Understanding Needle Valves: A Basic Guide
How can you precisely control the flow of liquids or gases in your machinery? The answer lies in the needle valve, a small yet essential component in many industrial applications.…
Why do some products crack or warp unexpectedly? Understanding the hidden forces within materials is crucial. This article explores how internal stresses form during the cooling process of injection-molded products, focusing on the effects of temperature gradients and molding pressures. You’ll learn how these stresses impact product quality and discover strategies to minimize them, ensuring stronger, more reliable materials. Dive in to uncover the secrets behind internal stresses and enhance your manufacturing process.

In injection-molded products, the stress state varies locally, and the degree of deformation of the product will depend on the stress distribution. These stresses can occur when the product has a temperature gradient while it is cooling, and are therefore referred to as “forming stress.”

There are two types of internal stress in injection-molded products: molding stress and temperature stress.
When the melted plastic material is injected into a mold with a lower temperature, the plastic material near the cavity wall solidifies rapidly, causing the molecular chains to “freeze.” This results in poor thermal conductivity and a large temperature gradient in the product’s thickness. The core of the product solidifies more slowly, leading to a situation where the gate is closed before the melt has solidified in the center of the product. This prevents the injection molding machine from replenishing the cooling shrinkage.
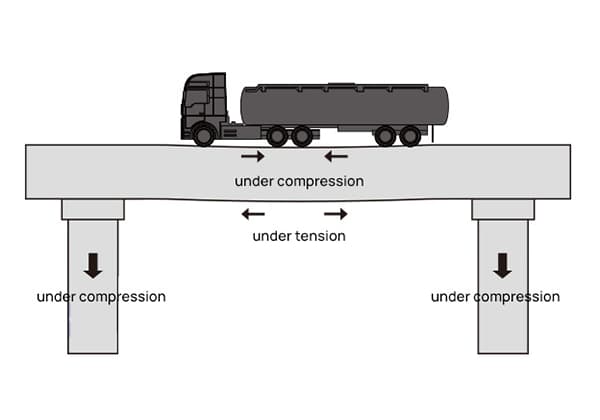
As a result, the product’s interior is under static stretching, while the surface layer is under static compression. The internal shrinkage of the product is opposite to that of the hard skin layer.
During the filling process, the stress is not only caused by the volume shrinkage effect, but also by the expansion effect of the runner and gate outlet. The stress caused by the volume shrinkage effect is related to the flow direction of the melted plastic, while the stress caused by the expansion effect is perpendicular to the flow direction, due to the expansion at the outlet.
Under rapid cooling conditions, orientation can cause internal stresses to form in the polymer material. The high viscosity of the polymer melt means that the internal stress cannot relax quickly, which affects the physical properties and dimensional stability of the product.
Effects of Parameters on Orientation Stress:
A high melt temperature leads to a low viscosity and reduced shear stress, resulting in reduced orientation. However, the high temperature also accelerates stress relaxation and enhances orientation release. If the pressure of the injection molding machine is not adjusted, the cavity pressure will increase, leading to a stronger shear effect and increased orientation stress.
Extending the holding time before the nozzle is closed increases orientation stress.
Increasing the injection or holding pressure increases orientation stress.
A high mold temperature ensures that the product cools slowly, playing a deorientation role.
Increasing the product’s thickness reduces orientation stress because thick-walled products cool down slowly, leading to a slow increase in viscosity and a long stress relaxation process, resulting in small orientation stress.
As previously stated, the large temperature gradient between the melt and the mold wall during mold filling results in compressive stress (shrinkage stress) in the outer layer and tensile stress (orientation stress) in the inner layer.
If the mold is filled for a longer period of time under the influence of holding pressure, the polymer melt is refilled into the cavity, increasing the cavity pressure and altering the internal stress caused by uneven temperature. However, if the holding time is short and the cavity pressure is low, the product will maintain its original stress state during cooling.
If the cavity pressure is insufficient in the early stages of product cooling, the outer layer of the product will form a depression due to solidification shrinkage. If the cavity pressure is insufficient in the later stages when the product has formed a cold hard layer, the inner layer of the product may separate due to shrinkage or form a cavity.
Maintaining cavity pressure before the gate is closed helps to increase the product’s density and eliminate the cooling temperature stress, but it also causes a high concentration of stress near the gate.
Therefore, when molding thermoplastic polymers, a higher pressure in the mold and a longer holding time help reduce the shrinkage stress caused by temperature and increase compressive stress.
The presence of internal stress in a product can significantly affect its mechanical properties and usability. The uneven distribution of internal stress may cause cracks to occur in the product during use.
When used below the glass transition temperature, the product may undergo irregular deformation or warping, and its surface may become “whitened”, cloudy, with impaired optical properties.
Reducing the temperature at the gate and increasing the slow cooling time can help improve the uneven stress in the product and make its mechanical properties more uniform.
Both crystalline and amorphous polymers exhibit anisotropic tensile strength. The tensile strength of amorphous polymers will vary depending on the location of the gate. When the gate is aligned with the filling direction, the tensile strength decreases as the melt temperature increases. When the gate is perpendicular to the filling direction, the tensile strength increases with increasing melt temperature.
An increase in melt temperature strengthens the deorientation effect and reduces the orientation effect, reducing the tensile strength. The orientation of the gate can affect the orientation by influencing the flow direction.
Amorphous polymers have a higher tensile strength in the direction perpendicular to the flow direction than crystalline polymers, due to their stronger anisotropy. Low-temperature injection has greater mechanical anisotropy than high-temperature injection, with the intensity ratio of the vertical direction to the flow direction being 2 when the injection temperature is low and 1.7 when it is high.
In conclusion, increasing the melt temperature decreases the tensile strength for both crystalline and amorphous polymers, but the mechanism differs, with the latter being due to a reduction in orientation.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.