С ростом мировой экономики и развитием технологий производственные процессы человека становятся все более сложными и эффективными. Это привело к быстрой модернизации различных отраслей промышленности.
Промышленность по производству листового металла претерпела значительные изменения, перейдя от небольшого массового производства к большому количеству мелкосерийного, от режима производства на основе запасов к производству JIT (Just-In-Time), и от производства на основе человеческого труда к производству на основе автоматизированного оборудования.
Однако растущий спрос на более эффективное управление производством, развитие технологий и модернизацию техники привел к нехватке соответствующих кадров. Несмотря на то что компании предлагают высокие зарплаты и используют различные методы подбора персонала, рост стоимости рабочей силы и ее нехватка остаются серьезной проблемой.
Как решить эти проблемы, сохранив при этом технологический прогресс? Как отрасль может идти в ногу со временем, делая при этом необходимые шаги по переходу? Это важные вопросы, которые необходимо решить в листовой металл промышленность.
Автоматизация и гибкость листового металла постоянно развиваются, и каждая компания имеет уникальные требования, основанные на типе продукции, режиме производства и размере завода. Поиск наиболее подходящей автоматической и гибкой линии обработки для своих конкретных нужд - это способ для компаний улучшить свои технологии и снизить затраты.
Являясь представителем индустрии листового металла, мы с гордостью делимся своими знаниями в области автоматизации листового металла и гибких производственных систем. Наша цель - предоставить вам справочную информацию и рекомендации.
Общие методы производства деталей из листового металла
В настоящее время серверные шкафы производятся в цехах по производству листового металла или на заводах по производству шкафов. Основными методами заготовки и штамповки являются следующие:
1. Производство обычных штамповочных прессов
Это традиционный метод. Он предполагает ручную подачу материала. Из-за большого размера деталей из листового металла и многочисленных особенностей штамповки часто для обработки одной детали из листового металла требуется несколько комплектов оснастки на различных вырубные прессы.
В процессе изготовления листового металла этот метод не только не позволяет достичь высокой эффективности производства, но и создает угрозу безопасности.
Для выполнения этой задачи требуется значительная рабочая сила, что приводит к большим трудозатратам. В условиях экономического роста и значительного повышения стоимости рабочей силы этот метод постепенно выходит из употребления.
2. Производство штамповочных прессов с ЧПУ
В настоящее время это основной метод производства в цехах по изготовлению листового металла.
Пробивные прессы с ЧПУ, благодаря программируемой штамповке, могут производить детали из листового металла от единичных экземпляров и небольших партий до средних партий. Они не отличаются особой избирательностью в отношении используемых материалов, что делает их широко применимыми.
Однако вырубные прессы с ЧПУ дороги, требуют квалифицированных операторов, имеют более низкий коэффициент использования материала, а их производственная эффективность и рентабельность средние.
3. Машина лазерной резки или связанное с ней производство заготовительной линии
Этот метод быстро набирает обороты. Благодаря значительному снижению стоимости станков для лазерной резки они подходят для производства деталей из листового металла как единичными экземплярами, так и малыми и средними партиями.
Они постепенно вытесняют пробивные прессы с ЧПУ при изготовлении листового металла.
Однако существуют опасения относительно их эффективности при крупномасштабном производстве.
4. Линия для штамповки гибкого листового металла
Гибкий лист штамповка металла Производственная линия, основанная на плоском питателе и пневматической комбинированной пресс-форме, представляет собой недорогую инновационную штамповочную линию, способную решить проблемы эффективности и стоимости для среднего и крупного производства листового металла. В последнее время она стремительно развивается.
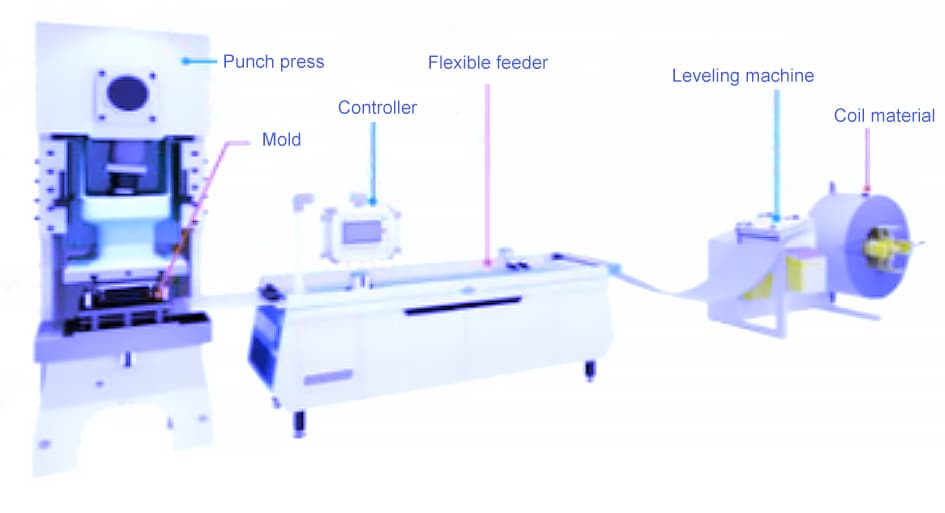
Гибкая линия штамповки листового металла состоит из гибкого плоского питателя с ЧПУ (или гибкого роликового питателя), пневматического комбинированного штампа, рулонной правильной машины и обычного вырубной пресс.
Рисунок 1: Производственная линия для штамповки гибкого листового металла
Как показано на рис. 1, благодаря согласованию устройства подачи с пневматической комбинированной пресс-формой, она обеспечивает подачу рулона и выполняет непрерывную штамповку и формовку деталей. Это значительно повышает эффективность работы и подходит для средних и крупных партий деталей из листового металла, особенно для различных сетевых шкафов, силовых шкафов, крупной бытовой техники, экспресс-шкафов, панелей с одним отверстием и т.д.
Гибкий плоский питатель с ЧПУ является основой штамповочное производство линия. В нем используется промышленный компьютер управления движением для управления позиционированием подачи, пуансона работа пресса, пневматическое комбинированное переключение пресс-форм и выпуск рулонного материала.
Использование ЧПУ вырубной пресс Метод подачи с зажимом, выпрямленный рулонный материал подается ровно, эффективно решая проблемы точности подачи рулонов. Общий ход подачи может достигать ±0,2 м, с попеременной подачей по двум осям, что повышает эффективность подачи.
При обеспечении точности скорость пуансонного пресса может достигать 100 ударов в минуту, и он может контролировать до 20 пуансонных головок, полностью удовлетворяя потребности штамповки листового металла.
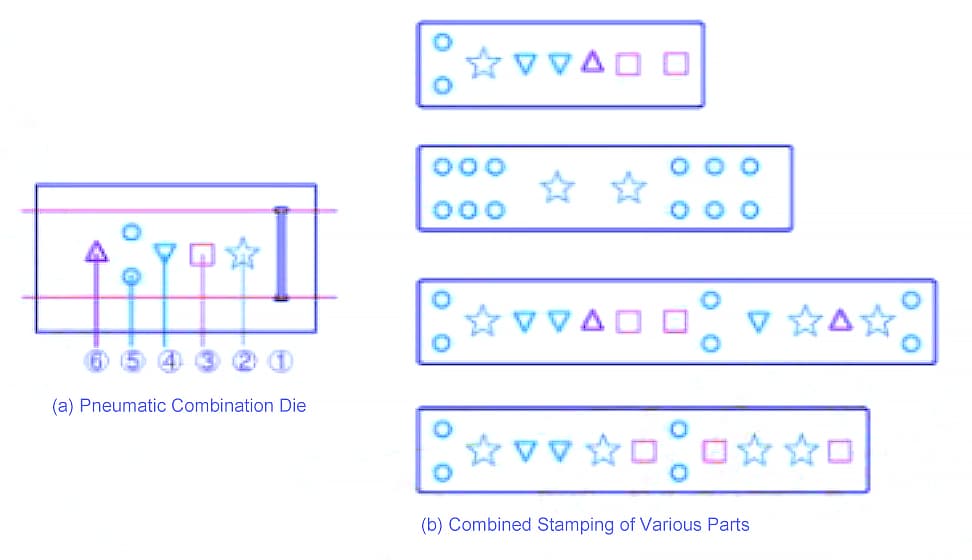
Пневматическая комбинированная пресс-форма, важный компонент гибкой линии штамповки листового металла, как показано на рис. 2, деконструирует различные элементы штампуемых деталей из листового металла, создавая отдельные головки пуансонов, расположенные на одном комплекте пресс-форм.
Рисунок 2: Комбинированный штамп с пневматическим управлением
Каждая головка пуансона управляется своим цилиндром и механизмом. Когда для штамповки требуется определенная головка пуансона, цилиндр и механизм выталкивают ее.
После завершения штамповки элементов головка пуансона втягивается, и другая головка (головки) пуансона выполняет штамповку в соответствии с распределением системы. Эта пресс-форма является гибкой и управляемой, что позволяет значительно уменьшить размер пресс-формы.
Использование комбинаций головок пуансонов для различных деталей позволяет не только снизить стоимость пресс-формы, но и повысить эффективность штамповки.
Преимущества гибкой производственной линии для штамповки листового металла:
Экономия времени: Непрерывная подача рулонов и штамповка с ЧПУ ускоряют процесс обработки, в несколько раз или в десятки раз быстрее, чем штамповочные прессы (лазерные резаки) с ЧПУ (полоса с 400 квадратными отверстиями выполняется за несколько секунд).
Экономия управленческих расходов: Нет необходимости в специалистах или инженерах; табличное программирование позволяет программировать и управлять обычным операторам.
Экономия трудовых затрат: Один человек может обслуживать несколько питателей, что значительно сокращает количество оборудования и персонала.
Экономия затрат на оборудование: Один станок может заменить несколько вырубных прессов с ЧПУ, лазерных резаков или обычных вырубных прессов.
Экономия затрат на пресс-формы: Многоразовые пресс-формы и гибкие комбинации пресс-форм экономят расходы на пресс-формы и значительно сокращают время их замены.
Экономия материальных затрат: Подача рулонов экономит затраты на резку материала, не оставляет отходов и значительно повышает эффективность использования материала (экономия 10%-20%).
Сравнение методов производства листового металла
Гибкость производственной линии для штамповки листового металла заключается прежде всего в ширине материала, которая может варьироваться в диапазоне 50-1000 мм, требуя лишь регулировки положения зажима во время загрузки.
Используя пневматическую комбинированную пресс-форму, можно запрограммировать любую пуансонную головку для комбинирования изделий, не ограничиваясь длиной детали или положением пуансона (по вертикали).
Это позволяет удобно изготавливать несколько серий деталей из листового металла с помощью одного комплекта пресс-форм. Сравнение методов производства листового металла приведено в таблице 1.
Таблица 1 Сравнение методов производства листового металла
Методы производства
Преимущества
Недостатки
Приложения
Стандартный пуансон
Оборудование дешевое
1. Низкая эффективность, качество трудно контролировать
2. Высокая стоимость рабочей силы
Простое производство листового металла
Пуансонный пресс с ЧПУ
Гибкость и удобство использования: Подходит для производства от единичных изделий до средней партии
Компонент лазерного резака или линии заготовки материала
1. Гибкость и удобство использования, подходит для производства от единичных экземпляров до средней партии
2. Не требуется плесень
1. Не подходит для сложных деталей из листового металла с несколькими отверстиями
2. Некоторые пластины требуют использования защитного газа
3. Средняя эффективность
Заготовка различных листовых материалов
Линия для штамповки гибкого листового металла
1. Высокая эффективность производства, некоторые детали из листового металла могут повысить эффективность до десяти раз (по сравнению с CNC штамповкой и лазерной резкой)
2. Высокая степень использования материала, отсутствие брака, экономия от 10% до 20% материалов
3. Некоторые детали из листового металла могут быть согнуты и сформованы на производственной линии, что сокращает последующие процессы
4. Подача, процесс уменьшения и обработка рулонов
5. Низкая стоимость производственной линии, если имеется пуансон-пресс, вся производственная линия может стоить менее 200 000 юаней
1. Высокая стоимость пневматической комбинированной пресс-формы
2. Не подходит для единичного или мелкосерийного производства
Различные среднесерийные и крупносерийные комплексы листовой материал падает и формируется, особенно подходит для колонн шкафов, поперечных балок, сетчатых дверей и т.д.
Автоматизация и гибкость многоколонного автоматического интеллектуального склада
Многоколонный автоматический интеллектуальный склад служит центром, объединяющим процессы стрижки, перфорации, фальцовки и резки.
Центральная система управления и система управления производством заказчика обмениваются информацией, что позволяет автоматически планировать производство изделий из листового металла в зависимости от количества заказа. В результате формируются планы производства и обработки, а затем автоматическое программирование этих планов передается на обрабатывающее оборудование.
Оборудование взаимодействует с автоматическим интеллектуальным складом в соответствии с планом обработки, определенным верхней системой, обрабатывая необходимые материалы или полуфабрикаты для достижения автоматизированного производства.
Система мониторинга в режиме реального времени передает информацию о процессах обработки от каждой единицы оборудования в верхнюю систему, что позволяет управлять всем процессом.
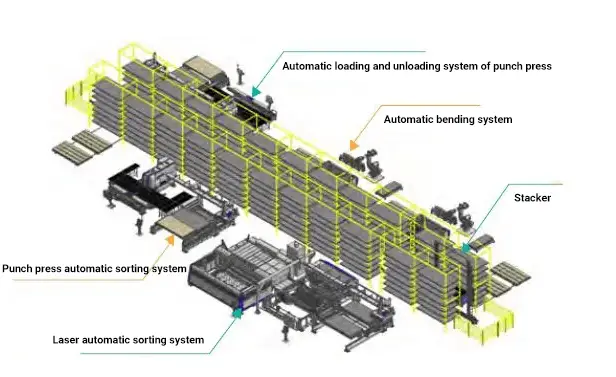
На рисунке 1 показан пример автоматической интеллектуальной складской FMS-системы.
Рис. 1 Схема линии обработки FMS на автоматическом интеллектуальном складе
Автоматический интеллектуальный склад выполняет функции хранения, буферизации и обработки материалов, полуфабрикатов и готовой продукции, тем самым реализуя физическую интеграцию системы FMS (Flexible Manufacturing System).
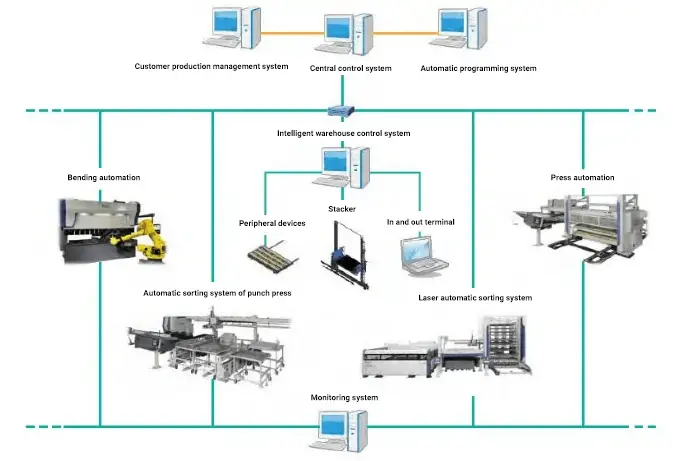
Центральная система управления, интеллектуальная система управления складом, система управления верхним производством заказчика и каждый агрегат интегрированы через сетевое соединение, состоящее из ПЛК (программируемого логического контроллера). Это позволяет обмениваться информацией между всеми системами.
Приведенная выше система FMS состоит из следующих частей:
Многоколонный автоматический интеллектуальный склад
Волоконный лазер комбинированная обрабатывающая машина + автоматическая система сортировки
Высокоскоростной пуансон с ЧПУ + автоматическая система сортировки
Высокоскоростной перфоратор с ЧПУ + автоматическая система загрузки и выгрузки
Программное обеспечение для работы с листовым металлом
Система управления производством заказчика
Особенности системы FMS
Система может осуществлять круглосуточную беспилотную автоматическую обработку и автоматическую сортировку;
Он может объединять блоки автоматики различных обработка листового металла процессов, чтобы сократить недействительные перемещения между различными процессами;
Можно эффективно использовать пространство фабрики для достижения единого управления материалами, полуфабрикатами и готовой продукцией;
Благодаря интеграции информации и оптимизации каждой системы, реализуется общее рационализаторское управление заводом.
Однако не все клиенты являются идеальными кандидатами для этой системы. Система FMS относительно сложна, требует больших первоначальных инвестиций и длительного срока поставки. Кроме того, при отсутствии достаточного количества управленческого персонала и масштабов производства эффективная эксплуатация этой системы может быть затруднена.
Сообщается, что некоторые клиенты, внедрившие подобные системы, по разным причинам прекратили их использование.
Для удовлетворения различных потребностей клиентов каждый листогибочный агрегат, подключенный к автоматическому интеллектуальному складу, может использоваться как независимый автоматизированный листогибочный агрегат, эффективно решая вышеуказанные проблемы.
Автоматическая система сортировки волоконного лазера комбинированной обработки машины
Процесс автоматической сортировки включает в себя подключение пуансона или станок лазерной резки с помощью программного обеспечения для автоматического программирования CAMPATH. Это позволяет автоматически определять форму деталей, вложенных в большую пластину. После обработки детали автоматически сортируются и укладываются в определенное место.
Особенности автоматической системы сортировки
(1) Экономия труда и времени:
Благодаря отсутствию необходимости в ручном микросоединении и укладке на поддоны автоматический процесс сортировки сокращает количество промежуточных этапов и экономит время.
(2) Подходит для вариантов с высокой стоимостью:
Эта система идеально подходит для сортов с высокой добавленной стоимостью и режимов производства "точно в срок".
(3) Предотвращает появление царапин и следов:
Автоматическое сортировочное устройство использует тонкий контроль и многочисленные присоски для бережного обращения с готовой продукцией, не допуская появления царапин и следов.
(4) Интеллектуальная визуализация:
Система может автоматически сортировать и отслеживать количество обработки на основе различных процессов или типов продукции, обеспечивая интеллектуальную визуализацию.
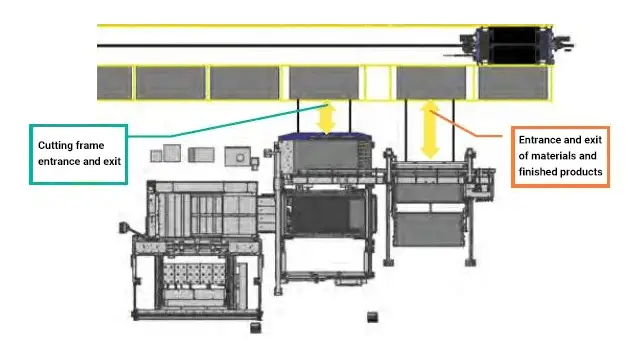
Стыковка автоматической сортировочной системы и автоматического интеллектуального склада
На рисунке 3 показана связь между автоматической системой сортировки лазерного станка для обработки компаундов и автоматическим интеллектуальным складом.
Рис. 3 Стыковка автоматической системы сортировки лазерного станка для обработки компаундов с автоматическим интеллектуальным складом
Центральная система управления организует план обработки на основе системы верхнего управления клиента. Это, в свою очередь, дает указания автоматическому интеллектуальному складу и каждому обработка листового металла устройство, чтобы начать обработку.
После подготовки листового металла начинается цикл автоматизированной обработки.
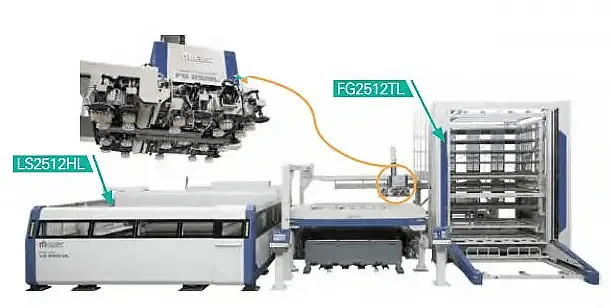
Автоматическая сортировочная стереоскопическая установка для хранения материалов
Разница между автоматическим сортировочным стереоскопическим складским комплексом (показан на рисунке 4) и предыдущим решением заключается в том, что поставка сырья и готовой продукции осуществляется не через автоматический интеллектуальный склад, а через 8- или 10-слойный независимый склад и погрузочно-разгрузочный сортировочный инвентарь.
Рис. 4 Автоматическая сортировочная стереоскопическая установка для складирования материалов волоконный лазер комбинированная машина для обработки
Лазерная система сортировки способна сортировать заготовки размером не менее 250 мм x 100 мм и плиты весом до 235 кг.
После создания плана обработки на лазерная резка интерфейс работы машины, склад материалов будет автоматически входить и выходить из склада на основе заданного слоя материалов и слоя готовой продукции в плане обработки. Погрузочно-разгрузочная сортировка и укладка на поддоны будут осуществляться с помощью погрузочно-разгрузочной сортировочной оснастки.
Устройство для складирования материалов удобно в использовании, занимает минимум места и имеет относительно низкую стоимость инвестиций.
Автоматическая система сортировки пуансонов с ЧПУ
В отличие от лазерной системы сортировки, автоматическая система сортировки для перфораторов с ЧПУ требует использования вспомогательного перфоратора в конце процесса сортировки. Это связано с тем, что пуансоны с ЧПУ не имеют таблицы смены и поэтому должны находиться в режиме ожидания во время выполнения сортировки.
Система сортировки пуансонов с ЧПУ способна сортировать заготовки размером не менее 100 мм x 80 мм и обрабатывать плиты весом до 110 кг.
После создания плана обработки на операционном интерфейсе пуансона с ЧПУ склад материалов будет автоматически входить и выходить из склада на основе заданного слоя материалов и слоя готовой продукции в плане обработки. Погрузочно-разгрузочная сортировка и укладка на поддоны будут осуществляться с помощью погрузочно-разгрузочной сортировочной оснастки.
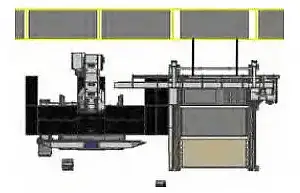
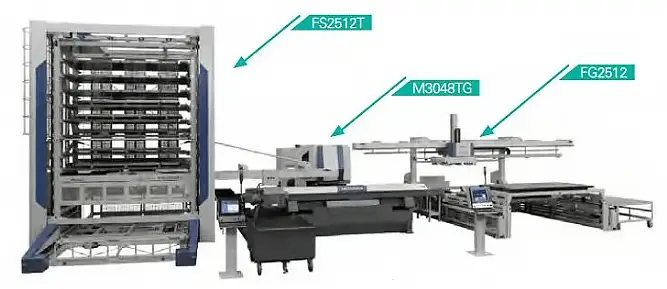
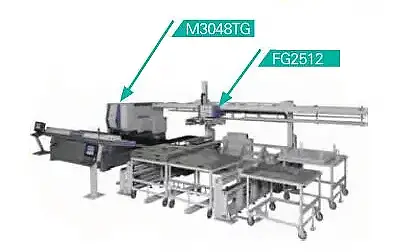
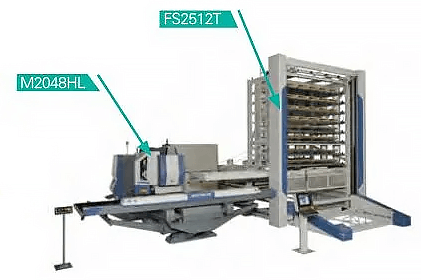
Система может быть подключена к автоматическому складу (как показано на рисунке 5), стереоскопическому складу материалов (как показано на рисунке 6) или работать как самостоятельное устройство (как показано на рисунке 7).
Рис. 5 Стыковка автоматической сортировки и автоматического склада пуансонов с ЧПУ
Рис. 6 Автоматическое сортировочное стереоскопическое устройство склада материалов для пуансонов с ЧПУ
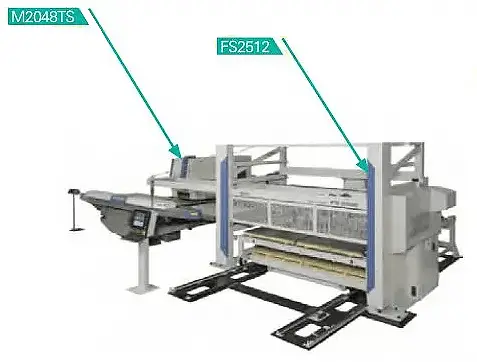
Ручная тележка на рисунке 7 предназначена для автоматической сортировки различных процессов или продуктов.
Рис. 7 Независимый блок автоматической сортировки пуансонов с ЧПУ
Автоматическая система загрузки и выгрузки пуансонов/лазерной резки с ЧПУ
Автоматическая система загрузки и выгрузки для пробивных/лазерных раскроечных станков с ЧПУ может использоваться для автоматической загрузки и выгрузки пиломатериалов фиксированной длины, как с раскроем больших листов, так и без раскроя.
Пробивные/лазерные резальные машины с ЧПУ могут работать в паре с автоматическим складом, складом трехмерных материалов и автоматической системой сортировки FG, как показано на рисунках 8 и 9.
Рис. 8 Автоматическая загрузка и выгрузка стереоскопического склада материалов лазерного компаундного станка с ЧПУ
Рис. 9 Автоматическое устройство загрузки и выгрузки пуансона с ЧПУ
По сравнению с автоматической системой сортировки эта система обладает такими преимуществами, как простота эксплуатации, гибкость применения и меньшие первоначальные инвестиции.
Предприятия могут использовать его в полуавтоматическом режиме или в качестве автономного режима работы для перфораторов с ЧПУ и станки лазерной резкиВ зависимости от конкретных операционных потребностей.
Автоматическая система гибки
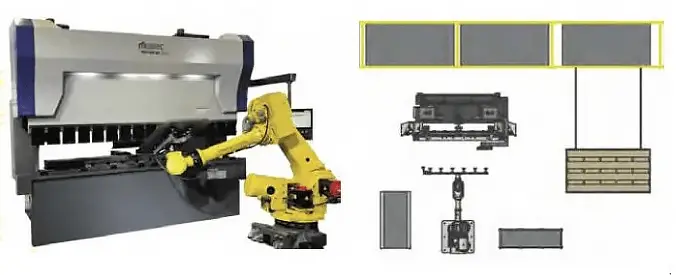
Применение автоматической системы гибки в сочетании с интеллектуальным автоматическим складом (как показано на рис. 10) аналогично обработка листового металла система блоков, описанная выше.
Рис. 10 Стыковка автоматической гибочной погрузочно-разгрузочной машины и автоматического интеллектуального склада
Если система не связана с автоматическим складом, она может функционировать как независимый автоматический гибочный агрегат. Кроме того, гибочный станок может управляться вручную как отдельная машина.
Система программного обеспечения для работы с листовым металлом
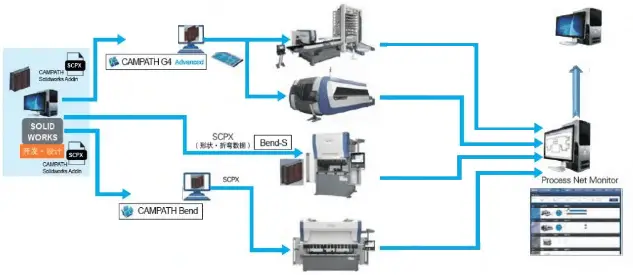
Процесс применения программного обеспечения для работы с листовым металлом показан на рисунке 11.
Рис. 11 Блок-схема программного приложения для работы с листовым металлом
От автоматической обработки 3D-продуктов, разработанных заказчиком, до автоматической пакетной обработки пуансонов/лазерной сортировки, раскроя, гибки и других программ обработки, автоматический толчок к каждому блоку обработки может достичь полной автоматизации производственного процесса.
В то же время система отслеживает фактическое состояние обработки на каждом оборудовании, собирает данные об обработке в режиме реального времени и обеспечивает обратную связь с MES и другими системами управления производством заказчика.
С развитием науки и техники оборудование для производства листового металла вступило в эпоху Интернета вещей (IoT) и больших данных. Многие ведущие компании в сфере производства листового металла имеют большое количество автоматических и гибких линий обработки и осознают, что для хорошего оборудования для листового металла необходимо соответствующее интеллектуальное программное обеспечение для листового металла.
Оборудование для автоматизации производства листового металла подобно смартфону: без правильного программного обеспечения оно не сможет полностью раскрыть свой потенциал и ценность. Поэтому при покупке оборудования для автоматизации листового металла очень важно выбрать подходящее интеллектуальное программное обеспечение для листового металла.
Заключительные мысли
В заключение следует отметить, что перед покупкой оборудования для автоматизации производства листового металла предприятиям рекомендуется максимально уточнить технические характеристики, области применения и процессы, необходимые для автоматизации и гибкой линии обработки.
Общаясь с техническими специалистами производителей оборудования для производства листового металла, важно также узнать мнения и предложения экспертов и коллег по отрасли.
Выбрав подходящий обработка листового металла Линия позволяет предприятиям эффективно решать такие практические проблемы, как смена персонала, изменение производственных мощностей, изменение продукции, изменение процессов и приложений, закладывая прочный фундамент для будущего роста и развития.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].