Have you ever wondered how a laser can cut through metal like a hot knife through butter? In this fascinating article, we’ll explore the science behind fiber laser cutting technology. Our expert mechanical engineer will guide you through the fundamental concepts, shedding light on how this cutting-edge technology is revolutionizing manufacturing. Get ready to dive into the world of laser cutting and discover its immense potential!
“The laser cuts through iron as though it were mud,” this statement is not an exaggeration.
Let’s examine the laser in more detail.
What is a Laser?
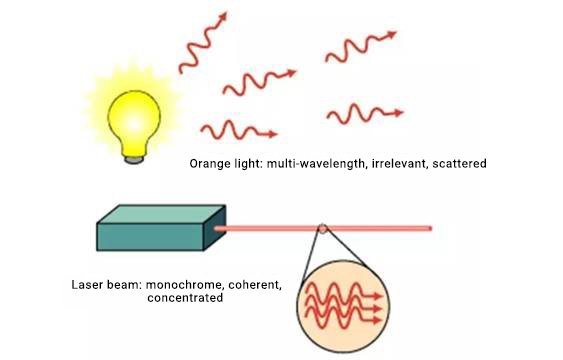
A laser is a type of enhanced light produced through stimulated radiation.
Its key features include:
High intensity and high brightness
Wavelength frequency determination, good monochrome
Good coherence and long coherence length
Good directionality, it’s almost a bunch of parallel light
When the laser beam is directed onto the surface of the workpiece, the light energy is absorbed and transformed into heat energy.
This causes the temperature at the point of irradiation to rapidly increase, melt, and vaporize, forming a small pit.
The metal surrounding the pit melts due to thermal diffusion. The vapor in the small pit expands rapidly, causing a micro-explosion, and the molten material is expelled at high speed, generating a highly directional anti-shock wave.
This results in the formation of a hole with a large upper side and small lower side on the surface being processed.
Comparison of Ordinary Light and Laser:
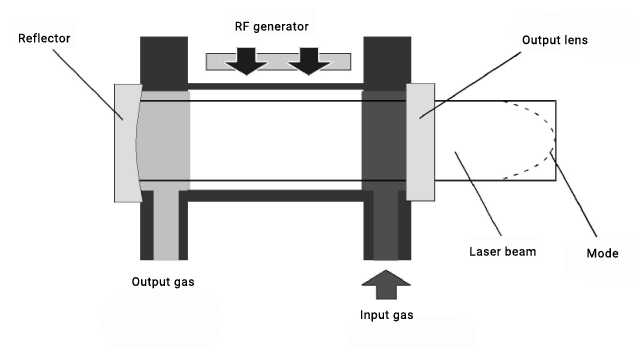
The Generation of Laser
Laser Generating Gas
Laser generating gas is different from cutting gas.
Laser generating gas composition:
N2: The energy generated by the RF generator first excites N2, causing it to be in a transition state.
CO2: N2 in the transition state will excite C02 which causes CO2 to transition, and releases the laser.
He: Absorb CO2 and excess energy, cool the system and turn it into heat.
The proportional relationship between the above mentioned three gas is:
N2:CO2:He = 1:4:5
What Is Fiber Laser Cutting
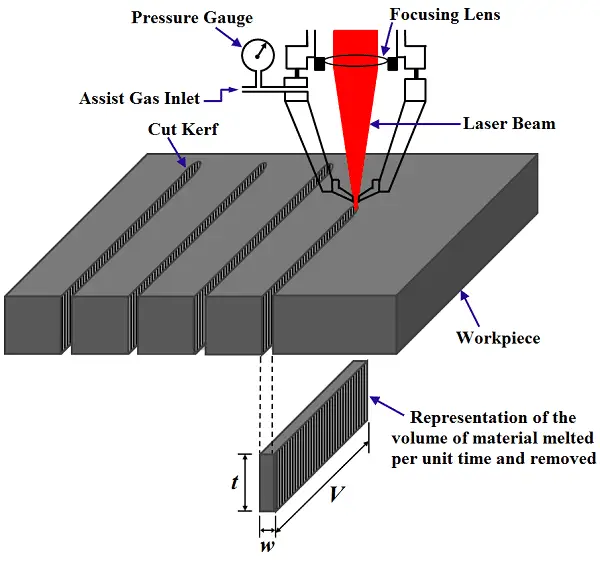
Fiber Laser Cutting is a hot cutting method that utilizes a focused high-power density laser beam as the main heat source. This causes the irradiated materials to rapidly melt, evaporate, ablate, or reach ignition point.
At the same time, the use of high-speed airflow that is coaxial with the laser beam helps blow away the molten material, enabling cutting of the workpiece.
In recent years, the technology behind high-power fiber laser generators has matured and improved, leading to a continuously expanding range of applications.
In the realm of thin plate cutting, fiber laser generators are gradually replacing traditional CO2 lasers and YAG lasers for several reasons:
(1) Lower Cost:
The photoelectric conversion efficiency of fiber lasers is around 30%, while the photoelectric conversion efficiency of CO2 lasers is 6-10%, and the photoelectric conversion efficiency of YAG lasers is only 3%. In addition, fiber laser generators have no vulnerable parts, so there is no cost associated with late maintenance.
(2) Compact and Flexible Design:
Fiber lasers have a small size, light weight, and offer a flexible and movable working position.
(3) Improved Cutting Quality:
The use of a flexible light-guiding system in fiber lasers and a constant beam transmission distance avoids poor cutting quality caused by changes in the light path length of CO2 laser generators.
This ensures consistent cutting quality throughout the cutting width, making it ideal for large-format laser processing systems.
(4) Cost Savings:
The beam of a fiber laser travels along an optical fiber, so there is no need for an external reflected light path system, saving the cost of reflection lenses and organ shields.
There is also no need for external optical path adjustments, which reduces the risk of light path pollution from dirt and reduces the weight of moving parts.
(5) Improved Performance for Metal Cutting:
The wavelength of a fiber laser is 1.06 μm, which is more easily absorbed by metal materials compared to the wavelength of CO2 (10.6 μm).
This is particularly beneficial for sheet metal cutting, with cutting speeds 2-4 times faster than CO2.
Fiber lasers also have a better cutting effect for high-reflective materials such as aluminum alloys, copper, and copper alloys.
The world’s first laser cutting machine was invented in the 1970s. In the past thirty years, the application of laser cutting machines has expanded continuously, and the technology has constantly improved.
Many companies now manufacture various types of laser cutting machines to meet market demand, including 2D plate laser cutting machines, 3D space laser curve cutting machines, and pipe laser cutting machines.
Some of the top laser cutting machine companies include: Trumpf (Germany), Prima (Italy), Bystronic (Switzerland), Amada (Japan), MAZAK (Japan), NTC (Japan), and HGLaserLab (Australia).
Fiber laser cutting equipment can effectively cut stainless steel that is less than 4mm thick. If oxygen is added, it can even cut stainless steel up to 8 to 10mm thick using a laser beam.
However, when oxygen is used, a thin oxide film forms on the cutting surface. The maximum cutting thickness can be increased to 16mm, but the size tolerance of the cut part becomes greater.
While fiber laser cutting equipment is expensive, it is still economically viable for large production runs due to the lower cost of subsequent processing.
Additionally, since there is no tooling cost, the laser cutting equipment is also suitable for small batches of parts that were previously unprocessable.
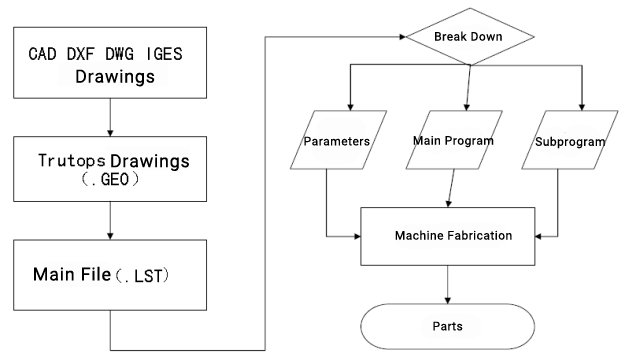
Fiber laser cutting equipment typically utilizes a computerized numerical control (CNC) system. With this technology, cutting data can be received from a computer-aided design (CAD) workstation.
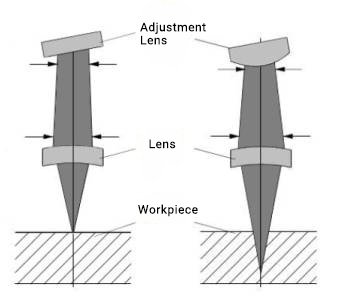
The core component adjusts the curvature of the lens surface through water pressure, modifying the divergence angle of the laser beam, and thereby allowing for adjustment of the laser focus‘ up and down movement.
Additionally, it compensates for changes in focus that occur as a result of varying spot diameters at different working positions of the machine.
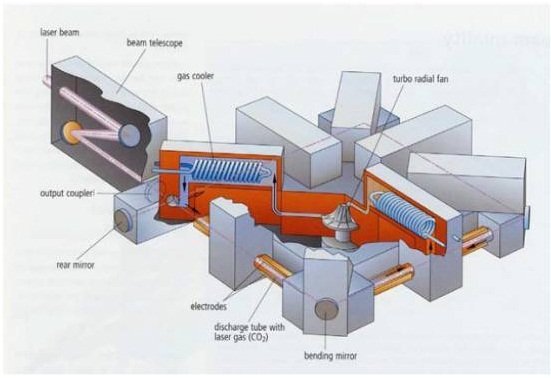
Laser Generator
The high-quality laser beam, laser energy can achieve stepless regulation
Using RF technology, low gas loss rate
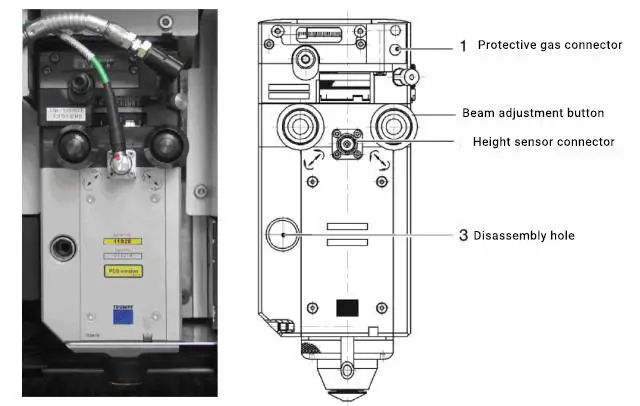
Fiber Laser Cutting Head
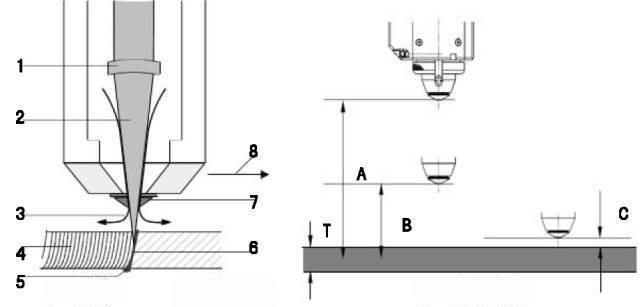
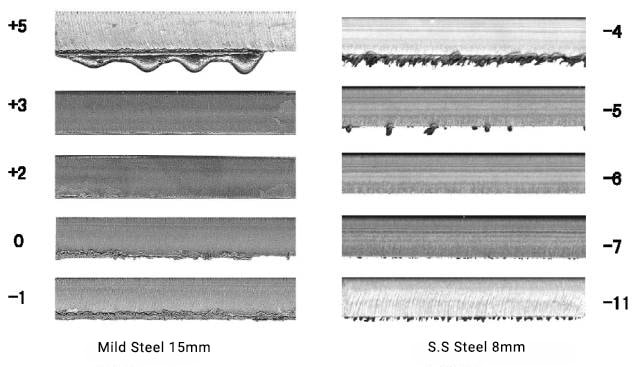
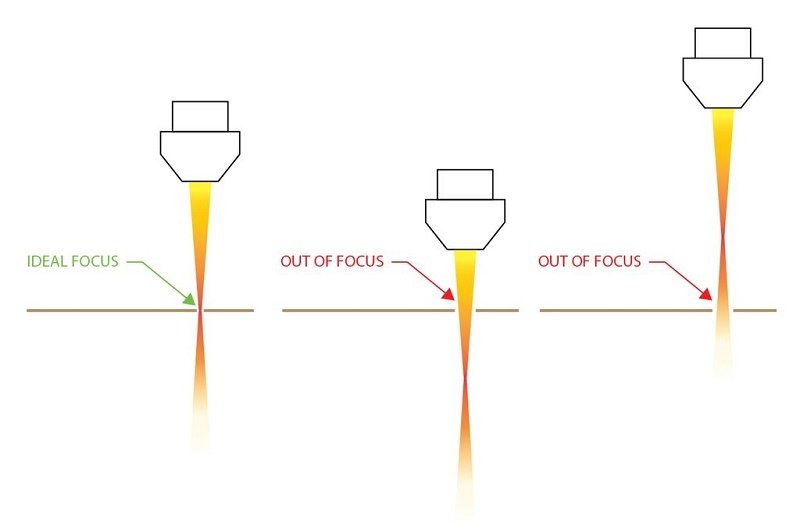
Focus Position
In practical applications, the height of the focus varies with the material and the cutting machine.
Focus position selection
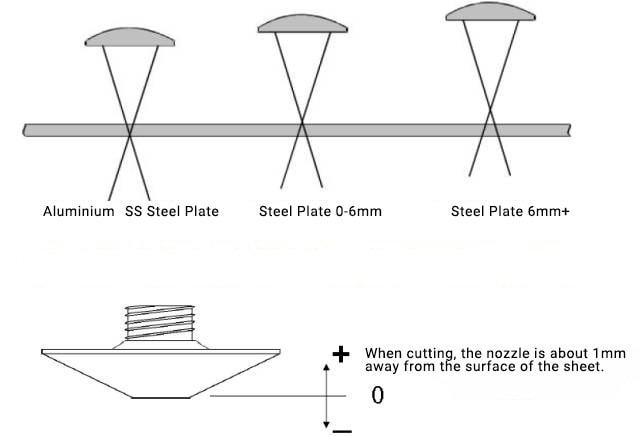
In laser cutting, the position of the laser focus greatly impacts the quality of the surface finish of the cut parts, and different materials have different focus requirements.
For instance, when cutting carbon steel, the focus should be on the top surface of the plate; when cutting stainless steel, the focus should be approximately halfway through the thickness of the plate; when cutting aluminum alloy, the focus should be close to the bottom surface of the plate.
In the case of cutting a 2mm stainless steel sample, as shown in the figure below, the focus position should be about 0.8 to 1.2mm below the surface of the plate.
Fig. Laser cutting sample
During the cutting process, the uneven surface of the material can cause changes in the laser’s focal position, thereby impacting the cutting quality.
To address this issue, a highly sensitive capacitive sensor is placed on the cutting head to provide real-time feedback on the distance between the nozzle and the panel to the CNC system.
Based on this feedback, the height of the cutting head is adjusted in real time through a transmission mechanism, creating a closed-loop control system with a high dynamic response that helps prevent defects caused by changes in the focus position during plate cutting.
Laser Cutting Power & Speed
The laser power significantly affects cutting thickness, speed, width, and quality. In general, the higher the laser power, the thicker the material that can be cut and the faster the cutting speed.
However, there is an optimal range of laser power for a given plate thickness and cutting speed, where the surface roughness of the cut is at its minimum.
Deviating from this optimal power range results in an increase in surface roughness, reduced processing efficiency, and increased cost.
Additionally, if the power is further increased or decreased, it may result in burning or slagging defects.
Finally, it’s worth noting that when the laser power and the auxiliary gas pressure are fixed, the cutting speed and the slit width have a nonlinear inverse relationship.
As cutting speed increases, the slit width decreases and as cutting speed decreases, the slit width increases. The relationship between cutting speed and surface roughness of the cut section is parabolic.
When cutting speed increases from zero, the surface roughness of the cut section gradually decreases and continues to decrease as the cutting speed increases.
When the optimal cutting speed is reached, the surface roughness is at its minimum.
However, if the cutting speed continues to increase beyond a certain point, it becomes impossible to cut through the material and the surface roughness will start to increase again.
The NC system can automatically adjust the cutting power based on the cutting speed.
For example, when cutting small circles and sharp angles, the cutting speed is typically slower, and the NC system can reduce the cutting power to ensure excellent precision and quality of the cut section.
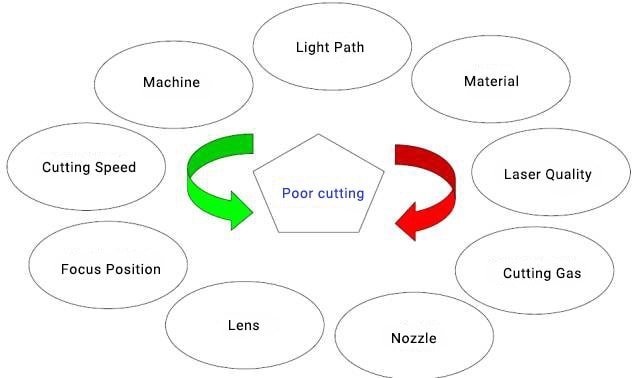
As a novice in the field of laser cutting, do you often feel overwhelmed during the process? It can be confusing to experiment with different plates, gases, air pressures, and powers and still not achieve the desired results.
Have you wondered about choosing the right auxiliary gas and what factors affect cutting quality? Which auxiliary gas should be used for different materials? How is the pressure of the auxiliary gas controlled and what is the requirement for its purity?
It’s important to understand the role of the auxiliary gas in laser cutting. It is used to blow away the slag in the cutting kerf, cool the surface of the material being processed to reduce the heat-affected zone, cool the protective lens to prevent contamination, and in some cases, protect the base metal.
Auxiliary gas types and characteristics
The auxiliary gases commonly used in laser cutting are nitrogen, oxygen and air.
Auxiliary gas is crucial in laser cutting as it helps to remove the melted and vaporized material from the cut and also blows away the smoke generated during the cutting process, reducing any hindrance to the cutting process.
The pressure and flow rate requirements for the auxiliary gas vary depending on the thickness and type of material being cut.
When cutting low carbon steel plates, oxygen is typically used. The purpose of using oxygen in cutting carbon steel is to ignite and remove the melted material.
As a novice in the laser cutting field, do you often encounter difficulties during the laser cutting process? Despite trying various plates, gases, air pressures, and powers, you may still be unsure about the optimal combination.
To choose the best auxiliary gas, it is essential to understand its role and the factors that affect cutting quality, such as pressure and flow, as well as the purity of the gas.
For cutting low carbon steel plates, oxygen is typically used. Oxygen’s role in the cutting process is to fuel and remove the molten material.
The purity of oxygen should be higher than 99.5%, with a higher purity resulting in a brighter cutting surface.
However, impurities such as water can have a significant impact on the cutting quality of the plate. If the oxygen purity is not high enough, or if the parts have higher surface quality requirements, it may be necessary to improve the purity through oxygen drying or other methods.
Nitrogen is usually used for cutting stainless steel and aluminum alloy materials. Nitrogen’s role is to eliminate oxidation and remove the melt.
The pressure of nitrogen increases with the thickness of the plate.
For cutting stainless steel, the purity of nitrogen should be higher than 99.999%. Low-purity nitrogen can result in yellowing of the cutting surface and decreased brightness.
A sample in the laser cutting figure was cut with high-purity (99.99%) liquid nitrogen, with a gas pressure of 0.8 to 1.0 MPa.
Auxiliary gas purity standard
The use of matching auxiliary gases is required for laser processing of different materials.
Impurities in the auxiliary gas can have detrimental effects on the lens, resulting in fluctuations in cutting power and inconsistencies on the front and back cutting surfaces.
Auxiliary gas pressure standard
The amount of air pressure that can be used for various types of auxiliary gases is different. Based on the characteristics of the gas, such as flammability and combustion, experience has shown that the auxiliary gas can prevent slag from returning during the cutting process, thus protecting the internal lens of the laser head.
In other words, with the same processing power, material, and sheet thickness, the higher the gas pressure, the more smoke and dust that can be blown off at the unit speed.
Therefore, a higher air pressure value results in a faster laser cutting speed, which is why nitrogen is used for cutting thin sheets.
It can be concluded that the general rule for the cutting speed of thin plates is: Oxygen < Air < Nitrogen. This rule can be used as a starting point for selecting auxiliary gases by novice users.
Note: The above general rule does not apply to laser cutting of thick plates. The type of cutting gas used should be selected based on the individual sheet characteristics.
After reading this, you should have a basic understanding of the characteristics of the three auxiliary gases. Let’s take a closer look.
Oxygen
Oxygen is mainly used for cutting carbon steel. The oxygen reaction heat is used to increase cutting efficiency, but the resulting oxide film increases the beam spectral absorption factor of the reflective material.
This results in the end of the slit appearing black or dark yellow.
Oxygen is mainly used for cutting rolling steel, rolled steel for welding structures, carbon steel for mechanical construction, high-tension plates, tool plates, stainless steel, electroplated steel sheets, copper, copper alloys, etc.
The purity requirement for oxygen is generally 99.95% or higher. Its main function is to help burn and blow off the cut melt.
The pressure and flow rate required are different and are determined by the size of the nozzle model and the thickness of the cutting material. In general, the required pressure is 0.3-1Mpa, and the flow rate varies based on the thickness of the cutting material.
For example, when cutting 22mm carbon steel, the flow rate should be 10m3/h, including the protection oxygen of the double-nozzle.
Nitrogen
Some metals require the use of nitrogen to prevent oxidation during cutting and to maintain the quality of the cutting surface. This results in a whitish end face of the slit and a high resistance to welding, smearing, and corrosion.
The main materials that can be cut with nitrogen are stainless steel, plated steel, brass, aluminum, and aluminum alloys. The goal of using nitrogen is to prevent oxidation and to blow off the melt.
For high-quality cutting, a high purity of nitrogen is necessary (99.999% is often required for stainless steel with a thickness of 8mm or more). The pressure requirement is relatively high, usually around 1.5 MPa. For thicker stainless steel (12mm or more, up to 25mm), a pressure of 2 MPa or higher may be needed.
The flow rate of nitrogen varies based on the type of nozzle being used, but it is generally quite high. For example, cutting 12mm stainless steel requires a flow rate of 150 m3/h, while cutting 3mm stainless steel requires only 50 m3/h.
Air
The use of air as an auxiliary gas in laser processing is cost-effective as it can be directly obtained from an air compressor. Although it contains 20% oxygen, the cutting efficiency is low compared to oxygen and is similar to nitrogen.
A trace of oxide film may appear on the cut surface, but it can also help prevent the coating from falling off. The end of the cut has a yellowish appearance.
Mainly used for cutting materials such as aluminum, stainless copper, brass, electroplated steel sheets, and non-metals. However, when high-quality products are required, air is not suitable for cutting aluminum, aluminum alloy, and stainless steel as it will oxidize the base material.
The selection of the auxiliary gas depends on the cost of cutting and the requirements for the product. For instance, when cutting stainless steel for low-quality products that will undergo further processing, air can be used to reduce cost.
On the other hand, when the cut product is the final product, a protective gas such as nitrogen must be used, such as in craft products.
Therefore, it is necessary to choose the auxiliary gas based on the characteristics of the product in the cutting process.
Using a high-energy density laser beam to heat the workpiece, the temperature rapidly rises and reaches the boiling point of the material in a very short time, causing the material to vaporize and form steam.
This fast-moving steam creates an incision in the material while also evaporating.
The heat of vaporization of materials is usually high, requiring a large amount of power and high power density for laser vaporization.
This technique is used to cut thin metal materials and non-metallic materials such as paper, cloth, wood, plastic, and rubber.
During the vaporization process, the steam carries away the melted material and debris, forming a hole.
About 40% of the material is dissolved into steam while 60% is expelled in the form of droplets by the flow during the vaporization process.
Laser melting cutting
When the power density of the incoming laser beam exceeds a certain threshold, the material at the beam’s irradiation point begins to evaporate and form a hole. The hole absorbs all of the incoming beam energy, acting as a black body.
The holes are surrounded by molten metal walls, and the auxiliary air flow, along the beam axis, carries away the molten material surrounding the hole.
As the workpiece moves, the hole is synchronized horizontally, forming a cut in the cutting direction. The laser beam continues to irradiate along the edge of the seam, causing the melting material to continuously or periodically be blown away through the cracks.
Laser fusion cutting does not require the full vaporization of the metal, using only 1/10 of the energy required for vaporization.
This method is mainly used for cutting non-oxidizable materials or active metals such as stainless steel, titanium, aluminum, and alloys.
Laser oxygen cutting
The principle of laser oxygen cutting is similar to that of oxyacetylene cutting. It utilizes the laser as the preheating source and employs oxygen and other active gases as the cutting gas.
On one hand, the gas reacts with the metal being cut and causes an oxidation reaction, releasing a significant amount of heat.
On the other hand, the molten oxide and the molten metal are expelled from the reaction area, forming a cut in the metal.
Due to the high amount of heat generated during the oxidation reaction, laser oxygen cutting requires only half the energy needed for melting cutting and has a faster cutting speed compared to laser vaporization cutting and melting cutting.
This method is mainly used for cutting carbon steel, titanium steel, heat-treated steel, and other easily oxidized metal materials.
The process of laser oxygen cutting can be described as follows:
The material’s surface is rapidly heated to its ignition point under the laser beam’s irradiation, and the intense combustion reaction with oxygen releases a large amount of heat. This heat forms a small hole filled with steam, surrounded by molten metal walls.
The combustion material transforms into slag to regulate the combustion rate of oxygen and metal, and the speed of oxygen diffusion through the slag to the ignition front has a significant impact on the combustion speed. The higher the oxygen flow rate, the faster the combustion reaction and slag removal. However, a high oxygen flow rate is not always better as it can lead to rapid cooling of the metal oxide, reducing the cutting quality.
In the oxidation melting process, there are two heat sources: laser irradiation and the heat energy produced by the chemical reaction of oxygen and metals. It is estimated that 60% of the total energy required for cutting is released as heat during the oxidation of steel. Oxygen is therefore more effective as an auxiliary gas, providing a higher cutting speed compared to inert gases.
During the oxidation melting and cutting with two heat sources, if the oxygen combustion rate is higher than that of the laser beam, the cut appears wide and rough. However, if the laser beam moves faster than the oxygen, the cut is narrow and smooth.
Controlled fracturing cutting
For brittle materials that are prone to heat damage, cutting through laser beam heating with high speed and control is known as controlled fracture cutting.
The key aspect of this cutting process is that the laser beam heats a small area of the brittle material, leading to a large thermal gradient and significant mechanical deformation in the region, causing the material to crack.
As long as the heating gradient is maintained in balance, the laser beam can guide the cracks in any desired direction.
It’s important to note that this type of cutting is not suitable for cutting sharp angles or corners. It is also challenging to achieve success when cutting a large and closed shape.
The cutting speed of controlled fracture cutting is fast and does not require excessive power, otherwise it will cause the surface of the workpiece to melt and break the cutting edge.
The main control parameters are laser power and spot size.
Compared to other thermal cutting methods, laser cutting stands out for its high cutting speed and superior quality.
Specifically, the following aspects can be summarized:
(1) Good cutting quality
Laser cutting provides better cutting quality due to its small laser spot, high energy density, and fast cutting speed.
The laser beam is focused on a small point, resulting in a high power density at the focal point.
The heat input from the beam is significantly higher than that reflected, transmitted, or diffused by the material.
This leads to rapid heating and vaporization of the material, creating a pore through evaporation.
With the relative linear movement of the beam and the material, the hole is continuously formed into a narrow slit.
The cutting edge is affected very small by the heat, and there is no deformation of the workpiece.
In the cutting process, the auxiliary gas suitable for the cut material is added.
When the steel is cut, oxygen is used as the auxiliary gas and molten metal to produce exothermic chemical reaction oxidation material, while helping to blow away the slag in the slit.
When cutting plastics such as polypropylene, compressed air is been used.
When cutting flammable materials such as cotton, paper, the inert gas is been used.
The auxiliary gas entering the nozzle can also cool the focus lens, prevent the dust from entering the lens seat to contaminate the lens and cause the lens to overheat.
Most organic and inorganic materials can be cut by laser.
The heavy metal processing industry which means a lot to the industrial manufacturing system, many metal materials, no matter how hard it is, can be cut without deformation.
Of course, for high-reflectance materials such as gold, silver, copper, and aluminum, they are also good heat transfer conductors, so laser cutting is difficult and can’t even be cut.
Laser cutting without burr, wrinkle. It’s in high precision, better than plasma cutting.
For many mechanical and electrical manufacturing industry, due to modern laser cutting system controlled by the microcomputer program can easily cut workpieces in different shapes and sizes, it often is preferable than blanking, mold forming process;
Although its processing speed is still slower than the die punch, it has no mold consumption, no need to repair the mold, and also saves the time of replacing the mold, thus saving the processing cost and reducing the production cost. Therefore, it’s much more economical generally.
① The laser cutting incision is narrow, the slits are parallel and perpendicular to the surface, and the dimensional accuracy of the cutting parts can reach ±0.05mm.
② The cutting surface is smooth and beautiful, the surface roughness is only a few tens of micrometers, and even laser cutting can be used as the last process. No machining is required, and the parts can be used directly.
③ After laser cutting, the width of the heat-affected zone is small, the performance of the material near the slit is almost unaffected, and the deformation of the workpiece is small, the cutting precision is high, the geometry of the slit is good, and the shape of the slit cross-section is relatively regular rectangular.
The comparison of laser cutting, oxyacetylene cutting and plasma cutting methods is shown in Table 1.
The cutting material is low carbon steel plate with 6.2mm thickness.
Table 1 laser cutting vs. oxyacetylene cutting vs. plasma cutting
Due to its transmission characteristics, laser cutting machines typically feature multiple numerical control worktables, allowing for full numerical control over the cutting process.
During operation, different shapes of parts can be cut simply by changing the numerical control program. This allows for both two-dimensional and three-dimensional cutting.
(3) Fast cutting speed
Cutting a 2mm low carbon steel plate with a 1200W fiber laser cutting machine can result in a cutting speed of 600cm/min.
When cutting a 5mm polypropylene resin plate, the cutting speed can reach 1200cm/min.
The material does not need to be clamped or fixed during laser cutting, saving time on fixture preparation and the loading and unloading process.
(4) Non-contact cutting
The laser beam is focused to create a highly concentrated point of energy, which has several key advantages for cutting applications.
First, the laser beam can be transformed into intense thermal energy in a very small area, resulting in:
(1) a narrow, straight cut slit;
(2) a minimal thermal impact zone near the cutting edge;
(3) minimal local deformation.
Second, the laser beam operates without physical contact with the workpiece, making it a non-contact cutting tool, providing the benefits of:
(1) no mechanical deformation of the workpiece;
(2) no tool wear or breakage issues;
(3) the ability to cut any material, regardless of its hardness.
Finally, the laser beam is highly controllable and flexible, leading to:
(1) ease of integration with automation equipment, making it simple to automate the cutting process;
(2) unlimited ability to repeat cuts on the same workpiece;
(3) the ability to optimize material usage by arranging cuts on the entire plate with the help of a computer.
Materials that can be cut using a laser cutting machine include metal matrix composites, leather, wood, and fiber.
However, each material exhibits different levels of adaptability to laser cutting due to its unique thermophysical properties and absorption rates of laser light.
The laser cutting performance of different materials using a CO2 laser source is illustrated in the following table.
Most materials can be cut with a small power laser. Because these materials are flammable, the cut surface is easily carbonized. Acrylic acid and polytetrafluoroethylene are not easily carbonized. Generally, nitrogen or dry air can be used as an auxiliary gas.
Glass, ceramics, porcelain, etc. are prone to cracking during or after processing, and quartz glass with a thickness of less than 2 mm has good cutting properties.
Ceramic, quartz glass, asbestos, mica, porcelain
Small thermal expansion
(6) Adaptability and flexibility
Compared to other traditional machining methods, laser cutting has greater versatility.
Firstly, other thermal cutting methods are unable to cut in such a small area as the laser beam can, leading to wider cuts, larger heat-affected zones, and significant deformation.
Secondly, lasers can cut non-metallic materials, which is not possible with other hot cutting methods.
Analysis of Laser Cutting Materials
Fiber Laser Cutting Effect
Structural steel
Cutting with the aid of oxygen results in better outcomes for the material.
When oxygen is utilized as the processing gas, a slight oxidation occurs at the cutting edge. For plates with a thickness of up to 4mm, high-pressure cutting can be performed using nitrogen, resulting in no oxidation of the cutting edge.
For plates with a thickness greater than 10mm, the use of a special plate in conjunction with the laser and applying oil to the surface of the workpiece can enhance the cutting quality.
Stainless steel
Oxygen can be used when oxidation at the cutting edge is acceptable. The use of nitrogen results in a non-oxidized cutting edge with no burrs that don’t require further processing.
The application of a coating oil film on the surface of the plate can improve the piercing effect without sacrificing processing quality.
Aluminum
Aluminum, despite its high reflectivity and thermal conductivity, can be cut with a thickness less than 6mm, depending on the alloy type and the laser generator’s capability.
When cutting with oxygen, the cutting surface is rough and hard. Using nitrogen results in a smooth cutting surface.
Pure aluminum is difficult to cut due to its high level of purity.
Only when the system is equipped with a “reflective absorption” device can aluminum be cut, as without it, the optical component will be damaged by reflection.
Titanium
Titanium plates are cut using argon and nitrogen as processing gases. The other parameters for cutting can be referred to those used for nickel-chrome steel.
Copper and brass
Both brass and copper have high reflectivity and excellent thermal conductivity. Brass plates with a thickness of 1mm can be cut using nitrogen as the processing gas.
Copper plates with a thickness of less than 2mm can be cut using oxygen as the processing gas.
However, it’s essential to have a “reflective absorption” device installed on the system, otherwise, the reflection will cause damage to the optical components.
Fiber Laser Cutting Advantages and Disadvantages Compared to Other Cutting Method
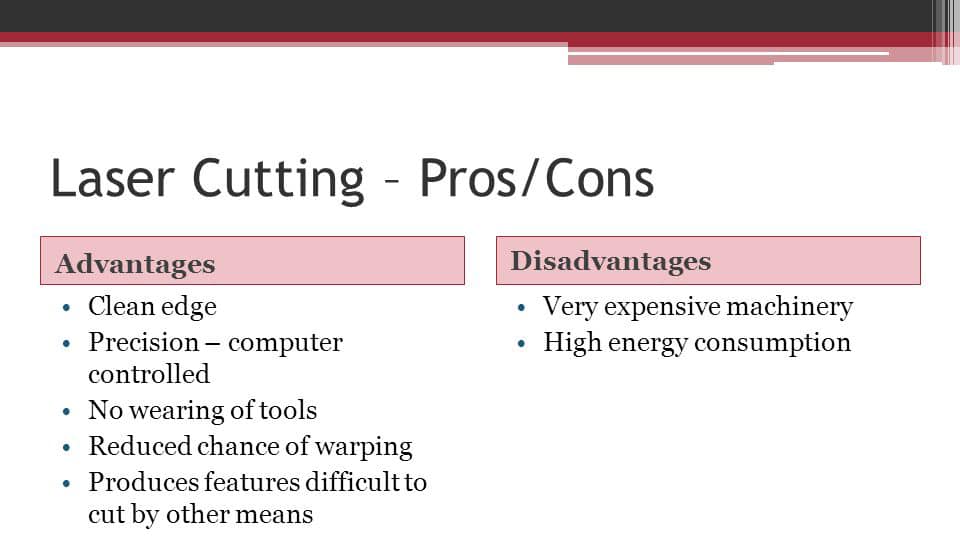
Compared to other thermal cutting methods, laser cutting stands out for its fast cutting speed and high-quality cuts. Some of its key advantages include:
Excellent cutting quality:
Laser cutting has a narrow incision width (typically 0.1-0.5mm), high precision (with a hole center distance error of 0.1-0.4mm and a profile size error of 0.1-0.5mm), and a smooth surface roughness (with a Ra value of 12.5-25μm). Cut seams typically do not require additional processing before welding.
Rapid cutting speed:
For example, a 2KW laser cutter can cut through 8mm thick carbon steel at a speed of 1.6m/min, and 2mm thick stainless steel at a speed of 3.5m/min, with minimal thermal influence and deformation.
Clean, safe, and environmentally friendly:
Laser cutting improves the working environment for operators, as it is clean, safe, and does not create pollution.
Because of its small laser light spot and high energy density, laser cutting can achieve better cutting quality.
(1) The laser cutting incisions are narrow, with cutting edges that are parallel and perpendicular to the surface, and the size accuracy of the cut parts can reach + 0.05mm.
(2) The cutting surface is clean and smooth, with a surface roughness of just a few tens of microns. In some cases, laser cutting can even be used as the final step, allowing the parts to be used directly without further machining.
(3) After laser cutting, the area affected by heat is very small, and the properties of the material near the cut are largely unaffected. Additionally, there is minimal workpiece deformation, resulting in high cutting precision and a regular rectangle shape in the cross-section of the cut.
(2) High cutting efficiency.
Due to the characteristics of laser transmission, laser cutting machines typically feature multiple CNC workstations, allowing the entire cutting process to be performed using CNC alone.
In operation, different shaped parts can be cut simply by changing the NC program, and both 2D and 3D cutting can be performed.
(3) Fast cutting speed.
The cutting speed for 2mm mild steel with a 1200W laser cutter can reach 600cm/min, while for a 5mm polypropylene resin plate, the cutting speed can reach 1200cm/min.
The material does not need to be clamped in laser cutting, which not only saves tooling but also reduces the time needed for loading and unloading materials.
(4) Non-contact cutting.
In laser cutting, the cutting torch does not come into contact with the workpiece and there is no tool wear. No replacement of the “cutter” is required for machining parts with different shapes.
The only necessary change is in the output parameters of the laser. Additionally, the laser cutting process is low noise, low in vibration, and does not result in any pollution.
(5) Numerous varieties of cutting materials.
Compared to oxyacetylene and plasma cutting, laser cutting is capable of cutting a wider variety of materials, including metals, non-metals, metal-based and non-metal matrix composites, leather, wood, and fibers.
However, the suitability of laser cutting for these materials varies due to their distinct thermal and physical properties, as well as their differing rates of laser absorption.
Laser Cutting Disadvantages:
Due to limitations in laser power and equipment size, laser cutters are limited in their ability to cut thicker plate and pipe materials.
As the thickness of the workpiece increases, the cutting speed decreases significantly.
Additionally, laser cutting equipment is expensive, resulting in a high initial investment.
How to Measure Laser Cutting Quality
The Laser cutting machine is a type of equipment that can partially replace traditional metal cutting methods. It boasts fast cutting speeds and high cutting quality.
In recent years, the use of optical fiber laser cutting machines has made metal laser cutting more convenient and efficient.
To determine the quality of a laser cutter, the cutting quality of the machine is a crucial criterion. Based on years of cutting experience, the following nine criteria have been summarized as a reference for customers to evaluate laser cutters.
Is the actual focal length position matches the focal length position on the scale
Parameter factor
Relative to the sheet surface position
Cutting speed
Cutting pressure
Cutting power
Laser Cutting Applications
Most laser cutting machines are controlled by CNC programs or integrated into cutting robots. As a high-end machining method, laser cutting can cut a wide range of materials, including the 2D or 3D cutting of thin metal sheets.
In the automobile manufacturing industry, laser cutting technology is widely used to cut complex body sheets and various curved parts, such as car roof windows.
For example, Volkswagen AG uses a 500W laser to cut these components. In the aerospace industry, laser cutting technology is mainly used to cut special aviation materials such as titanium alloys, aluminum alloys, nickel alloys, chrome alloys, stainless steel, cerium oxide, composite materials, plastics, ceramics, and quartz.
Aerospace components processed by laser cutting include engine flame tubes, thin-walled titanium alloys, aircraft frames, titanium alloy skins, wing long sterns, tail sidings, helicopter main rotors, and space shuttle ceramic heat insulation tiles.
Laser cutting is also widely used in the non-metallic materials industry. It can cut both hard and brittle materials, such as silicon nitride, ceramics, quartz, as well as flexible materials, such as cloth, paper, plastic sheets, and rubber.
For example, laser cutting can be used in the clothing industry to save 10% to 12% of material and increase efficacy by more than three times.
Products suitable for laser cutting can be generally classified into three categories:
Sheet metal that is not suitable for mold making from a technical and economic perspective, especially workpieces with complex contour shapes, small batches, and general thickness, such as 12mm low carbon steel and 6mm stainless steel, to save on mold-making costs and reduce time. Some typical products that have been adopted include automatic elevator structural parts, elevator panels, machinery and food machinery covers, various electric gas cabinets, switchgear, textile machinery parts, construction machinery structural parts, and large motor silicon steel sheets.
Stainless steel (generally 3mm thick) used for decoration, advertisement, the service industry, or patterns, marking, and fonts of non-metallic materials (generally 20mm thick). Examples include the patterns of art photo albums, company Chinese and English fonts, signs for hotels, shops, stations, piers, and public places.
Special parts requiring uniform cutting. The most widely used typical parts are die-cutting plates used in the packaging and printing industry. A slot with a width of 0.7-0.8mm must be cut into a 20mm thick wooden plate and a blade inserted in the slot. The plate is then installed on a die-cutting machine to cut a variety of printed graphics boxes. Another application is oil screen seam pipes. To prevent sediment from entering the pump, a uniform slit of 0.3mm wide must be cut into an alloy steel tube with a thickness of 6-9mm. The hole diameter at the starting cutting point cannot exceed 0.3mm, making the cutting process difficult, but still widely adopted by many factories.
Recent advancements in laser cutting technology include:
Using 3D laser cutting systems or industrial robots to cut space curves and developing various 3D cutting software to streamline the process from drawing to cutting parts.
Developing various special cutting systems, material conveying systems, and linear motor drive systems to improve production efficiency, with cutting speeds exceeding 100m/min.
Focusing on the study of nitrogen cutting low carbon steel technology to improve the cutting quality of plates, to extend the application of engineering machinery and shipbuilding industries, with low carbon steel thicknesses exceeding 30mm.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Choosing the right high-power fiber laser for your industrial needs can be a daunting task. Does higher power always mean better efficiency? Not necessarily. This guide explores common misconceptions and…
Imagine a tool so precise it can cut through metal with the finesse of a surgeon's scalpel. Fiber lasers have revolutionized industries from manufacturing to medicine. This article delves into…
Have you ever wondered how cutting-edge technology achieves such precision? Fiber lasers, a marvel of modern engineering, utilize rare-earth doped glass fibers to generate highly efficient and versatile laser beams.…
What causes laser cutting heads to fail, and how can you prevent it? This article delves into common contamination issues affecting fiber laser cutting head lenses and offers practical solutions…
Have you ever struggled to achieve the perfect cut on metal? In this blog post, we'll uncover the secrets to optimal cutting parameters for various metals using a 3000W fiber…
Imagine cutting through metal as effortlessly as slicing through butter. Fiber laser technology has revolutionized metalworking, offering unmatched precision and speed. This article explores the cutting speeds of various metals…
How fast can a fiber laser cut different metals? If you've ever wondered about optimizing cutting speeds for materials like carbon steel or aluminum, this article offers detailed speed charts…
Have you ever wondered which laser cutting technology truly reigns supreme? This article dives into the battle between fiber lasers and CO2 lasers, exploring their strengths, weaknesses, and the factors…
Are you struggling with commissioning your 10kW+ fiber laser cutting machine? This article offers practical solutions to common issues faced during the setup process, ensuring optimal performance and efficiency. Learn…