1. The standards for steel surface rust and derusting grade are based on the national standard GB8923-88, known as “Grade of Rust and Derusting of Steel Surface Before Coating”.
2. The standard divides the derusting grade into three types: shot or abrasive blasting, manual and power tool, and flame derusting.
3. Shot or abrasive blasting is represented by the letter “sa” and is divided into four grades:
sa1 – light blasting. The steel surface has no visible grease, dirt, loosely adhered scale, rust, paint coatings, or other residues.
sa2 – thorough blasting. The steel surface has no visible grease, dirt, and residues, such as scale and rust, are basically removed.
sa2.5 – very thorough blasting. The steel surface has no visible grease, dirt, scale, rust, paint coatings, or other residues, and any remaining traces are only slight spots or streaks.
sa3 – very clean blasting. The steel surface has no visible grease, dirt, scale, rust, paint coatings, or other residues, and the surface shows a uniform metallic color.
Manual Derusting Grades
St1 – thorough manual and power tool cleaning:
When observed without magnification, the surface should be free of residual oil, grease, and dust. There should be no unsecured oxidized skin, rust, paint, or foreign objects. Any remaining contaminants should be firmly adhered.
St2 – thorough manual and power tool derusting.
The steel surface should have no visible grease and dirt, and no loosely adhered scale, rust, or paint coatings.
St3 – very thorough manual and power tool derusting.
The steel surface should have no visible grease and dirt, and no loosely adhered scale, rust, or paint coatings. The derusting should be more thorough than St2, and the exposed part of the substrate should have a metallic luster.
Surface treatment is key to achieving a good coating effect. The investment in surface treatment is quite worthwhile. Therefore, careful consideration must be given to the selection of surface treatment methods and matching paint systems.
Using international standards to measure the degree of surface treatment is important, such as the Swedish standard: SIS055900 or ISO08501.
Corrosion Levels
The cornerstone of surface treatment standards lies in four distinct corrosion levels:
Level A: The steel surface is entirely covered with adhering mill scale, with virtually no rust.
Level B: The steel surface has started rusting, and the mill scale begins to flake off.
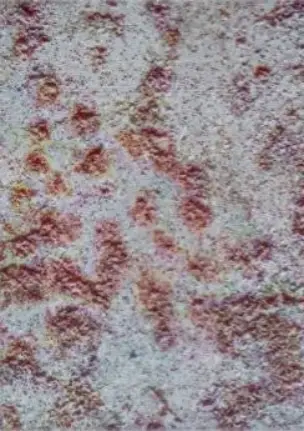
Level C: The mill scale on the steel surface is rusted or can be scraped off, but minor rust spots are visible to the naked eye.
Level D: The mill scale on the steel surface is rusted and peeled off, with a large number of rust spots visible to the naked eye.
Pretreatment Level
According to SIS055900, the surface treatment of these corrosion levels is carried out per the following quality standards for wire brushing and abrasive blasting:
- St – Wire Brushing Standards St2, St3
- Sa – Abrasive Blasting Standards Sa1, Sa2, Sa2.5, Sa3
1. Wire Brushing – St
- St1 –Thorough manual and power tool cleaning
When observed without magnification, the surface should be free of residual oil, grease, and dust. There should be no unsecured oxidized skin, rust, paint, or foreign objects. Any remaining contaminants should be firmly adhered.
- St2 – Thorough manual and power tool cleaning.
The surface should be free from visible grease, dirt, mill scale, rust, paint coatings, and foreign matter.
- St3 – Very thorough manual and power tool cleaning.
Similar to St2, but should be more thoroughly treated than St2, with the metal substrate showing a metallic luster.
These standards provide significant guidance and assistance for surface treatment. Paint suppliers generally set corresponding surface treatment standards and requirements for each type of paint.
2. Abrasive Blasting – Sa
Before abrasive blasting, all thick layers of rust on the surface should be removed. Any visible oil, grease, and dirt should also be eliminated. After abrasive blasting, the surface should be clean, free from dust and debris.
- Sa1 Grade: Light Sandblasting Rust Removal
The surface should be free of visible grease, dirt, unstable oxidation layers, rust, paint coatings, and impurities.
- Sa2 Grade: Thorough Sandblasting Rust Removal
The surface should be essentially free of visible grease, dirt, oxidation layers, rust, paint coatings, and impurities, with any remaining substances firmly adhered.
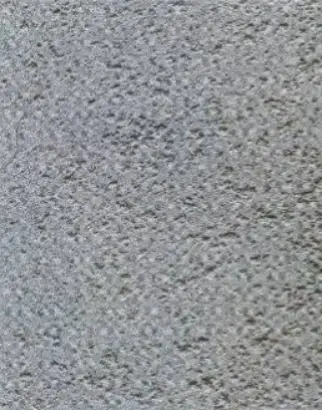
- Sa2.5 Grade: Very Thorough Sandblasting Rust Removal
The surface should be free of visible grease, dirt, oxidation layers, rust, paint coatings, and impurities. Residual traces should only present as minor spotted or striped discolorations.
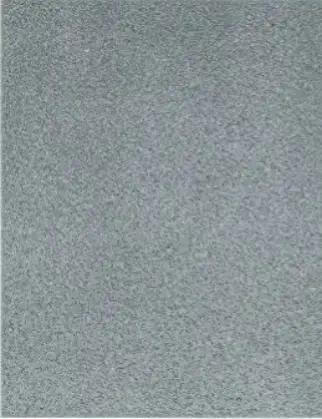
- Sa3 Grade: Sandblasting Rust Removal to Clean Steel Surface
The surface should be free of visible grease, dirt, oxidation layers, rust, paint coatings, and impurities, exhibiting a uniform metallic luster.
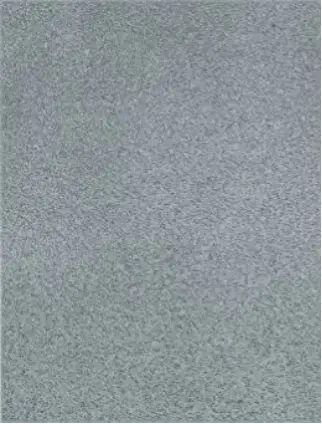
- Sa4 Grade: The observable cleanliness of the steel surface
Without magnification, the surface should appear free of residual oil, grease, and dust, devoid of any unsecured oxidation layer, rust, paint, and foreign objects, exhibiting a uniform metallic luster.
3. Flame Cleaning – Fl
Before flame cleaning, thick layers of rust should be scraped off, and visible residue, oils, and grime should also be removed. After flame cleaning, the surface should be brushed with a powered wire brush.
(Flame cleaning includes the final removal of byproducts with a powered wire brush. A manual wire brush cannot achieve a satisfactory surface for painting.)
Without magnification, the surface should appear free of oxidation, rust, paint, and foreign substances. Any residual matter should only manifest as a surface discoloration (shadows of varying colors).
The term “foreign matter” includes soluble salts and welding slag. These contaminants cannot be fully removed by dry sandblasting, manual and powered tools, or flames. Instead, wet sandblasting or water spraying methods should be employed.
Oxides, rust, and paint that can be scraped off with an oilstone scraper are considered loosely adhered. Prior to sandblasting, thick layers of rust should be scraped off, and visible residual oil, grease, and dirt should also be removed. After sandblasting, dust and residues should be cleaned up.