8 Revolutionary AI Applications in the Manufacturing Industry
Imagine a world where machines not only build our products but also think and learn like us. In this article, we explore how artificial intelligence is transforming the manufacturing industry. From intelligent robots sorting parts to predictive maintenance saving downtime, AI is reshaping production processes. Readers will discover eight groundbreaking AI applications that enhance efficiency, improve quality, and reduce costs in manufacturing. Dive in to see how technology is pushing the boundaries of what machines can do.
The concept of artificial intelligence was first introduced in the 1950s, more than sixty years ago.
However, it wasn’t until recent years that AI experienced an explosive growth, primarily due to the maturation of technologies like the Internet of Things (IoT), big data, and cloud computing.
The IoT allows for real-time acquisition of vast amounts of data, while big data provides data resources and algorithmic support for deep learning. Cloud computing offers flexible computational resources for AI.
The organic combination of these technologies drives the continuous development of AI, resulting in substantial progress. The match between AlphaGo and Lee Sedol brought AI to the forefront, triggering a new wave of AI fervor.
The record-breaking launch of ChatGPT at the end of 2022, along with the popularity of AI drawing tools like Stable Diffusion, have made 2023 the inaugural year of AI democratization!
Research and applications of artificial intelligence are progressively flourishing across various fields. With the advent of the smart manufacturing wave, artificial intelligence has been integrated into every aspect of the manufacturing industry, including design, production, management, and services.
I. Three Levels of Artificial Intelligence Technology
Artificial intelligence (AI) technology and products, through years of practical testing, are now widely applied and are accelerating the integration of AI across various industries.
From a technical perspective, it’s commonly accepted in the industry that the core capabilities of artificial intelligence can be categorized into three levels: computational intelligence, perceptual intelligence, and cognitive intelligence.
1. Computational Intelligence
Computational intelligence refers to a machine’s superior storage capacity and ultra-fast computational capabilities. It can perform deep learning based on massive data, using historical experience to guide the current environment.
With the continuous development of computational power and the constant upgrading of storage methods, computational intelligence can be said to have been realized.
For instance, AlphaGo, using reinforcement learning technology, defeated the world Go champion, and e-commerce platforms employ deep learning based on user purchasing habits for personalized product recommendations.
2. Perceptual Intelligence
Perceptual intelligence refers to the capability of machines to possess senses like vision, hearing, and touch. It can structure unstructured data and interact with users in human communication methods.
With the advancement of various technologies, the value of more unstructured data is recognized and exploited. Perceptual intelligence related to senses such as voice, image, video, and touch points is also rapidly evolving.
Autonomous vehicles and renowned Boston Dynamics robots employ perceptual intelligence; they perceive and process their surroundings through various sensors, effectively guiding their operations.
3. Cognitive Intelligence
Compared to computational and perceptual intelligence, cognitive intelligence is more complex; it refers to the machine’s ability to understand, induct, reason, and utilize knowledge like a human.
Currently, cognitive intelligence technology is still in the research and exploration stage.
For instance, in the public safety sector, extracting features and pattern analysis of micro and macro behaviors of criminals, developing artificial intelligence models and systems for crime prediction, fund penetration, and urban crime evolution simulation.
In the financial industry, it’s used to identify suspicious transactions and predict macroeconomic fluctuations. There is still a long way to go to accelerate the development of cognitive intelligence.
II. Application Scenarios of Artificial Intelligence in Manufacturing Industry
From the perspective of application, the deployment of a single artificial intelligence technology may encompass multiple tiers of core capabilities such as computational intelligence and perceptual intelligence.
Industrial robots, smartphones, self-driving cars, drones, and other intelligent products serve as carriers of artificial intelligence.
These products, through the combination of hardware and various software types, possess the ability to perceive, make judgments, and interact in real-time with users and the environment, all while integrating various core capabilities of artificial intelligence.
For instance, in manufacturing, a variety of intelligent robots are widely utilized: Sorting/picking robots can autonomously recognize and grasp irregular objects.
Collaborative robots are capable of understanding and responding to their surrounding environment. Automated follow carts can recognize faces to initiate autonomous tracking.
With the aid of SLAM (Simultaneous Localization and Mapping) technology, autonomous mobile robots can utilize onboard sensors to identify feature markers in unknown environments, and then estimate the global coordinates of the robot and these feature markers based on the relative location and odometer readings.
Autonomous driving technology, in terms of positioning, environmental perception, route planning, behavioral decision-making, and control, also integrates various artificial intelligence technologies and algorithms.
Current applications of artificial intelligence in manufacturing industries primarily encompass intelligent voice interaction products, facial recognition, image recognition, image searches, voiceprint recognition, text recognition, machine translation, machine learning, big data computation, and data visualization.
The following text summarizes eight common AI application scenarios often used in manufacturing.
Scenario One: Intelligent Sorting
Many tasks in manufacturing require sorting. If carried out manually, the process is slow, costly, and relies on maintaining a suitable working temperature environment. Implementing industrial robots for intelligent sorting can significantly reduce costs and improve speed.
Consider the example of sorting parts. The parts that need to be sorted are often not neatly arranged, and while the robot has a camera to see the parts, it doesn’t know how to successfully pick them up. In this situation, machine learning technology can be used.
The robot performs a random sorting action, then it is informed whether the action succeeded in picking up a part or missed.
After multiple training iterations, the robot learns the sequence of sorting actions with the highest success rate, the optimal positions to grasp for successful picking, and the order for sorting that yields the highest success rate.
After several hours of learning, the robot’s sorting success rate can reach 90%, equivalent to the level of a skilled worker.
Scenario Two: Equipment Health Management
By conducting real-time monitoring of machine operation data, feature analysis, and machine learning techniques, we can predict equipment failures before accidents occur, reducing unscheduled downtime.
On the other hand, in the face of sudden equipment failure, we can rapidly diagnose the problem, pinpoint the cause, and provide corresponding solutions.
This is commonly applied in the manufacturing industry, especially in chemical engineering, heavy equipment, hardware processing, 3C manufacturing, wind power, and other sectors.
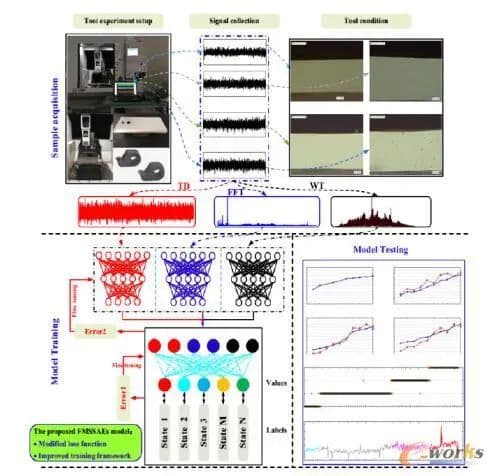
Take CNC machine tools as an example. By using machine learning algorithms and intelligent sensors to monitor information such as the power, current, and voltage of cutting tools, the main spindle, and the feed motor during the machining process, we can identify the stress, wear, and damage state of the tools, as well as the stability status of the machine tool processing.
Based on these states, we can adjust machining parameters (spindle speed, feed speed) and processing instructions in real time, predicting when to replace the tool to enhance machining accuracy, reduce production line downtime, and improve equipment safety.
Figure 1: Tool Wear Prediction Based on Deep Learning
The application of machine vision for surface defect detection is now common in manufacturing.
Machine vision can rapidly identify minor and complex product surface defects in milliseconds under constantly changing conditions, and classify them, such as detecting surface contaminants, damage, and cracks.
Some industrial intelligence firms have combined deep learning with 3D microscopes to increase defect detection accuracy to the nanometer level.
For defective products detected, the system can automatically determine if they are repairable, plan the repair path and method, and then the machinery performs the repair action.
For example, PVC pipe is one of the most commonly used building materials and is consumed in large quantities.
It’s prone to surface scratches, pits, water ripples, and matte surfaces during the production and packaging process, requiring a significant amount of labor for inspection.
After implementing visual automatic detection of surface defects, impurities on the pipe surface are automatically detected by setting the minimum and maximum area sizes, with a minimum detection precision of 0.15mm² and a detection rate greater than 99%.
Scratches on the pipe surface are automatically detected by setting the minimum and maximum lengths and widths, with a minimum detection precision of 0.06mm and a detection rate greater than 99%.
Wrinkles on the pipe surface are automatically detected by setting the minimum and maximum lengths, widths, segment lengths, and color difference thresholds, with a minimum detection precision of 10mm and a detection rate greater than 95%.
Figure 2: Inspection of Surface Wrinkles on PVC Pipes
Scenario Four: Product Quality Inspection and Fault Determination Based on Voiceprint Recognition
Utilizing voiceprint recognition technology, we can automatically detect anomalous sounds, identify defective products, and compare with a voiceprint database for fault determination.
For instance, since the end of 2018, Faurecia (Wuxi) factory initiated a comprehensive collaboration with the group’s Big Data Science team, dedicated to applying AI technology to the NVH (Noise, Vibration, and Harshness) performance evaluation of seat adjusters.
In 2019, the Faurecia (Wuxi) factory incorporated AI technology into the anomalous sound detection of adjusters, realizing the automation of the whole process from signal collection, data storage, data analysis to self-learning. The detection efficiency and precision far exceed traditional manual inspection.
With the implementation of the noise detection system based on AI technology in the Wuxi factory, the staff count has decreased from 38 to 3. Simultaneously, the capacity for quality control has significantly improved, with an annual economic benefit reaching 4.5 million RMB.
Scene Five: Intelligent Decision-Making
Manufacturing enterprises can apply artificial intelligence technologies such as machine learning in conjunction with big data analysis to optimize scheduling methods, enhancing their decision-making capabilities in areas such as product quality, operational management, energy consumption management, and tool management.
For instance, the intelligent production management system of FAW Jiefang Wuxi Diesel Engine Factory features capabilities such as anomaly and production scheduling data collection, diagnosis of abnormal causes based on decision trees, equipment downtime prediction based on regression analysis, and scheduling decision optimization based on machine learning.
By using the historical scheduling decision process data and actual production performance indicators post-scheduling as the training dataset, and employing neural network algorithms, parameters of the scheduling decision evaluation algorithm are fine-tuned to ensure that scheduling decisions meet actual production requirements.
Scene Six: Digital Twinning
Digital twinning is the mirroring of physical entities in the virtual world. The creation of digital twins integrates artificial intelligence, machine learning, and sensor data to establish a vivid, real-time updated “real” model supporting decision-making throughout the lifecycle of physical products.
In pursuing reduced-order modeling of digital twin entities, complexity and nonlinear models can be placed in neural networks. Leveraging deep learning, a finite goal is established, upon which reduced-order modeling is based.
For instance, in the traditional model, the fluid and thermal simulation of an outlet of a hot and cold water pipe, using a 16-core server, requires 57 hours per calculation. After implementing reduced-order modeling, each calculation only takes a few minutes.
Scene Seven: Generative Design
Generative design is an interactive, self-innovative process. When engineers are designing products, they only need to set desired parameters and performance constraints under system guidance, such as material, weight, volume, etc.
Coupling this with artificial intelligence algorithms, hundreds to thousands of viable solutions can be automatically generated according to the designer’s intent. These are then autonomously compared and the optimal design is selected and recommended to the designer for the final decision.
Generative design has become a new interdisciplinary field, deeply integrated with computer and artificial intelligence technologies, applying advanced algorithms and technologies to the design process.
Widely used generative algorithms include parametric systems, Shape Grammars (SG), L-systems, Cellular Automata (CA), topology optimization algorithms, evolutionary systems, and genetic algorithms.
Figure 3: Formative Design of Wheel Spokes
Scene Eight: Demand Forecasting and Supply Chain Optimization
Leveraging artificial intelligence, we establish precise demand forecasting models, enabling businesses to make sales predictions, anticipate servicing parts requirements, and make demand-driven decisions.
Simultaneously, through the analysis of external data and based on demand predictions, we formulate inventory replenishment strategies, supplier evaluations, and parts selection.
For instance, in a pragmatic effort to control production management costs, American Honda Motor Company aimed to understand when future customer demand would occur.
Therefore, they created a predictive model using sales and maintenance data from 1,200 dealerships. This model estimates the number of vehicles returning to dealerships for maintenance over the next few years.
The information was then used to set benchmarks for pre-preparation of various parts. This transformation enabled American Honda to achieve a forecasting accuracy of up to 99% and reduce customer complaint time by threefold.
III. Conclusion
Currently, with an increasing number of businesses, universities, and open-source organizations entering the field of artificial intelligence, a large influx of successful AI open-source software and platforms is leading to an unprecedented boom in artificial intelligence.
However, compared to sectors like finance, the applications of AI in manufacturing, although numerous, are not particularly prominent and one could say that their development has been relatively slow.
The primary reasons for these issues stem from the following three areas:
1. The collection, utilization, and development of data during the manufacturing process present significant challenges. Furthermore, most companies primarily rely on private, limited-scale databases, resulting in a lack of high-quality machine learning samples. This restricts the machine’s self-learning process.
2. There exists a variety of differences among manufacturing sectors, which heightens the complexity of artificial intelligence solutions and increases the demand for customization.
3. Within various industries, there’s a lack of leading enterprises that could drive the trend of deeply integrating artificial intelligence with manufacturing.
By addressing these three critical issues, artificial intelligence technology could be better applied within the manufacturing industry.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Imagine shrinking complex machinery down to the size of a virus. Nanofabrication techniques, like optical lithography and scanning tunneling microscopy, are making this a reality. These methods manipulate materials at…
Have you ever wondered how critical equipment in high-pressure environments maintains reliable operation? Dry gas seals are the unsung heroes that ensure smooth functioning and prevent leakage. In this article,…
Imagine a world where objects not only take shape but evolve over time. This is the promise of 4D printing—a revolutionary leap from traditional 3D printing, incorporating time as a…
Imagine transforming raw metal powder into complex, high-performance parts without the need for traditional melting processes. This is powder metallurgy—a versatile manufacturing technique that combines powders to create materials with…
Imagine creating anything you want, layer by layer, right at your desk. Welcome to the world of 3D printing! This revolutionary technology, also known as additive manufacturing, builds objects by…
Imagine a material that remembers its shape even after being twisted, bent, or stretched. Shape memory alloys (SMAs) do just that, transforming engineering across various fields. This article explores how…
Have you ever wondered how the world’s top UV printers are transforming industries? This article explores leading manufacturers like Canon, Ricoh, Hand Top, and JHF, highlighting their innovations and impact.…