
Объяснение сварочных символов: Полный список с диаграммами
Сварочные символы могут показаться иностранным языком, но их освоение имеет решающее значение для эффективного общения в мире машиностроения. В этой статье блога опытный инженер-механик...
Что делает сварку медных шин такой важной и в то же время сложной? В этой статье рассматриваются высокая электропроводность, тепловые свойства и особые методы сварки, необходимые для медных шин в энергетическом строительстве. От понимания термического растрескивания до освоения методов сварки TIG - в статье представлено исчерпывающее руководство по достижению оптимальных результатов сварки. Узнайте о тонкостях сварочных материалов, предварительной подготовке к сварке и ключевых параметрах процесса, которые обеспечивают высокое качество сварных швов, устанавливая новый стандарт в технологии сварки.

Сварка медных шин не распространена в энергетическом строительстве нашей компании из-за высоких требований и сложности. Однако для электрических шин на угольной электростанции были выбраны медные шины, обладающие превосходной электропроводностью.
После проведения сварочных экспериментов и применения сварки на изделиях, сварочный филиал в основном освоил технологию сварки медных шин, заложив основу для будущей сварки медных шин в нашей компании и продвинув нашу технологию сварки на новый уровень.
Соединение медных шин на электростанциях осуществляется в основном двумя способами: болтовым креплением и сваркой. Медь обладает отличной электропроводностью, теплопроводностью, жаропрочностью и пластичностью. Промышленная чистота меди составляет не менее 99,5% ωcu.
Теплопроводность чистой меди при комнатной температуре в 8 раз выше, чем у углеродистой стали. Чтобы нагреть заготовку из чистой меди до температуры плавления, требуется большое количество тепла.
Поэтому во время сварки необходим концентрированный источник тепла, иначе тепло будет быстро рассеиваться. При сварке чистой меди заготовку следует предварительно подогреть.
Различные материалы на основе меди всегда содержат определенное количество примесей, образующих низкоплавкую эвтектику. Наличие пленки низкоплавкой эвтектики в затвердевшей заготовке или зоне термического влияния может привести к образованию трещин под сварочным напряжением.
Поры в металле медного шва возникают в основном из-за водорода. Когда чистая медь содержит определенное количество кислорода или когда газ CO растворен в чистой меди, поры также могут быть вызваны водяным паром и реакцией CO с O с образованием газа CO2.
Как правило, поры распределены в центре сварного шва и вблизи линии сплавления.
Во время сварки медь неизбежно подвергается окислению и выгоранию в той или иной степени, что приводит к различным дефекты сварки. Это может привести к снижению прочности, пластичности, коррозионной стойкости и электропроводности. сварное соединение.
В сплаве меди процесс сваркиПри этом размер зерна в сварном шве и зоне термического влияния значительно увеличивается, что в определенной степени влияет на механические свойства соединения.
Для улучшения характеристик соединения важно не только минимизировать тепловые эффекты, но и контролировать содержание примесей в сварном шве, а также модифицировать металл шва путем легирования.
Самые распространенные методы сварки Для меди используются газовая сварка и ручная сварка вольфрамовым электродом в инертном газе (TIG).
Однако для повышения качество сваркиПредпочтительнее использовать ручную сварку TIG. Этот метод сварки является лучшим благодаря концентрированному теплу, легко контролируемой сварочной ванне и особенно эффективен, когда сварочные материалы с толщиной (δ) менее 12 мм.
Сварка TIG обеспечивает стабильную дугу, отличную защиту и гибкость в работе, что делает ее особенно подходящей для сварки средней толщины.
Материалы для сварки меди относятся к сварочной проволоке и флюсам. Заправочная сварочная проволока: При выполнении ручной TIG-сварки необходимо вручную добавлять заправочную сварочную проволоку. Марка и состав сварочной проволоки тесно связаны с технологичностью сварки, механическими свойствами шва и коррозионной стойкостью.
При выборе заполняющей сварочной проволоки в первую очередь необходимо учитывать марку основного металла, толщину листа, структура продукта, и условия строительства.
Поэтому, когда сварка меди шин, выбирается заполняющая сварочная проволока с составом, аналогичным основному металлу. Технические параметры сварка меди проводов приведены в таблице 1.
Таблица 1: Технические параметры медной сварочной проволоки
| Класс | Стандартная модель GB | Первичный химический состав | Массовая доля (%) | Температура плавления | Основное использование |
| HS201 (Scu-2) | HSCu | Sn-1.1 | Si-0.4 | 1050 | Чистая медь Вольфрам Дуговая сварка (Использование флюса 301) |
| HS201(Scu-2) | Mn-0.4 | Медь (остались) |
Технические параметры медной сварочной проволоки
Припой: Во время аргонодуговая сваркаПоверхность расплавленного металла в бассейне склонна к окислению с образованием оксида меди (Cu2O). Его присутствие часто приводит к появлению таких дефектов, как пористость сварного шва, трещин и шлаковых включений. Технические параметры припоя приведены в таблице 2.
Предварительная подготовка к сварке в первую очередь включает в себя очистку заготовки и сварочных материалов, а также разработку и обработку канавки перед сваркой.
Очень важно очистить поверхность сварочной проволоки и обе стороны канавки медной пластины в пределах 30 мм, чтобы удалить жир, влагу, окислы и другие загрязнения. Обработка канавки производится пневматическим зубилом или фаскоснимателем.
Медь сварочная канавка Виды обработки представлены в таблице 3.
Таблица 2: Технические параметры для Сварочный флюс
| Класс | Основные компоненты (по массовой доле) % | Температура плавления(℃) | Область применения | |||||
| Na2B407 | H3B03 | NaF | NaCl | KCI | Другие | |||
| CJ301 | 16.5-18.5 | 76-79 | – | – | – | AIP04 4-5.5 | 650 | Медь Газовая сварка |
Таблица 3: Виды сварки Обработка канавок для меди
| Название материала | Толщина пластины (мм) | Диаграмма | Тип скоса | Тип соединения | Размеры конструкции соединения | ||
| a | b (мм) | P (мм) | |||||
| Чистая медь | ≤3 | I-Shape | Стыковое соединение | – | 1-2 | ||
| ≥4 | 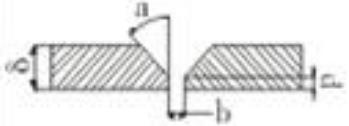 | V-образная форма | Стыковое соединение | 30°-35° | b | 1-2 | |
| ≤12 |  | Одиночная V-образная форма | Т-образный шарнир | 50°~60° | 2-3 | 1-2 | |
Примечание: значение 'b' может быть установлено в соответствии с зазором между швами на месте и технологическими требованиями.
Таблица 4: Параметры сварочного процесса для меди
| Толщина пластины (мм) | Диаметр вольфрамового электрода (мм) | Диаметр сварочной проволоки (мм) | Сварочный ток (A) | Расход хлорного газа (л/мин) | Температура предварительного нагрева (°C) |
| 1-4 | 2.0 | 2.0 | 140-220 | 15-16 | 200-300 |
| 5-12 | 2.5 | 2.0 | 240-260 | 16-18 | 600-650 |
5.1 The медная шина В месте сварки должна поддерживаться температура окружающей среды выше 5℃;
5.2 The защитный газ Используется аргон;
5.3 Сварочная проволока для медной шины должна быть из чистой меди марки HS201. Флюс CJ301 добавляется и смешивается с безводным этанолом (спиртом) до пастообразной консистенции, которая затем наносится кистью на скошенную поверхность сварного соединения перед сваркой;
5.4 Перед сваркой сварочная проволока нагревается и покрывается слоем CJ301;
5.5 Для выбора параметров сварочного процесса, вручную дуговая сварка вольфрамовым электродом Используется электрод постоянного тока положительный (DCEP); параметры процесса сварки чистой меди приведены в таблице 4;
5.6 Сварочный аппарат должен хорошо функционировать, иметь гибкую регулировку тока и удобное управление;
5.7 Метод предварительного нагрева медной шины - электрический или пламенный;
5.8 При выборе температуры предварительного нагрева детали с толщиной δ менее 4 мм могут быть подвергнуты соответствующему предварительному нагреву, а детали с толщиной δ более 4 мм должны быть предварительно нагреты до температуры 600-650℃;
5.9 Следует по возможности избегать сварки в условиях ограничения. Необходимо строго контролировать температуру межпроходного шва в процессе сварки, использовать малый ход и низкую энергию линии сварки;
5.10 The сварной шов должны быть заварены прихватками длиной не менее 10 мм. Количество прихваточных швов должно быть равномерным и не менее трех;
5.11 Для сварки деталей толщиной δ более 4 мм следует использовать многослойную многопроходную сварку;
5.12 Черные пятна, вызванные высокими температурами во время сварки, должны быть своевременно очищены. Межпроходную очистку следует выполнять с помощью проволочной щетки из нержавеющей стали;
5.13 Перед сваркой следует проверить качество прихваточных швов. К сварке можно приступать только после того, как будет подтверждено отсутствие дефектов;
5.14 Необходимо усилить промежуточные этапы контроля. Например, после прихватки, между слоями шва и после завершения всей сварки следует проводить проверки в строгом соответствии с требованиями к процессу сварки для обеспечения качества сварки.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.








