Elevate Your Ride with Color Coated Sheets for Elevators
What if elevators could be both stylish and durable? This article explores the use of color-coated sheets in elevator manufacturing, highlighting their aesthetic appeal and practical benefits. From their composition and production process to their advantages and challenges, discover how these innovative materials could revolutionize elevator design. By the end, you’ll understand the potential of color-coated sheets to enhance both the look and longevity of modern elevators.
Color-coated plates, also known as organic coating sheets or pre-coated steel sheets, are made from a metal coil that serves as the base material (cold-rolled sheet, hot-dip galvanized sheet, aluminized sheet, high aluminum alloy sheet, stainless steel sheet, etc.). The surface is coated or laminated with various organic coatings and plastic films.
These plates find wide application in the production of home appliances, furniture, and curtain wall sheet metal parts. However, they are not commonly used in elevator manufacturing.
In the following section, I will summarize my understanding of color-coated sheets and share my company’s experience in using them. I hope this information will help my colleagues in the elevator industry better understand the characteristics and features of such raw materials.
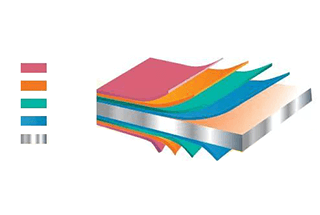
Color-coated sheets (as shown in Figure 1) undergo a spraying process during the raw material stage, which gives them their structure consisting of a substrate, chemical conversion layer, primer, and topcoat.
Figure 1 Schematic diagram of the section structure of the painted panel
The basic structure and surface coating process are the same.
In terms of substrate selection, options include cold-rolled steel sheet, hot-dip galvanized steel sheet, and hot-dip galvannealed steel sheet, depending on the intended use environment.
For specific characteristics and application scenarios of each substrate, refer to Table 1.
Table 1 Characteristics and application scenarios of various substrates
Lining parts of metal furniture, lamps, electrical boxes, etc.
Galvanized steel
It has a thicker zinc layer, which is suitable for the preparation of color-coated boards with high corrosion resistance and low decorative requirements.
Exterior siding, roofing panels, garage doors, etc.
Hot-dipped Al-Zn steel sheet
The production process is the same as that for hot-dip galvanized steel substrates, mainly regulating the composition of the molten plating solution, classified by the amount of aluminum content.
More corrosive outdoor environments
The production process of color coated sheet
The production process for color-coated sheets has evolved from a single coating and baking to a double coating and baking process. Nowadays, the most commonly used processes involve two coatings and two bakings, while some applications require higher levels of protection that involve three coatings and three bakings.
To enhance the color options available for these sheets, an embossing or transfer process can be added to the original solid-color flat sheet. This process enables the production of more personalized and unique color-coated sheet products.
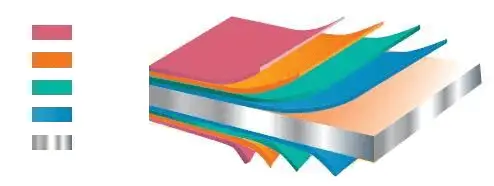
Depending on the product type, color-coated sheets can be divided into three categories: coated sheets, embossed sheets, and printed sheets, as illustrated in Figure 2.
(A) Coated sheets
(B) Embossed sheets
(C) Printing sheets
Figure 2 Color-coated board product types
The production processes of the aforementioned three types of color-coated sheets are similar, but the difference lies in the process of paint coating.
The production process of color-coated sheets involves the substrate entering the equipment in the form of a coil and connecting with the previous roll of raw material through the first stitching process, which primarily involves welding.
Subsequently, the plate undergoes the looper process to release stress and adjust flatness by eliminating internal stress, preparing for the application of the primer.
Following this, the material undergoes surface pretreatment, where the treatment liquid is sprayed to passivate the surface, followed by primer coating and baking. This step is similar to the spraying process.
Then comes the fine coating process, where the difference in the production processes of the three types of color-coated sheets mentioned above lies.
In the fine coating process, ordinary coated panels are mainly painted, and aluminum powder or zinc powder can be added to the coating to achieve particle effects if required.
For embossing plates, a corresponding pattern roller is added at the exit to complete the embossing process.
For printing plates, transfer film technology is used in the fine coating process to obtain the established pattern.
Once the plate is sprayed, a protective film is coated and flattened. Figure 3 illustrates the process vividly.
Figure 3 Process of color coated sheet
To improve the efficiency of the paint coating process, color coated sheets are now produced using roller coating instead of pneumatic spray guns. This method offers several advantages, such as high production efficiency and uniform film thickness. However, it also presents unique coating defects that must be taken into consideration.
For a detailed breakdown of the quality defects and their corresponding causes in color coated sheets, please refer to Table 2.
Table 2 Quality defects and cause analysis of color coated sheets
No.
Defect
Phenomenon
Causes
1
Roller paint surface is not smooth
The finished product is backlit and visible indentation is uneven along the running direction of the board
Uneven coating roller
Wrong roller speed ratio
Unsuitable coating roller hardness
Problem with thinner
2
Omission
Partially not painted on the painted surface
The original board is of poor quality
Deformation of coating roller
Improper pressure of belt roller speed
3
Convex
Rounded or oval bumps on paint surface
The original board degreasing effect is not good
Water on the painted surface
Poor defoaming of paint
4
Cavity
Visible background color or round shape on the painted surface
Bubbles during painting
Foreign matter on the surface of the coating roller
5
Uneven film thickness
The surface of the finished product is scaly
Paint leveling is not good
The parameter setting of the belt roll is not good
Improper paint viscosity
Paint roller damage
6
Particles
Particles appear on the board
Dust, foreign matter, particles
Mixed into paint
Unclean roll surface
7
Pinholes, bubbles
Small holes appear on the surface of the paint film due to solvent evaporation
Improper film thickness adjustment
Improper curing temperature
Improper adjustment of paint viscosity
8
Paint stripping
After the color steel coil is opened, the paint will fall off after a little rubbing
Paint baking humidity and time are not enough
9
Color difference
Different color from standard board
Insufficient stirring
Unsuitable curing temperature
Paint color is incorrect
Advantages and disadvantages of color coated sheet application
Color-coated board material has various applications in different industries, which are dependent on its specific characteristics.
Due to their limitations and lack of compatibility with most elevator production processes, color-coated sheets are not extensively used in the elevator industry.
The sheet metal components used in elevator manufacturing are primarily found in elevator cars, door systems, and control cabinets. These parts commonly undergo welding processes and require a high standard of appearance quality.
Most elevator companies continue to organize their production in a decentralized manner, which increases the risk of damage to the raw materials during transportation.
Moreover, the ability to resist corrosion must be considered for parts with an emphasis on appearance.
The production characteristics of elevator sheet metal parts to a certain extent restrict the use of color-coated sheets.
The color coated sheets used in the elevator industry have certain shortcomings, which are listed below:
(1) Slightly poorer forming performance
The primary raw material used for color coated sheets is galvanized sheet, which has a harder material characteristic than cold-rolled sheets. Moreover, to protect the coating on the material’s surface, a protective film is added to the raw material’s surface. Sheet metal parts processed with a film require higher flexibility of the coating film. These situations affect the bending process and can impact the bending accuracy.
(2) Corrosion at the notch
As the color coated sheet is first coated with paint before the product is made, it can appear similar to the corrosion of galvanized sheets. Although it does not impact the surface’s appearance or use, its performance in the salt spray test may not meet the requirements.
(3) Poor welding performance
Once the color-coated board product is processed and formed, the surface of the paint film is covered with an insulating protective film. Therefore, the processing of color-coated boards cannot apply the welding process. If the welding process is forced upon the product, serious welding defects and occupational health and safety problems may occur.
(4) Limitation of plate thickness:
The production process of color-coated boards requires the material to have good flexibility because it needs to be coated with a roller. In the past, the thickness of color-coated sheets was limited to 1mm. However, after process improvements, the thickness of color-coated boards has been increased to 1.5mm. Although increasing the board thickness expands application scenarios, it also increases production costs significantly. Hence, there are very few color-coated sheets above 1.5mm available in the market.
(5) Process dispersion can easily lead to product defects:
Both color-coated sheets and brushed stainless steel require surface coating. However, the surface of color-coated sheets is more fragile and cannot be repaired once scratched. If the dispersion process is used for production, multiple loading and unloading and turnover will make the surface of the color-coated sheet vulnerable to scratches. Unfortunately, this quality defect is irreversible, making color-coated sheets prone to quality risks during use.
The limitations of color-coated sheets limit their application range. Nevertheless, their advantages are significant. The most significant benefit of using color-coated sheets is that the product can be shipped directly after it is offline, without spraying or outsourcing. This reduces the cycle time and inventory of semi-finished products, and reduces the backlog of funds, which is crucial for companies that pursue low inventory.
The following points demonstrate the advantages of using color-coated sheets:
In light of the increasingly severe environmental issues today, many spraying plants are being shut down due to environmental audits, leading to supply disruptions. However, since the production of color-coated sheets is carried out in steel plants using environmentally friendly materials and with a high material utilization rate, their production is not significantly impacted by environmental inspections.
Thanks to their efficient production process, the cost of using color-coated sheets is lower than the comprehensive cost of steel spraying.
The coating process is continuous, and the equipment strictly controls film thickness and color difference, ensuring excellent product consistency. Additionally, materials from the same manufacturer are typically free from color difference problems, making them particularly important for elevator door and wall panels where a seamless appearance is crucial.
The base material of color-coated sheets is galvanized plate, and coupled with surface coating paint, their surface anti-corrosion ability is much stronger than that of steel plate spray paint.
Application of color coated board in the elevator industry
To effectively avoid the shortcomings and leverage the advantages of color-coated plates, elevator companies must combine their use with their specific conditions.
One of the disadvantages of color-coated sheets is their poor welding performance and susceptibility to scratches. However, the use of automated production equipment can significantly reduce these issues.
At our company, we use fully automated production models, which involve the use of automation equipment and robots to produce color-coated elevator door panels. By eliminating the head structure and replacing the welding process with a riveting process, we can effectively avoid the above-mentioned issues.
During the application process, the mechanical properties of color-coated plates remain stable, and abnormal processing conditions are rare.
In our actual tests, color-coated plates have shown better yield strength than SPCC plates, and have also exhibited smaller deformations in elevator door impact tests.
Since our company does not have a spraying production line and outsourcing is required, the use of color-coated plates has reduced our production cycle by three days and nearly 40% of our inventory of semi-finished products. This has brought significant benefits to our company.
There are, of course, four issues that we need to address when using color-coated sheets:
(1) Since color-coated sheets are not conventional sheets, their prices have no reference point. Therefore, users need to communicate closely with suppliers regarding any price changes.
(2) It is essential to pay attention to the choice of protective film, especially when using automated production. The selection of protective film is critical because of the significant safety risks associated with film release.
(3) If choosing two or more suppliers to provide color-coated sheets of the same color, a color difference standard should be formulated. The key here is to improve color palette management.
(4) Since there is a minimum purchase amount for raw materials, it is not feasible to use color-coated sheets for all the company’s products. Doing so may result in a significant backlog of materials.
Conclusions
The competition in the elevator market is becoming increasingly fierce, and product cost has become an important factor in addition to product performance for companies to gain a competitive edge.
To stay ahead in the market, many manufacturers are trying to make a difference by focusing on the raw materials used in their products. Responding to market changes, 443, 201, color-coated sheets, and composite steel sheets have all been introduced in the elevator industry.
Compared to other types of sheets, color-coated sheets have the advantage of reduced costs and improved quality under certain scenarios. However, for companies to achieve such effects, they need to have sufficient production capacity and technical capabilities to support them.
In the author’s opinion, using color-coated sheets is a reasonable product improvement plan. However, it is important to note that not all companies can achieve the same results.
Therefore, it is crucial for readers to analyze their own situation realistically and find a set of applications that are beneficial to their business.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever considered the subtle differences between two popular stainless steels, 06Cr19Ni10 and 304? In this article, we'll explore how these materials compare in terms of standards, composition, and…
Have you ever wondered about the difference between H-beams and I-beams in construction? While they may look similar, these two types of steel beams have distinct characteristics that make them…
Are you tired of the rising costs of stainless steel for your projects? This article explores a cost-effective alternative to Stainless Steel 304—SUS443. Learn how SUS443 offers superior corrosion resistance,…
Have you ever wondered about the difference between Rockwell and Brinell hardness scales? In this article, we'll dive into the world of material hardness testing, exploring the key distinctions between…
Have you ever wondered what those numbers on sheet metal mean? In this article, we'll dive into the world of sheet metal gauge and demystify this essential aspect of metalworking.…
Have you ever wondered how the weight of a silver block is calculated? This article will unravel the mystery behind measuring silver using volume and density. By the end, you'll…
Have you ever wondered how to accurately calculate the weight of cast iron parts? In this insightful blog post, an experienced mechanical engineer shares their expertise on the density variations…
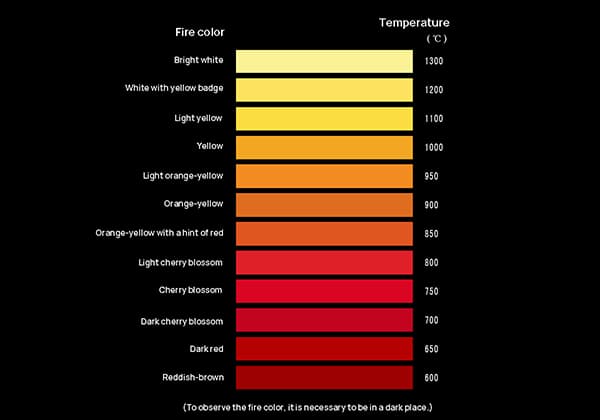
Have you ever marveled at the mesmerizing colors of heated steel? The vibrant reds, oranges, and yellows tell a fascinating story about temperature. In this article, we'll explore the science…
Have you ever wondered about the fascinating world of metal hardness? In this blog post, we'll dive into the intriguing concepts and methods behind measuring and enhancing the hardness of…