in excellent outcomes when directed at the cutting material’s surface, and the combination of water and sand enhances its cutting power even further.
Waterjet definition
Waterjet, also known as “water as the knife,” is the original name for high-pressure water jet cutting technology. This technology originated in the United States and was initially used in the aerospace and military industries.
Its popularity stems from the fact that it does not alter the physical and chemical properties of the material due to its cold cutting method.
Over time, with continuous technical advancements, the addition of abrasives such as garnet sand, diamond sand, and others to high-pressure water greatly improved the cutting speed and thickness of waterjet cutting.
Waterjet technology has been widely adopted across a range of industries, including ceramics, stone, glass, metal, composite materials, and others.
In China, the maximum pressure of waterjets has reached 420MPa. Some technologically advanced companies have even developed 3-axis and 4-axis waterjets, with 5-axis waterjets being a rapidly developing technology.
Waterjet, also known as waterjet cutting, is a machine that uses high-pressure water for cutting purposes. It allows for precise cutting controlled by a computer and is not greatly affected by the texture of the material.
Due to its low cost, ease of operation, and high yield, waterjet cutting is becoming the preferred cutting method in industrial technology.
It can cut any material into any shape in a single process, which sets it apart from other cutting methods that are limited by material restrictions.
The cutting process generates no heat, and the high-speed flow of waterjet immediately removes any heat generated. It also does not produce any harmful substances and has no thermal effect on the material, making it an environmentally friendly, safe, and efficient method of cutting.
Additionally, there is no need for secondary processing, and it offers flexible, versatile cutting capabilities that can be used to achieve any desired shape.
UHP water cutting, also known as waterjet or water jets, is a high-energy (380MPa) water flow generated by multi-stage pressurization of ordinary water.
This water is then expelled at a speed of nearly 1,000 meters per second through a highly precise ruby nozzle (Φ0.1-0.35mm), making it a highly efficient cutting method. This cutting process is referred to as UHP water cutting.
Classification of waterjet
Waterjet can be divided into pure waterjet and abrasive waterjet.
The pure waterjet was the first method of water cutting, with its first commercial application starting in the mid-1970s for cutting corrugated cardboard.
The largest applications for pure water waterjets are cutting disposable diapers, cotton paper, and automotive upholstery.
For cotton paper and disposable diapers, waterjet technology provides the least amount of water residue compared to other technologies.
Features of Pure Water Waterjet:
Very fine water flow (common diameter range: 0.004 to 0.010 inches)
Extremely detailed geometry
Minimal material cutting loss
No heat generated during cutting
Can cut very large or very thin materials
Fast cutting speed
Ability to cut soft and lightweight materials (such as fiberglass insulation up to 24 inches thick)
Low cutting force
Simple fixture
Continuous operation for 24 hours.
Abrasive waterjets differ from pure waterjets in only a few ways. In pure waterjet, the material is eroded by supersonic water flow, while in abrasive waterjet, particles of abrasive material are accelerated by water jets, eroding the material.
Abrasive waterjets are hundreds or thousands of times more powerful than pure waterjets and are used to cut hard materials like steel, stone, composites, and ceramics.
With standard parameters, abrasive waterjets can cut materials with a hardness equal to or slightly exceeding that of alumina ceramics (often referred to as AD 99.9).
Features of Abrasive Waterjet
Fine water flow (0.020 to 0.050 inch diameter).
Very complex geometries can be cut.
Thin material cutting 10 inch thickness cuts, stacked cuts, very little material cut loss.
Simple fixturing, low cutting forces (less than 1 lb. when cutting), and only one setup for almost all abrasive waterjet jobs.
Easily switch from single to multiple cutting heads.
Quickly switch from pure waterjet to abrasive waterjet, reducing auxiliary operations.
Few or no burrs.
Classification of water cutting
Water cutting can be divided into different categories based on various factors. These include:
Sand situation: water cutting can be divided into sand-free cutting and sand cutting.
Equipment: water cutting can be divided into large and small water cutting.
Pressure: water cutting can be divided into high-pressure and low-pressure types, with a boundary of 100MPa. High-pressure is defined as 100MPa or above, while low-pressure is defined as 100MPa or below. Ultra-high pressure is defined as more than 200MPa.
Technical principle: water cutting is divided into front-mixed and post-mixed.
Mechanical structure: water cutting can be divided into cantilever type and gantry type.
Safety cutting: water cutting can be divided into safety cutting class and non-safety cutting class. The difference is mainly in water pressure, where low-pressure water cutting (100MPa or below) can be used in special industries such as hazardous chemicals, petroleum, coal mining, and hazardous material treatment.
Experiments have shown that when water pressure exceeds a certain threshold, even pure water can cause certain sensitive chemicals to detonate. Sand-containing water cutting can also cause instability of special chemicals because of the potential energy and impact generated by the abrasive sand and object collision. The threshold was determined to be around 237.6 MPa after much experimentation and argumentation.
As a result, water cutting with a pressure of over 200MPa is primarily used in the machining industry.
Water jet cutting speed chart
Table1 Water jet cutting speed for common materials
Material
Cutting thickness
Water pressure MPa
Nozzle aperture water abrasive mm
Cutting speed m/min
Carbon Steel
12 , 50
350
0.25/0.76
0.4, 0.1
Stainless Steel
13, 25
350
0.25/0.76
0.4, 0.2
Titanium
3.2, 6.4
350
0.25/0.76
0.8, 0.6
Aluminum
12 , 100
350
0.25/0.76
0.6, 0.12
Ductile Iron
15
350
0.25/0.76
0.4
Laminated paper
12
309
0.25
3.5
Gypsum board
15
294
0.15
20
Rubber
15
377
0.17
12
Silicone rubber
12
377
0.12
3
Hard rubber
19
309
0.25
6
Fabric
20
309
0.18
3
Fiber fabric
20
377
0.20
6
Leather
1
343
0.15
30
Origin of water cutting
Dr. Norman Franz is widely recognized as the father of the waterjet technology.
He was the first person to research ultra-high pressure (UHP) waterjet cutting tools, which are defined as higher than 30,000 psi. As a forestry engineer, Dr. Franz aimed to find a new method for cutting large tree trunks into lumber.
In 1950, he first used heavy weights to apply pressure to a column of water, forcing it through a small nozzle and producing a brief high-pressure jet that could cut wood and other materials.
Despite the difficulties he faced in obtaining a continuous stream of high pressure and the limited lifespan of parts at the time, he showed that high-speed convergent water flow has tremendous cutting power.
Today, wood cutting is one of the least significant applications for UHP technology, but Dr. Franz’s discovery has far-reaching applications beyond what he could have imagined.
In 1979, Dr. Mohamed Hashish of Flow Research began investigating ways to enhance the cutting power of waterjets for cutting metals and other hard materials.
Dr. Mohamed Hashish is widely regarded as the father of the abrasive waterjet, having developed the method of adding abrasives, such as garnet, to a regular waterjet, enabling it to cut almost any material.
In 1980, abrasive waterjets were first used to cut metal, glass, and concrete. In 1983, the world’s first commercially available abrasive waterjet cutting system was introduced and was initially used to cut automotive glass.
The aerospace industry was one of the first users of this technology, recognizing its benefits for cutting stainless steel, titanium, high-strength lightweight composites used in military aircraft, and carbon fiber composites in civilian aircraft.
Over time, abrasive waterjets have been adopted by many other industries such as fabricators, stone and tile, glass, jet engines, construction, nuclear, shipyards, and more.
The development of water cutting can be roughly divided into several stages: the early 1960s exploration and experimental stage, mainly used in low-pressure waterjet mining and oil pipeline cleaning; the late 1960s to early 1970s stage of basic equipment development and research, focused on developing high-pressure pumps, boosters, and high-pressure pipe fittings and promoting high-pressure waterjet cleaning technology; the early 1970s to early 1980s stage of industrial experiments and applications, characterized by the emergence of a large number of high-pressure waterjet coal mining machines, cutting machines, and cleaning machines; and the rapid development of high-pressure waterjets since the 1980s, featuring further advancements in high-pressure waterjet research, as well as the rapid development of new technologies such as abrasive waterjet, abrasive jet, cavitation jet, and self-excited shock jet.
Development of water cutting
At present, more than 40 countries are involved in researching and applying waterjet processing technology, including the United States, Russia, Japan, Germany, Switzerland, the United Kingdom, France, Canada, Australia, India, South Korea, and Singapore.
The application of waterjet technology is quite broad and encompasses industries such as industrial cutting, excavation and drilling, rock cutting, surface cleaning, material crushing, and more.
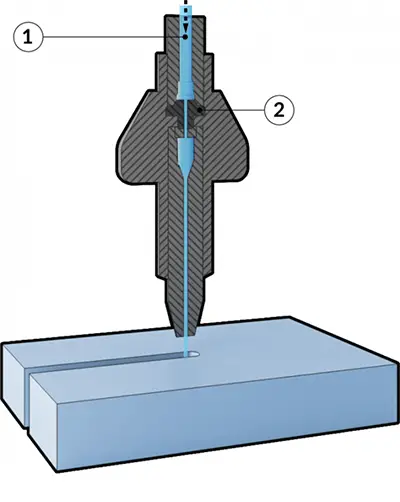
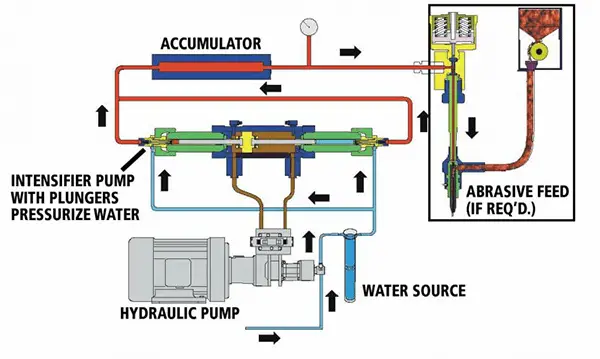
How high-pressure water is generated
The basic principle behind a water jet cutter is both straightforward and complex. The process starts with a pressurized pump that feeds water into a high-pressure tube, which then exits through a cutting nozzle.
Although the explanation is simple, the design of the cutter is intricate and precise, capable of producing 60,000 PSI of pressure.
A small leak in the system can cause lasting damage to the parts through erosion, which is why manufacturers and engineers take great care in handling high-pressure materials and using specialized technology to assemble the machine. Users only need to have a basic understanding of how to operate the cutter.
Abrasive cutters have been used in various industries, including the automotive, aerospace, and glass industries, since 1982, with the first ones appearing in 1970. Over time, the precision of cutting has continuously improved.
The pressure of an abrasive cutter can reach 55,000 PSI, and the high-pressure water exits a tiny nozzle at a speed of 762m/s, which is 2.5 times faster than the speed of sound.
By mixing garnet sand into the high-velocity water jet, the cutting process becomes a grinding and cutting process. The force and action are generated by the water, which is directed at the material being processed at 305M/s.
Basic principle of water jet
In summary, the water jet cutter works by converting mechanical energy from a power source (motor) into pressure energy using a specific device (such as a booster port or high-pressure pump).
The pressurized water then passes through a small nozzle, converting the pressure energy into kinetic energy to form a high-speed jet stream. This is why the cutter is often referred to as a high-speed water jet.
Forms of water cutting
Regarding water quality, there are two forms of ultra-high-pressure (UHP) water cutting: pure water cutting, which produces a cutting slit of about 0.1-1.1mm, and abrasive cutting, which produces a cutting slit of about 0.8-1.8mm.
In terms of structure, UHP water cutting can take on various forms such as a gantry structure or cantilever structure with two to three CNC axes, which are typically used for cutting plates.
There is also a robot structure with five to six CNC axes, which is mostly used for cutting automotive interior parts and car interiors.
Features of water cutting
Wide Cutting Range: The water jet cutting machine is capable of cutting a wide range of materials, including metal, marble, glass, and others.
High-Quality Cutting: The machine produces a smooth kerf with no rough or burred edges.
Minimal Heat Processing: The cutting process involves water and abrasive, generating very little or no heat, making it ideal for heat-sensitive materials, such as titanium.
Environmentally Friendly: The cutting process uses water and sand, with the sand not producing any toxic gases during the process, making it environmentally friendly and safe for direct discharge.
No Need for Cutter Replacement: There is no need to replace the cutting machine unit, as a single nozzle can process different materials and shapes, saving costs and time.
Reduced Burr: The abrasive waterjet cutting process generates less burr in the cut, making it a desirable option.
Fast Programming: The program is mainly generated using CAD drawing software, allowing for the design of line drawings or the input of DXF files from other software. Additionally, the machine supports third-party software, such as nesting layout software, to minimize waste and optimize material usage.
Easy Programming: Programs generated by other software can be transferred to the machine, building the tool path from CAD and calculating precise positioning of the cutter head and cutting speed. All the user needs to do is specify the material and thickness to be cut, and the machine will handle the rest.
Can be Combined with Other Equipment: The water cutting machine can be combined with other processing equipment, such as a drilling head, to maximize its performance and optimize material usage.
Minimal Adjustments Needed: Only a small side pressure is required to secure the workpiece, reducing the need for complex clamping and the associated hassle.
Advantages and disadvantages of water jet processing
Advantages:
High processing efficiency
Absence of heat-affected zones
High machining accuracy
No change in the mechanical properties of the material being machined
Not ideal for soft and elastic material processing
Cannot cut hard materials like steel, cermet, high strength composite materials and hard rock with pure water jet; abrasive water jet has the problems of rapid nozzle wear and high cutting cost
Higher equipment cost compared to other cutting methods
Low feed rate and low accuracy compared to laser cutting, plasma arc cutting, wire electrode EDM, and other methods
Complex conditions and many parameters affecting cutting quality, leading to possible stratification and striping in the cut section.
Concept of water jet processing technology
High-pressureWater Jet Machining
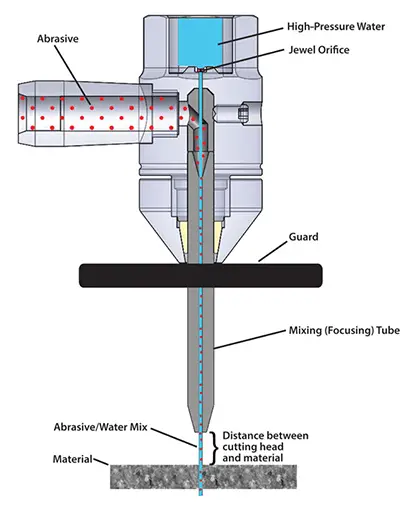
High-pressure water jet machining involves using water or a liquid with added substances that is pressurized by a supercharger through a water pump.
This high-pressure liquid is then made to flow steadily through a liquid storage accumulator and finally forms a high-speed liquid flow of 300-900 meters per second through the nozzle, which is then sprayed onto the surface of the workpiece for material removal and modification.
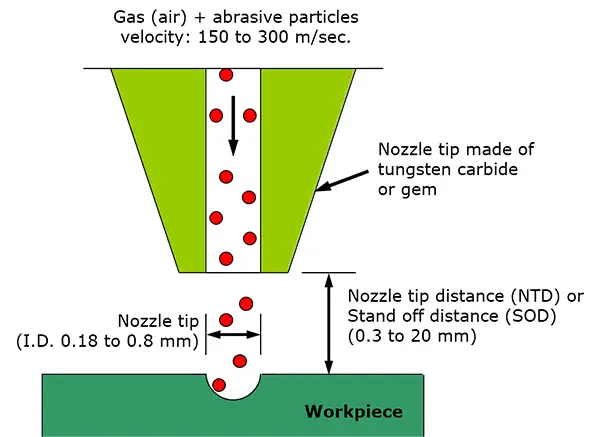
Abrasive jet machining
Abrasive Jet Machining (AWM) is a process that involves the use of a high-speed jet flow composed of micro-abrasives and high-pressure air or other gases.
The material on the surface of the workpiece is removed and modified by the high-speed impact and erosion of the abrasives, which are delivered through a specially designed nozzle.
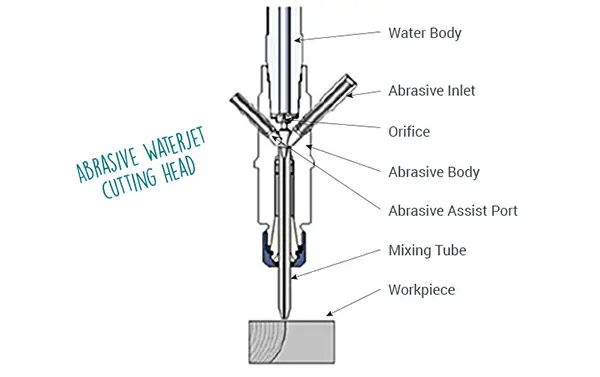
Abrasive Water Jet Machining
Abrasive Water Jet Machining (AWJ) is a method that utilizes water as a medium and generates high pressure through a high-pressure generating device.
The high-pressure water beam is then mixed with abrasive through a feeding and mixing device to form a two-phase liquid-solid jet. It removes and modifies the surface material of the workpiece through the high-speed impact and scouring of the abrasive and high-pressure water beam.
The advantages of AWJ include its strong adaptability, wide cutting range, availability of water and abrasive sources, and low cost. It also has the benefits of being environmentally friendly with no harmful gas, dust, smoke or pollution.
Multiple cutting heads can operate simultaneously for fast and efficient cutting, and the process is flexible and versatile for machining complex parts.
Additionally, there is a good working environment with no fixtures, easy operation, and a smooth cutting surface without burrs. The cold processing will not affect the physical and mechanical properties or intergranular structure of the material.
Overall, AWJ combines the benefits of abrasive jet and water jet, expanding the processing range and providing excellent results.
Classification of water jet
Water jet can be divided into the following three types:
Continuous jet
Pulse jet
Cavitation jet
1. Continuous jet
Classification of Jet Techniques:
Based on the jet’s characteristics: i. Liquid jet (including water jet and other liquid jet) ii. Liquid-solid jet (abrasive jet) iii. Liquid-gas-solid jet (pneumatic conveying abrasive)
Based on the jet pressure: i. Low-pressure jet (jet working pressure less than 10 MPa, using centrifugal pump or low-pressure reciprocating pump as the main system engine) ii. High-pressure jet (jet working pressure between 10-100 MPa, using high-pressure reciprocating pump as the main system engine) iii. Ultra-high-pressure jet (jet working pressure more than 100 MPa, using ultra-high pressure reciprocating pump or supercharger as the main system engine)
Based on the media surrounding the jet: i. Submerged jet (jet operating in water or other liquid) ii. Non-submerged jet (jet ejected into air)
Based on the use of the jet: i. Atomization jet (used for dust suppression, sprinkler irrigation, etc.) ii. Modeling jet (used for fountain, artificial waterfall, water curtain, etc.) iii. Vacuum jet (water jet suction) iv. Cylindrical jet (used for firefighting, cleaning, etc.) v. Fine jet (used for cleaning and cutting, etc.)
2. Pulsed jet
The pulse jet is an intermittent jet, with an appearance similar to that of a bullet. It is produced through the following methods:
(1) A sudden release of stored energy or water from a cannon;
(2) Pressure extrusion;
(3) Flow regulation, also known as “water hammer.”
The performance of this type of jet depends on factors such as the frequency of water hammer formation, the ratio of the water hammer length to the jet diameter, and the energy of the water hammer.
3. Cavitating jet
The cavitating jet is a type of continuous jet that generates cavitation bubbles naturally within the jet. This process stimulates the growth of cavitation nuclei, or bubbles in the fluid, which are pulled into the jet and continue to grow until they collide with the surface being cleaned or cut, causing them to break.
During the breaking process, extremely high pressure and micro jets are produced with stresses exceeding the tensile strength of most materials.
Advantages of water jet cutting
The advantages of abrasive water jet machining are:
No limitations on cutting direction, enabling the creation of various cutting shapes.
Generates minimal transverse and longitudinal forces, reducing the need for fixture setting time and cost.
Capable of performing both drilling and cutting functions, reducing processing time and cost.
No thermal effect, deformation, or tiny cracks, eliminating the need for secondary processing and saving time and manufacturing cost.
No toxic gas emission, providing a safer working environment for operators.
Can reduce the time and cost of workpiece manufacturing.
Saves on direct manufacturing costs by reducing the production of waste materials.
Can complete the cutting of the workpiece in one time with good cutting quality, saving on processing time and cost.
What kind of material can ultrahigh-pressure water jet cut
Ultra high-pressure water jet can cut all kinds of thick and hard materials, such as stainless steel, aluminum, copper, steel, marble, alloy metal, glass, plastic, ceramics, tiles and all kinds of visible materials.
Application of water jet
High-pressure water jet cutting involves using a high-speed jet with high kinetic energy, also known as high-speed water jet processing. It is a type of high-energy beam processing, similar to laser, ion beam, and electron beam processing.
As a new and innovative technology, high-pressure water jet cutting has revolutionized the cutting industry and has a vast range of applications.
With the advancement of technology and the overcoming of certain limitations, high-pressure water jet cutting has become a complement to other cutting processes.
The technology is widely used across various industries, including aerospace, automobile, machinery manufacturing, construction, medical equipment, electronic power, chemical, sporting goods, military, and new materials-related fields.
In the aerospace industry, high-pressure water jet cutting is used to cut a variety of alloy materials and new materials, such as carbon fiber composites and plastic glass, without causing thermal effects or damaging material properties.
In the automobile industry, it is used to cut a range of non-metal and composite materials, including body outer panels and door frames.
In the military industry, it is used to destroy weapons and cut inflammable and explosive facilities.
In machinery manufacturing and construction, it can be used to cut all types of metal, non-metal, brittle plastic materials, and challenging-to-process materials, such as ceramics and concrete, with high efficiency and accuracy.
Water jet technology is also used in the paper industry and rubber industry, while abrasive waterjet is used in the stone industry, ceramics industry, aerospace industry, and metal processing industry.
In particular, the application of water jet technology in the automotive manufacturing industry has been on the rise, with the development of the industry and the need for high efficiency and accuracy.
The combination of water jet equipment and robots has been particularly effective in processing automotive interior parts. The high-pressure water pipe is wound around the robot arm, and the robot arm and wrist can move the nozzle of the water jet head in a straight line or arc for 3-dimensional processing.
Application of water jet technology in industrial cleaning
The Water Jet Technology has various applications including the cleaning of spray booths in the automobile industry, the cleaning of heat exchanger tubes in the petrochemical industry, rubber cleaning of aircraft runways, surface treatment for industrial rust removal and anti-corrosion engineering, engine parts cleaning in the aerospace industry, and radiation pollution cleaning in nuclear power plants.
In recent years, some companies have embraced ultra-high-pressure technology for food preservation, with great success. For example, the American Hemell Company has earned a good reputation in the food preservation industry with its ultra-high-pressure equipment.
Water Jet technology can be used for cleaning cars, high-rise buildings, airport runways, heat exchangers in chemical plants, and more. Many cleaning machines and facilities have been introduced to the market, and various cleaning companies and service providers have emerged to meet user needs.
According to recent research from Missouri Rolla University, high-pressure water jet has enormous potential. It can crush coal into fine particles for cleaning purposes and produce clean fuel, and it can also separate wood fibers through hydraulic pulping.
In 2002, the Flow Company in the United States took ultra-high-pressure technology to a new level with the release of the ultra-high-pressure water jet equipment, with a maximum pressure of 87000mpa, which significantly improved production efficiency and reduced costs by 40% compared to previous methods.
As water jet technology continues to develop and expand, its potential for growth and application is limitless.
Mixing Mode: Pressure Drive or Negative Pressure Suction;
Mixing State of Abrasive: Dry Powder or Slurry;
Cutting Parameters: Feed Speed, Target Distance, Number of Cuttings, Jet Angle;
Material Parameters: Strength, Hardness, Density, etc.
Accuracy of water jet cutting
The cutting accuracy of water jet cutting is typically between 0.1 mm and 0.25 mm, which depends on several factors including the accuracy of the machine, the size range of the workpiece being cut, and the thickness and material of the workpiece.
Typically, the positioning accuracy of the machine system is in the range of 0.01 mm to 0.03 mm.
How wide is the cutting slit of the waterjet
The size and thickness of the material to be cut, as well as the nozzle used, will determine the width of the kerf.
Typically, the kerf for abrasive cutting is around 1.0 to 1.2 mm. As the diameter of the abrasive nozzle increases, the kerf becomes wider.
What kind of bevel will be produced by water jet cutting
The quality of the beveled edge depends on the cutting speed, and a good cutting quality is generally around 0.1 mm.
Abrasive used in water cutting
The abrasives used in water cutting include quartz sand, garnet, river sand, and diamond sand. The grain size of the abrasives is generally between 40-70 mesh, with the hardness of the abrasive affecting the grain size and cutting ability.
Generally, the higher the hardness of the abrasive, the larger the grain size and the stronger the cutting ability.
What kind of material should be cut with waterjet
Generally speaking, materials with complex patterns, thickness, and difficulty in cutting, along with being fragile and heat-sensitive, are most suitable for water jet cutting.
Comparison of several cutting methods
Waterjet vs milling
For cutting and drilling the edges of a workpiece, using an abrasive cutter is much faster, easier to organize, and cost-effective compared to blind holes, drilling, and threading.
This is because we can cut the workpiece in a single pass with a waterjet, without having to grind the metal into pieces.
When precise workpieces need to be cut, the abrasive cutter is a tool that can be used to produce nearly finished products in one pass without any thermal effects.
Furthermore, the waste produced by an abrasive cutter is often valuable as it is in the form of whole pieces rather than chips and can be recycled.
Water jet vs flame cutting
Obviously, the process of flame cutting is hot and results in thermal effects on the final product. In contrast, abrasive cutting usually results in a better surface finish, with no slag on the back of the workpiece, reducing the need for secondary processing.
Additionally, there is no limit to the thickness that can be cut, and the spacing of the cutting pattern can be reduced to conserve material costs.
The investment required for laser cutting equipment is substantial. Currently, it is mainly utilized for cutting thin steel plates and some non-metallic materials. The cutting speed is fast, and the precision is high, however, it also causes an arc mark and thermal effect at the cutting seam.
Additionally, laser cutting may not be suitable for some materials such as aluminum, copper, and other non-ferrous metals and alloys, particularly for cutting thicker metal plates, as the cutting surface may not be ideal or even unable to be cut.
At present, research into high-power laser generators aims to solve the challenge of cutting thick steel plates, but the cost of equipment investment, maintenance, and operation is significant.
In contrast, water cutting has several advantages including low investment cost, economical operation, the ability to cut a wide range of materials, high efficiency, and easy operation and maintenance.
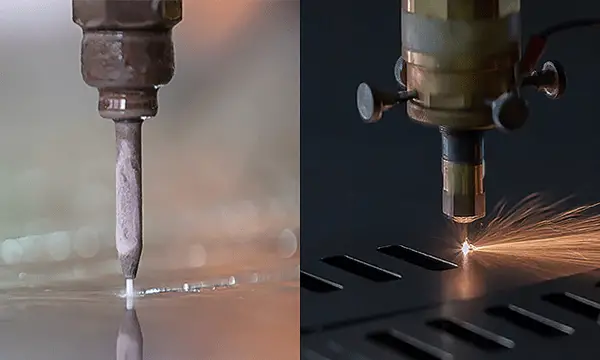
Water jet is better than laser in some aspects
There is no limit on the cutting thickness with water jet cutting.
Reflective materials, such as brass and aluminum, can also be cut effectively.
No heat energy is required, so there is no risk of burning or producing thermal effects.
When adjusting cutting speed, only the cutting speed needs to be changed, without the need to modify the gas, focus, or other components.
Production capacity can easily be increased by installing multiple cutting heads.
Maintenance for laser equipment is more specialized and challenging, while water jet equipment requires relatively lower maintenance.
Additionally, purchasing a complete set of water jet equipment is less expensive, costing only 1/2 to 1/3 of the cost of laser cutting equipment.
Water jet vsplasma cutting
Plasma cutting has a significant thermal impact, low precision, and the cut surface is not easily re-processable.
On the other hand, water cutting is a cold cutting process, which does not cause thermal deformation and results in a high-quality cutting surface with no need for secondary processing. If further processing is required, it is also easy to accomplish.
Water jet vswire cutting
For metal processing, WEDM (Wire Electrical Discharge Machining) provides high accuracy, but is very slow in cutting speed. In some cases, additional methods such as piercing and threading are required.
Additionally, the cutting size is limited with WEDM. On the other hand, water cutting is capable of punching and cutting any material at a faster speed, with the added flexibility of having a variable processing size.
Comparison of water cutting and other cutting methods
The process of punching and shearing can be used to efficiently and quickly cut some metal parts, but it requires special dies and cutters.
On the other hand, water cutting is more flexible and can be used to cut any shaped workpiece at any time. This is particularly beneficial for cutting thick and hard materials, as punching and shearing technology may be difficult or impossible to achieve in these cases.
Flame cutting is a common cutting process in the metal industry, but it has a large cutting thickness range and a significant thermal effect, poor cutting surface quality, and accuracy.
Water cutting, on the other hand, can be used to cut special materials like high melting point alloys and composites, and is highly precise when cutting normal thickness plates in the glass, stone, and ceramics industries.
It is worth noting that when laser, plasma, flame, wire cutting, sawing, milling, and other processing methods are able to meet processing requirements, water cutting is usually not appropriate.
The operation cost of water cutting is high, with imported consumables like nozzles, guide sleeves, and high-pressure seals being expensive.
In conclusion, while water cutting has its benefits, it may not be suitable in certain cases.
What should a complete set of water jet cutting equipment include?
A complete set of water jet cutting equipment should at least include the following components: an ultra-high pressure pump, a water jet cutting head device, a CNC cutting table, and a computer control cabinet.
The details are as follows:
Working table
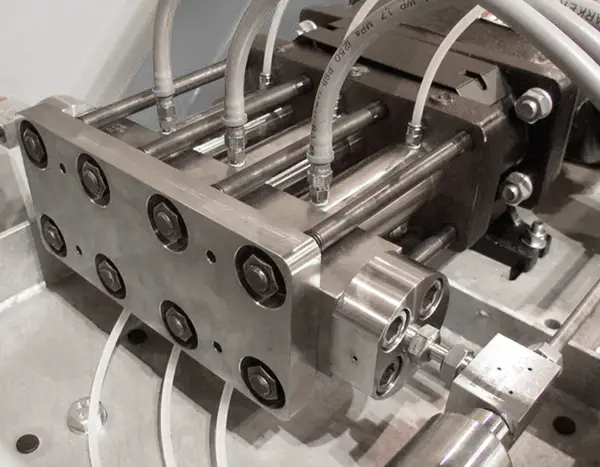
High-pressure pump
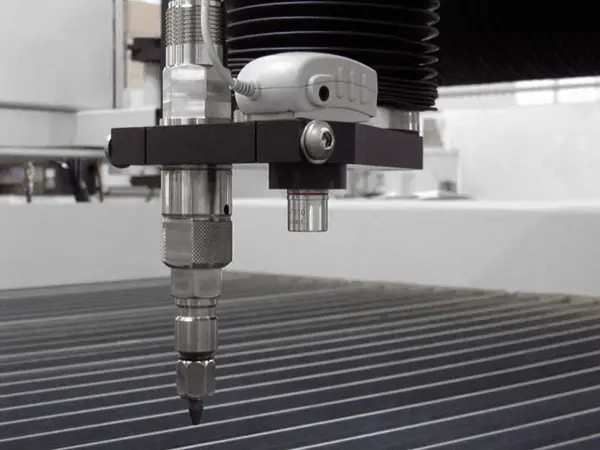
Cutting head
Sand conveying system
Cooling device
Filter system
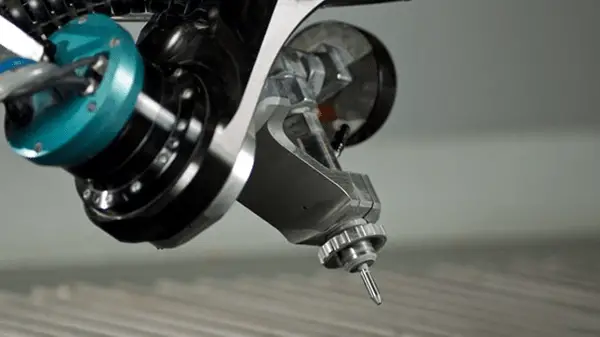
Five-axis water cutting technology
Due to the energy gradient effect, laser, oxy, plasma, jet and other cutting methods have a declining cutting ability as the cutting plane becomes deeper (further away from the nozzle).
As a result, the formed cutting surface is often not perpendicular to the workpiece surface, creating a cutting slope, which is an inherent flaw in all cutting methods.
Attempts have been made to reduce the cutting slope by increasing the cutting energy or reducing the cutting speed, however, the issue of non-vertical cutting cannot be completely resolved.
In 1997, the idea of a tiltable cutting head was proposed. Currently, there are commercially available products in the market. This method is the most direct and effective solution to the problem of cutting inclination and improving accuracy.
The tiltable cutting head works by adding two rotation axes to the original three-axis platform. The system uses a pre-set slope model and real-time calculations of the cutting trajectory.
Based on the material and thickness of the workpiece being cut, the cutting head continuously swings during the cutting process, allowing the workpiece to achieve a perfect non-interference slope state.
Waterjet cutting machine troubleshooting
For waterjet cutting machine with water hydraulic press
Pulsation: the pressure is unstable, for example, from 150MPa to 230MPa
Solution:
To resolve the issue, first check the pulsation of the water inlet transparent pipe to ensure it is normal. Once you have determined which high-pressure cylinder is causing problems, disassemble it and inspect the water inlet valve core, water outlet valve seat, and spring.
Usually, repairing these parts will solve the issue, but if it cannot be fixed, then they may need to be replaced. The spring is a common problem in this situation.
The pressure is stable at a pressure, but not in a normal state.
For example: normal 230MPa, now 170Mpa or 140MPa.
Solution:
Check the pulse of the water inlet pipe to determine if there is an impurity blocking the water inlet valve core in one of the high-pressure cylinders.
Inspect the pressure relief valve for leaks and see if it is returning water to the small water tank.
Examine all parts of the main engine for any water leaks.
The pressure is only tens of Mpa, or no pressure
① Verify if the water, electricity, and gas supply is normal
② Check if the belt is slipping or loose
③ Verify if the diamond abrasive has been added
④ Determine if any of the three high-pressure cylinders are not functioning, as when two cylinders are not working simultaneously, the pressure will be significantly reduced or nonexistent.
The abnormal noise of high-pressure cylinder of the crankcase, the large jump range of ammeter and unstable pressure.
There are two potential causes for the noise:
The large nut of the crankshaft connecting rod may be loose;
The inlet valve core of the large valve body could be clogged or the limit plate may not be properly aligned.
Solutions:
Tighten the connecting rod nut.
Disassemble the valve core, limit plate, and small water inlet nut, then use 1000# sandpaper to remove any dirt or scratches on the surface of the valve body and valve core, or replace the limit plate.
Cut glass will crack
Is the glass level
Is there sand feeding
Is the pressure too high
Whether the sand production is too large or too small
Replace a piece of glass to determine whether the material is the same.
Gemstone and sand pipe
The normal lifespan of gems is 17 hours to 7-14 days. When they have been in use for a prolonged period, the cutting quality may deteriorate and show symptoms such as a larger amount of fog around the cutting head, scattered water arrows, edge skipping, sharp teeth, and differences in the pressure display value compared to normal frequency.
As for the sand pipe, the normal lifespan is 3-8 months, depending on their quality and usage time. Over time, the nozzle may become larger or have an eccentric hole or elliptical shape, causing the cutting workpiece to have high slope, bell-mouthed edges, angle collapse, and other issues. This can result in a reduction of the workpiece size, or a decline in cutting speed.
The pressure is normal, the water line is normal, but the cutting ability is poor
Cause of failure:
The sand supply plastic pipe is damaged
The sand flow is too small
The sand inlet pipe is damaged
Treatment method:
Replace the sand supply plastic pipe with a new one
Adjust the sand flow adjusting knob to increase the sand flow
Replacement of sand inlet pipe
The system pressure is normal, but the cutting ability is poor
Cause of failure:
The nozzle is damaged
Wear of mixing chamber
The sand pipe is damaged
The sand supply is too small
Treatment method:
Replacement of gem nozzle
Replacement of sand mixing chamber
Replacement of sand pipe
Increase sand flow
When the high pressure is turned on, there is no water ejecting from the sand pipe, while there is water ejecting from the sand inlet pipe
Cause of failure:
The sand pipe is blocked
Treatment method:
Replace the sand pipe with a new one or remove the foreign matters in the sand pipe with high pressure
The water line without sand addition is normal, and the water is divergent after sand addition, and the cutting ability is decreased
Cause of failure:
Replacement of sand pipe
Treatment method:
The sand pipe is damaged
For waterjet cutting machine with oil hydraulic press
Check if the two signal lights on the directional valve are on.
Check if the pressure drops to 0.
Check if the relay of the reversing valve is on.
If the above factors are present, check if the relay is loose and if the striker on side 2 of the directional valve is stuck.
“Main Motor Abnormal Working”
Check if the emergency stop button is pressed.
Check if the power supply has enough current.
Check if the relay is on, and if the incoming wire is loose or broken.
If the machine repeatedly starts and stops in a triangular pattern, check if the upper limit pressure set by the temperature controller has been exceeded.
“Pressure Gauge Alarm”
When the pressure increases to 400-500, check if the gem on the cutter head is blocked, or if the sand pipe is blocked by impurities.
Check if the transmission line for the pressure gauge is broken, or if the pressure gauge itself is broken.
“Cabinet Failure”
If the computer won’t start and the fan in the electric cabinet doesn’t work, check if the connector in the middle of the cabinet is loose, if multiple leaks and air switches are turned off, if the voltage regulator lights normally, and if the switch trips.
If the blade won’t work, check if the relay is functioning, if the two power supplies are on, and if the outside and inside of the cutter head are stuck.
If there is an encoder alarm, determine if the XY axis has reached the limit position, if the emergency stop button has been released, and if the incoming and outgoing lines are disconnected.
After ruling out the above conditions, try playing the emergency stop, releasing it every 15 seconds, to see if the situation has been resolved.
If not, cut the power and restart the entire machine. If the problem persists, contact the manufacturer.
“Large Valve Body”
If the water leak from the safety hole is small, try turning off the high pressure and tightening the nut.
If the water leak from the safety hole is large, open the outlet valve and check for wear or explosion. Replace if necessary.
If the pressure jump is very big and the drop range is between 400-200, and some parts are being cut through and some parts are flying out, feel the frequency of the blue hose with your hand. If the water only flows in one direction and there is only one frequency of water entering, and the hose is hot, disassemble the large valve body and check if the water inlet valve core and limit plate are blocked by impurities or if there is rust. Remove the limit plate to see if the contact surface between the inlet valve core and the large valve body is worn. Grind the contact surface of the valve body and valve core with 1000-1500 sandpaper, blow it clean, and try again.
“Cutter Head Switch“
Unable to Seal the Water: After cutting, when the switch is moved to the second position, the high pressure does not stop. This can result in grinding of the workpiece if the machine is kept running.
Troubleshooting Steps: First, verify if there is any open air. Then, check if the air valve is functioning properly.
If the problem persists after troubleshooting, disassemble the relief valve of the cutter head and inspect the needle and the seat for wear or misfit. Replace the worn parts if necessary.
“Computer“
Will Not Work: If the computer is not working, please refer to section 5 for troubleshooting. If the problem cannot be resolved, seek assistance from a computer maintenance expert.
Backup: In case of system paralysis, there is a backup available on the hard drive, which can be restored using the “one click ghost restore” feature.
Repair: For other faults, the computer can be taken to a repair shop. However, ensure that the new system installed includes the Auto CAD software and Ncstudio cutting software to ensure proper functionality.
Network Connection: The computer department must connect the network cable to the internet to avoid any potential contamination.
Dust Cleaning: Regular cleaning of the computer to remove any dust buildup is recommended.
“Cutting software“
1-1) If you encounter an error message saying “Hardware self-check error” upon opening the cutting software, follow these steps to update the driver:
Right-click on “My Computer”
Go to “Device Manager”
Locate the “CNC device card” and double-click to open it
Find the “Nike control card” and right-click to update the driver
Select the location from the list and click “Next”
Continue to the next step until the update is complete.
Note: Do not move on to the next step until the current step is finished.
1-2) If updating the driver does not resolve the issue, try reinstalling the cutting software. If the problem persists, try again at a later time.
1-3) If the previous steps have not been successful, you may need to disassemble the computer to troubleshoot the problem.
Locate the control board of Nikai and remove it.
Clean any dust buildup using anhydrous alcohol or a soft cloth.
Clean the metal fingers with an eraser.
Reinstall the control board and try again.
If the issue persists, try changing the slot position and attempting the steps again.
2) If there is no error message when opening the software, but you are unable to press any buttons or install the cutting software, try the following steps:
Run an antivirus scan on the computer to detect any potential virus infections.
If the issue persists, consider performing a fresh system installation as the software may have been infected by a virus.
Note: Before attempting a new system installation, be sure to back up important data and files.
3) If the software is unable to control the machine, follow these steps to troubleshoot the issue:
Ensure that the three emergency stop buttons are not engaged.
Check for any software or hardware alarms, including the encoder behind the electric cabinet.
Check the software, diagnose any issues, and verify the hardware ports.
Observe the status lights on the ports. A red solid light is normal, while a green solid light indicates a problem.
Use the F5 function to modify the polarity, if necessary. Check if this resolves the issue.
Verify that the XYZ axis has not reached its limit.
Check if the pressure gauge and temperature controller are giving any alarms.
Note: If you are unable to resolve the issue, seek assistance from a qualified technician.
4) If the software is still not working, turn off the power and try again.
5) If the drawing cannot be opened, check if it is currently open in CAD. Close CAD and open the desired drawing.
6) Origin Position:
When checking for proper operation, pressing the emergency stop button may cause the origin to move.
If the XY axis is being tested for its limits, it may also cause the origin to move. Check if the workpiece is moving or not properly secured.
7) If the XY axis is inactive:
Check if it has reached its limit or if there is an engaged emergency stop button.
Check if there are any alarms from the encoder (located behind the electric cabinet) and press the emergency stop button for 15 seconds before restarting.
Note: If the issue persists, seek assistance from a qualified technician.
10. Maintenance
Refuel the machine regularly, including the XYZ 3 axes, the oil tank of the lift table, and the oil tank of the main engine. Use hydraulic oil for the machine and ensure that it has high-temperature resistance. Check the oil level in the tanks at regular intervals.
Clean the machine shell after every work or shift day, taking care not to get water on the electric cabinet, the three motors of the machine tool, or the host. This could result in electric leakage or damaged parts.
Check all parts and nuts regularly for water leakage, sliding teeth, and looseness.
When installing or removing parts, clean them thoroughly. When installing, apply blue glue (thread anti-sticking agent) to threaded areas. Avoid using other substances like butter or lubricating oil that could cause parts to stick.
Regularly check electrical components for looseness and the risk of circuit sections falling off. Remember to turn off the power before performing these checks.
Development prospect of water jet machining technology
Improving Reliability and Longevity
Particular attention should be paid to improving the service life of key components, such as the high-pressure pump, high-pressure hose, connector, and nozzle.
This will enhance efficiency, reduce abrasive consumption, and lower energy consumption, making the cost more competitive.
Adopting Intelligent Control
The process parameters can be adjusted in real-time during machining to enhance accuracy. This approach can be used to produce parts with specific accuracy requirements, and its technical and economic effects are comparable to those of plasma and laser machining.
Expanding the Application Scope
The scope of water jet machining is continuously expanding, from two-dimensional cutting and deburring to hole machining and three-dimensional surface machining.
Enhancing Theoretical Research
Particular emphasis should be placed on establishing a water jet machining model and studying multiphase flow theory to advance the field.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered how manufacturers achieve precision and efficiency when cutting stainless steel? This article dives into six advanced techniques for stainless steel cutting, highlighting their benefits and applications.…
Imagine cutting through steel or marble with nothing more than a jet of water. This is the power of abrasive water jet technology, a groundbreaking method that uses high-pressure water…
Imagine a cutting technique so precise it revolutionizes the production of essential motor and transformer components. Water cutting of silicon steel sheets does just that, offering superior quality and efficiency.…
Ever wondered what it really costs to operate a waterjet cutting machine? This article breaks down the total expenses, including equipment depreciation, consumables, and labor, offering a comprehensive guide to…
How can operators stay safe while using CNC water jet cutting machines? This article highlights crucial safety guidelines, from startup preparations to troubleshooting common issues. You'll learn essential precautions, such…