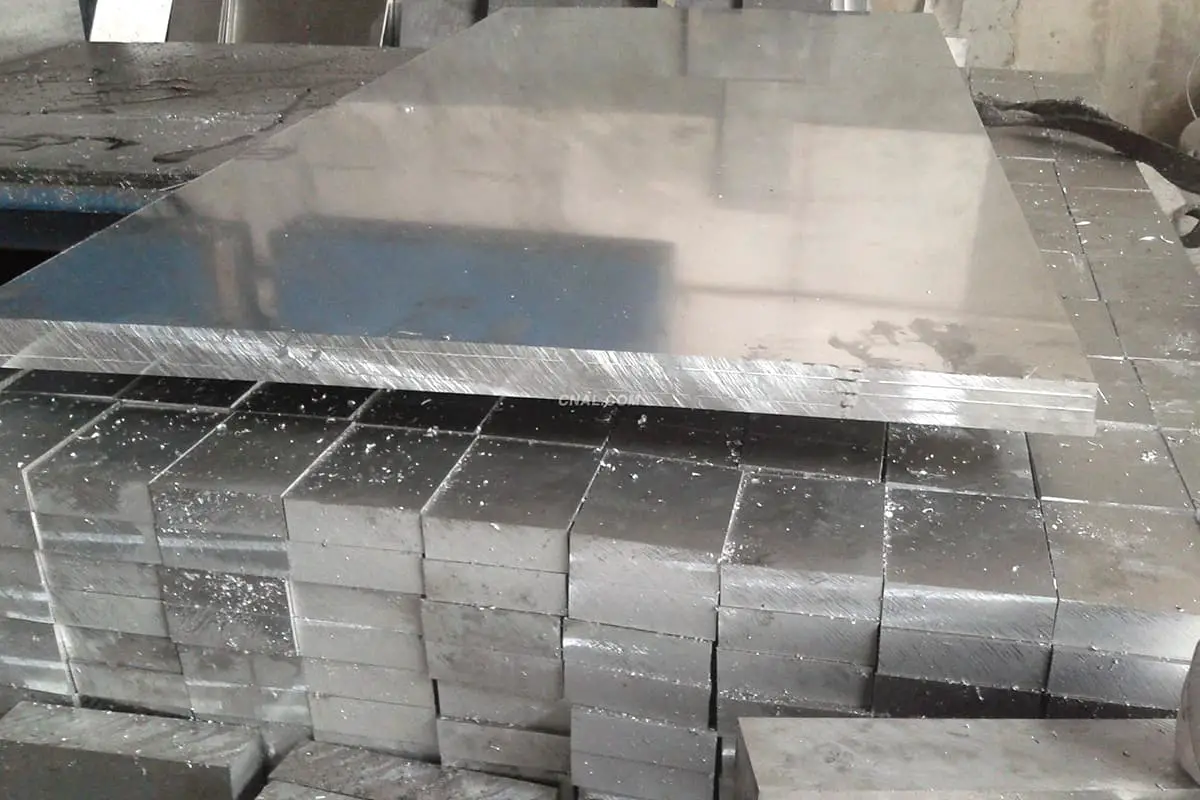
The manufacturing of aluminum sheets involves transforming aluminum and its alloys through stages of melting, casting, pre-rolling preparation, flat rolling, heat treatment, and finishing. This creates either single sheets or rolled materials with a rectangular cross-section.
Sheet thickness can reach up to 200mm, with categories including thin sheets, thick sheets (5-80mm), and extra thick sheets. The sheet width generally ranges from 1-5m, with lengths varying between 2-10m.
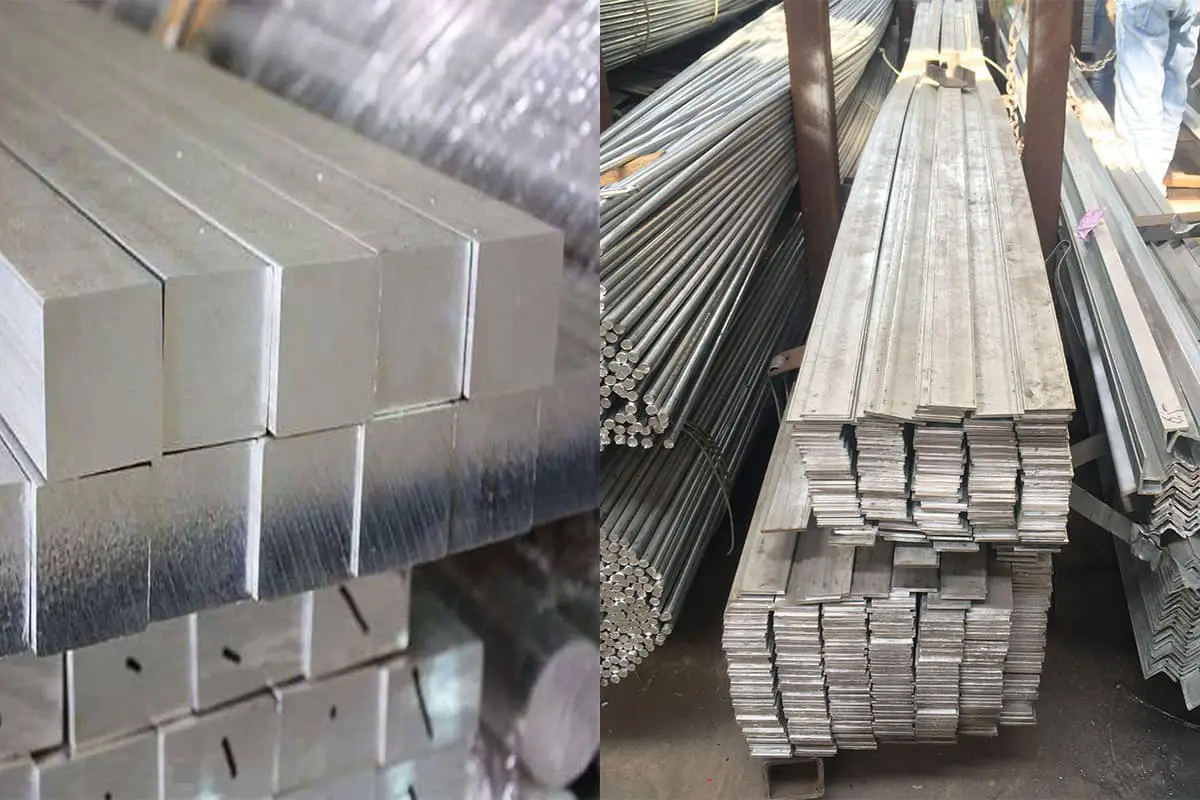
Strips typically have a thickness no greater than 2mm and a width no more than 600mm, and are supplied in rolls.
Aluminum and aluminum alloy sheets and strips are supplied in hot-rolled states, annealed states, various degrees of soft states, and various heat treatment states.
There are two methods of producing aluminum and aluminum alloy sheets: block method and strip method.
The block method involves cutting the hot-rolled slab into several blocks, then cold-rolling them individually into finished products. The strip method entails rolling the slab to a certain thickness and length, then coiling it as it’s rolled.
Once it reaches the finished thickness, it is then cut into single aluminum sheets. This method has higher productivity and produces better quality products.
The production process of aluminum alloy sheets and strips can be divided into stages such as pre-rolling preparation, hot rolling, cold rolling, heat treatment, and finishing.
Pre-heating preparation mainly includes quality inspection of the casting, equal heating, sawing, milling, aluminum wrapping, and heating. Using a quality casting is a prerequisite for guaranteeing the quality of the finished product.
Most of the castings used in modern aluminum alloy sheet production are produced using the semi-continuous casting method. These castings are large, with finely structured internal dendrites.
During semi-continuous casting, the cooling rate is very high, making the diffusion process in the solid phase challenging and causing uneven chemical composition and microstructure, such as segregation within the crystal, reducing plasticity.
Thus, some aluminum alloys, especially hard aluminum alloy castings, require homogenization treatment to eliminate or reduce the uneven composition and structure while also relieving casting stress.
The homogenization temperature for aluminum alloys should be 10-15℃ below the eutectic temperature of the alloy’s lowest melting point, and holding it for 12-24 hours can essentially eliminate unevenness in composition and structure.
For hard aluminum alloy castings, the homogenization temperature is 480-495℃, held for 12-15 hours. For Al-Zn-Mg-Cu alloys, the temperature is 450-465℃, held for 24 hours.
When the surface of the ingot has defects such as segregation precipitates, inclusions, scars, and cracks, milling should be carried out. This is a crucial factor in ensuring the good surface quality of the finished product. The amount of milling depends on the depth of the defects, usually 4-10mm.
Cladding is a unique process in the production of aluminum alloy sheets and strips. It involves placing cladding sheets on the top and bottom of the casting and combining them into one body through hot rolling.
The purpose of cladding is to enhance the corrosion resistance of the aluminum alloy sheets and strips, protect the base metal from corrosion, and improve technological performance. The cladding sheet should have suitable chemical composition and appropriate thickness.
For sheets based on hard aluminum, pure aluminum with copper and zinc content less than 1% is used as the cladding sheet. When super hard aluminum is the base, an Al-Zn alloy with zinc content of 1-3% is used as the cladding sheet.
Depending on sheet thickness and application, the finished sheet cladding layer is 2%, 4%, and 8% of the sheet thickness.
Cladding to improve processability is called process cladding, intended to prevent surface cracking when the casting is opened. The cladding layer is 0.5-1.5% of the finished sheet thickness.
The purpose of heating the casting is to increase its plasticity and reduce deformation resistance, facilitating hot rolling.
The heating temperature of the casting is determined based on the alloy phase diagram and plasticity chart. The heating temperature should allow hot rolling to start at the highest permissible temperature.
For pure aluminum and low alloy aluminum alloy ingots, the heating temperature is 500℃ or higher; for hard aluminum alloy ingots it’s 390-430℃; and for super hard aluminum alloys, it’s 370-410℃.
The heating time is aimed at achieving a uniform temperature across the casting cross-section. Too long a heating time results in a too thick oxide layer on the casting surface, which is not conducive to the combination of the cladding sheet and the ingot. The casting is heated in a continuous heating furnace with air circulation.
Hot rolling of aluminum alloy castings is to provide billets for cold rolling or to directly produce hot-rolled thick plates.
Depending on the scale of production, there are three methods of hot rolling aluminum alloy castings:
(1) Single-frame hot rolling, which completes the entire process from billet starting to hot rolling completion on one hot rolling machine.
Large castings are used to improve production efficiency, and reversible rolling mills are used. Four-roll mills are used to increase plate width and improve plate shape. With single-frame hot rolling, the temperature drop of the rolled piece is large, the final rolling thickness is large (6-8mm), the coil weight is relatively light, and the quality and production efficiency of the rolled piece are not ideal.
(2) Double-stand hot rolling. This process begins with a reversible rolling mill performing initial billet formation and hot rough rolling of the ingot, before the workpiece is transferred to a second four-high reversible mill for hot finishing rolling. As rough rolling and finishing rolling are now distinct tasks, not only are production capability and efficiency enhanced, but the quality of the rolled products also improves. The final rolling thickness can reach 2mm.
(3) Semi-continuous hot rolling. This involves 1-2 reversible rolling mills for billet formation and hot rough rolling, before the workpiece is moved to 3-6 four-high tandem rolling mills for hot finishing rolling, with each stand performing a single pass. As large ingots are rolled at high speed, not only is the production scale large, but the rolling gap time is also short, hence the finishing rolling temperature is high, yielding annealed coils of improved quality.
The hot rolling process system includes parameters such as pass reduction, rolling temperature, rolling speed, and lubrication and cooling. Higher pass reduction is beneficial for deformation to penetrate into the workpiece, reducing the likelihood of edge cracking and roll winding. However, pass reduction is limited by roll bite conditions.
Moreover, during the billet formation stage, both pass reduction and rolling speed should not be excessive to ensure a smooth transition from the ingot’s cast structure to the deformed structure.
When rolling aluminum clad ingots, to ensure good bonding between the cladding plate and the ingot, the first pass reduction should be controlled within the range of 2%-4%. Edge rolling can improve the stress state at the edge of the workpiece, reducing edge cracks.
Implementing cladding on the side of the ingot and performing edge rolling can eliminate edge cracks during the hot rolling of aluminum alloys. In the later stages of rolling, as the length of the workpiece increases, the rolling speed should also be accordingly increased.
To achieve flat, smooth rolling quality and to reduce rolling force, adequate lubrication is crucial during hot rolling. Lubrication for hot rolling of aluminum alloys often employs water-based emulsions.
The emulsion is made from a mixture of emulsifying agent and water, with a concentration of % to %, slightly less when rolling hard alloys. The emulsifying agent consists of transformer oil, oleic acid, and triethanolamine.
To obtain good flatness in hot-rolled coils, control over the roll gap shape at a 546 degree is essential, achieved through the use of hydraulic roll bending, sectional roll body cooling, and original roll convexity control (see roll shape control), along with appropriate adjustment of the rolling schedule and speed.
The emulsion sprayed on the roll, besides lubricating, also has a cooling function. The pressure at the spray nozzle should be around , with a flow rate of 56L/(cm•s).
Cold rolling enables production of coils with superior flatness, smoother surface, thinner and more uniform thickness, and better structure and properties compared to hot-rolled coils.
Cold rolling can be carried out on a single-stand mill or a tandem mill. Currently, single-stand four-high non-reversible rolling mills are more commonly used, with a rolling speed of 520m/s, or up to 2540m/s for tandem rolling.
Comprehensive automatic control is implemented through computer systems, like automatic flatness control (AFC), automatic gauge control (AGC), automatic tension control (ATC), and automatic speed regulation (ASR), thereby yielding high-quality products with thickness deviations reduced to ±3~5μm, and flatness less than 10 I-units.
Under conditions where equipment capabilities permit, lubrication and cooling are effective, and the workpiece does not crack on the edges and can achieve a good surface, cold rolling should aim for a high pass reduction.
For pure aluminum and soft alloys, the permissible pass reduction is 50%-70%, usually 40%-50%; for hard alloys, it is around 40%, generally under 30%. Pass reduction should make the rolling force basically the same in each pass, ensuring the rolled coils have uniform thickness and good flatness.
In conditions where edge cracks do not occur, the total cold rolling reduction rate for pure aluminum and soft alloys can reach over 95%, and hard alloys can reach 90% to 92%.
To prevent edge cracks and band breaks, alloys with poor plasticity require pre-annealing with hot band rolling, and 1 to 2 intermediate annealings are performed during cold rolling.
The thickness of the last intermediate annealing, or the total reduction rate of the last pass of cold rolling, has a crucial role and impact on the performance of the final product.
The tension on the rolling pieces during rolling affects their thickness, flatness, and uniformity. The tension should be less than the yield strength of the rolling pieces, and its magnitude depends on the plasticity and tendency to crack at the edges of the rolling pieces.
During the acceleration, constant speed, and deceleration stages of rolling, fluctuations in tension should be minimized.
The function of process lubrication during cold rolling (see Cold Rolling Process Lubrication) and cooling is to reduce friction, lower rolling pressure, improve surface quality of the rolling pieces, cool the rolls and rolling pieces, and control roll profile (see Roll Profile Control). Cooling lubricants should have lubricating, washing, and cooling properties simultaneously.
For rolling speeds less than 5 m/s, a water-based emulsion with a concentration of 2% to 8% can be used; for high-speed rolling, rolling oil composed of base oil and additives, referred to as full oil lubrication, is used.
Whether emulsion or full oil, both need to be filtered during the recycling process to remove the aluminum and alumina ash washed down from the rolling pieces and rolls.
In the filtered cooling lubricant, impurities should be less than 0.5 g/L, and the particle size of impurities should be less than ~μm.
Heat treatment – Aside from hot-rolled and cold-hardened products, aluminum alloy plates and strips should undergo separate annealing or quenching and aging treatment as required (see Non-ferrous Alloy Material Heat Treatment).
Finishing refers to the processing and arrangement of plates and strips before delivery after rolling and final heat treatment, including final cutting, straightening, polishing, packaging, etc. These steps can be completed on one production line or performed separately.
Final cutting includes cross-cutting and longitudinal cutting. Cross-cutting cuts the coiled strip into plates, while longitudinal cutting divides the wide coiled strip into several narrow strip coils.
Cutting also removes the head and tail ends with size discrepancies and parts with substandard surface quality.
Straightening can reduce or eliminate the internal stress in the plates and strips after rolling or heat treatment and the unevenness caused by this. Straightening includes roll straightening, tension straightening, and polishing.
Tension straightening is divided into plate tension straightening and strip tension straightening. Using repeated bending, stretching, or thinning, the plates and strips are made to undergo 1% to 2% plastic deformation to achieve the purpose of straightening.