Bolt Weight Table and Strength Grades: Everything You Need to Know
Have you ever thought about the hidden strength behind the bolts holding our world together? This article explores the fascinating world of bolt weights and strength grades, revealing how these small components play a crucial role in engineering. Get ready to uncover the secrets of bolt specifications and their impact on structural integrity!
The theoretical weight of bolts, including those with and without nuts, can be calculated using a segmented approach.
Bolt Theoretical Weight Chart
Specification (Diameter × Length)
Weight per Thousand Bolts (Kg)
Specification (Diameter × Length)
Weight per Thousand Bolts (Kilograms)
Without Nut
With Nut
Without Nut
With Nut
M10×30
29
40
M14×80
117
142
M10×40
35
46
M14×90
129
154
M10×50
41
52
M16×40
92
126
M10×60
47
58
M16×50
106
140
M12×30
41
57
M16×60
122
156
M12×40
49
65
M16×70
138
172
M12×50
58
74
M16×80
154
188
M12×60
67
83
M16×90
170
204
M12×70
76
92
M16×100
185
219
M12×80
85
101
M20×50
183
245
M14×40
69
94
M20×60
205
267
M14×50
81
106
M20×70
230
292
M14×60
93
118
M20×80
255
317
M14×70
105
130
M20×90
279
341
M20×100
304
366
M22×160
548
624
M20×110
329
391
M24×80
388
500
M20×120
354
416
M24×90
424
536
M20×130
378
440
M24×100
459
571
M22×60
250
326
M24×110
495
607
M22×70
280
356
M24×120
531
643
M22×80
310
386
M24×130
566
678
M22×90
339
415
M24×140
602
714
M22×100
369
445
M24×150
637
749
M22×110
399
475
M24×160
673
785
M22×120
429
505
M27×80
519
687
M22×130
459
535
M27×90
564
732
M22×140
489
565
M27×100
609
777
M22×150
519
595
M27×110
654
822
M27×120
699
867
M30×170
1154
1388
M27×130
744
912
M30×180
1210
1444
M27×140
789
957
M30×190
1266
1500
M27×150
834
1002
M30×200
1322
1556
M27×160
879
1047
M30×210
1378
1612
M27×170
924
1092
M30×220
1434
1868
M27×180
969
1137
M36×110
1246
1617
M30×100
765
999
M36×120
1326
1697
M30×110
820
1054
M36×130
1406
1777
M30×120
875
1109
M36×140
1486
1857
M30×130
931
1165
M36×150
1566
1937
M30×140
986
1220
M36×160
1646
2017
M30×150
1042
1276
M36×170
1726
2097
M30×160
1098
1332
M36×180
1806
2177
M36×190
1886
2257
M42×230
3095
3694
M36×200
1966
2337
M42×240
3204
3803
M36×210
2046
2417
M42×250
3313
3912
M36×220
2126
2497
M48×150
3005
3962
M36×230
2206
2577
M48×160
3147
4104
M36×240
2286
2657
M48×170
3289
4246
M42×150
2223
2822
M48×180
3431
4388
M42×160
2332
2931
M48×190
3573
4530
M42×170
2441
3040
M48×200
3715
4672
M42×180
2550
3149
M48×210
3857
4814
M42×190
2659
3258
M48×220
3999
4956
M42×200
2768
3367
M48×230
4141
5098
M42×210
2877
3476
M48×240
4283
5240
M42×220
2986
3585
M48×250
4432
5389
M48×260
4574
5531
M48×280
4858
5815
M48×300
5142
6099
How to Determine Bolt Strength Grades
Ordinary bolts are divided into Grade A, Grade B (refined bolts), and Grade C (rough bolts).
Grade A and B bolts use Grade 5.6 and 8.8 steel, while Grade C bolts use Grade 4.6 and 4.8 steel. High-strength bolts are made from Grade 8.8 and 10.9 steel. In Grade 10.9, for example, 10 indicates the tensile strength limit of the steel material is fu=1000N/mm², and 0.9 indicates the yield strength of the steel material is fy=0.9fu. Other models follow this convention. Anchor bolts use Q235 or Q345 steel.
Grade A and B bolts (refined bolts) are made from billets rolled into shape. The bolt rod surface is smooth, dimensions are accurate, and the bolt holes are drilled using a die or first punched on individual parts with a smaller hole, then re-drilled to the designed diameter on assembled components (known as Class I holes). The gap between the bolt diameter and hole is very small, allowing only about 0.3mm, requiring gentle hammering during installation for shear and tensile strength.
However, manufacturing and installation of Grade A and B bolts (refined bolts) are labor-intensive and expensive. In steel structures, they are used only at important installation nodes or in bolt connections that bear both shear and tensile loads from dynamic forces.
Grade C bolts (rough bolts) are made by pressing round steel. Their surface is rougher, and dimensions are less precise. The bolt holes are punched in one go or drilled without a die (Class II holes), and the hole diameter is 1-2mm larger than the bolt diameter. This results in significant shear deformation under shear forces, and individual bolts may contact the hole wall and suffer excessive internal forces leading to early failure.
Due to the simplicity and lower cost of manufacturing Grade C bolts (rough bolts), they are commonly used in various steel structure projects, especially suitable for connections that bear tensile forces along the bolt axis, detachable connections, and temporary fixing components.
In connections with significant shear forces, supports or other structural measures are used to bear the shear forces, allowing the bolt to utilize its tensile strength advantages.
Grade C bolts can also be used in secondary connections subject to static or indirect dynamic loads as shear connections.
Stainless Steel High-Strength Bolts
Stainless steel high-strength bolts possess high strength and resistance to corrosion by air, steam, water, and other weak corrosive media, as well as acids, alkalis, and salts. They do not suffer from corrosion, pitting, rusting, or wear.
Stainless steel is also among the strongest materials used in construction. Due to its excellent corrosion resistance, it ensures the permanent integrity of structural components in engineering design.
Steel structure connection bolt performance grades are divided into more than ten grades including 3.6, 4.6, 4.8, 5.6, 6.8, 8.8, 9.8, 10.9, 12.9.
Bolts of Grade 8.8 and above are made of low-carbon alloy steel or medium-carbon steel and undergo heat treatment (quenching, tempering), commonly known as high-strength bolts, while the rest are known as ordinary bolts.
Bolt performance grade markings consist of two numbers, indicating the nominal tensile strength and yield strength ratio of the bolt material.
High-Strength Bolts are made of high-strength steel, or bolts that require significant pre-tensioning force. They are widely used in bridges, railways, high-pressure and ultra-high-pressure equipment connections. These bolts often fail due to brittle fracture.
High-strength bolts used in ultra-high-pressure equipment need to apply significant pre-stress to ensure the container’s seal.
A few concepts about high-strength bolts: 1. Bolts with performance grades above 8.8 are known as high-strength bolts. The current national standard only lists up to M39, and for larger sizes, especially lengths greater than 10~15% times the diameter, domestic production is still limited.
Difference Between High Tensile Bolts and Ordinary Bolts
High-strength bolts differ from ordinary bolts in that they can withstand greater loads than standard bolts of the same specification. Ordinary bolts are made from Q235 (A3) steel. High-strength bolts are made from 35# steel or other high-quality materials and undergo heat treatment to increase their strength. The primary difference lies in the material strength.
From the raw material perspective, high-strength bolts are made from high-strength materials. The screw, nut, and washer of a high-strength bolt are all made from high-strength steel, commonly using 45# steel, 40 boron steel, 20 manganese titanium boron steel, 35CrMoA, etc. Ordinary bolts are usually made from Q235 (equivalent to former A3) steel.
In terms of strength grade, high-strength bolts, increasingly used, typically come in 8.8s and 10.9s grades, with 10.9 being more common. Ordinary bolts have lower strength grades, generally at 4.4, 4.8, 5.6, and 8.8.
Regarding the characteristics of force-bearing, high-strength bolts apply pre-tension and transmit external forces through friction. Ordinary bolt connections rely on the bolt rod’s shear resistance and hole wall pressure to transmit shear forces. The pre-tension generated when tightening the nut is minimal and can be considered negligible.
In contrast, high-strength bolts, apart from their high material strength, are applied with significant pre-tension, creating a compressive force between connected components. This produces substantial friction perpendicular to the bolt axis. The pre-tension, slip resistance coefficient, and type of steel material directly affect the load-bearing capacity of high-strength bolts.
Based on the force-bearing characteristics, they are divided into bearing-type and friction-type. Both types have different calculation methods. The smallest standard for high-strength bolts is M12, commonly used sizes range from M16 to M30, and the performance of super-large bolts is unstable, requiring careful consideration in design.
The difference between friction-type and bearing-type connections in high-strength bolts:
High-strength bolt connections clamp the connected plates tightly through significant pre-tensioning force within the bolt shaft, generating substantial friction, thus enhancing the overall integrity and stiffness of the connection. When subjected to shear forces, they can be divided into friction-type and bearing-type high-strength bolt connections, differing fundamentally in their limit states.
Although the same bolt type, their calculation methods, requirements, and application scopes vary significantly. In shear-resistant design, the limit state for friction-type high-strength bolt connections is the maximum possible frictional force provided by the tightening force of the bolts between the contact surfaces of the plates, ensuring that the external shear force does not exceed this maximum frictional force throughout the service period.
The plates do not undergo relative sliding deformation (maintaining the original gap between the bolt shaft and hole), and the connected plates are subject to elastic forces as a whole. In bearing-type high-strength bolt connections, the external shear force is allowed to exceed the maximum frictional force, causing relative sliding deformation between the connected plates until the bolt shaft contacts the hole wall.
Subsequently, the connection transfers forces through the shear of the bolt shaft, pressure on the hole wall, and friction between the plate surfaces, with the ultimate shear failure of the connection being either shear of the bolt shaft or pressure on the hole wall.
In summary, friction-type and bearing-type high-strength bolts are essentially the same bolts, differing only in whether slip is considered in the design. Friction-type high-strength bolts must not slip; they do not bear shear forces, and any slip is considered a failure in design, a technically mature approach. Bearing-type high-strength bolts can slip and also bear shear forces, with ultimate failure similar to that of ordinary bolts (either shear of the bolt or compression of the steel plate).
In terms of usage: For the bolted connections of main structural components in buildings, high-strength bolts are generally used. Ordinary bolts can be reused, whereas high-strength bolts cannot and are typically used for permanent connections.
High-strength bolts are prestressed bolts. In friction-type applications, a specified pre-tension is applied using a torque wrench, while in bearing-type applications, the spline is sheared off. Ordinary bolts, with poorer shear resistance, can be used in less critical structural areas and only need to be tightened. Ordinary bolts are generally of grades 4.4, 4.8, 5.6, and 8.8. High-strength bolts are commonly of grades 8.8 and 10.9, with 10.9 being more prevalent.
Grade 8.8 and 8.8S are equivalent. The force-bearing performance and calculation methods of ordinary bolts differ from those of high-strength bolts. High-strength bolts bear force primarily through internal pre-tensioning force P, creating frictional resistance on the contact surfaces of the connected components to withstand external loads, whereas ordinary bolts directly bear external loads.
More specifically: High-strength bolt connections offer advantages like simple construction, good force-bearing performance, replaceability, fatigue resistance, and resistance to loosening under dynamic loads, making them a promising connection method.
High-strength bolts are tightened with a special wrench, generating a large, controlled pre-tension. This pre-tension, transmitted through the nut and washer, creates an equivalent pre-compressive force on the connected components. Under this pre-compressive force, significant friction is generated along the surfaces of the connected components.
As long as the axial force is less than this frictional force, the components will not slip, and the connection will remain intact. This is the principle behind high-strength bolt connections.
High-strength bolt connections rely on the friction between contact surfaces of the connected components to prevent sliding. To ensure sufficient friction, it is necessary to increase the clamping force between components and enhance the friction coefficient of the contact surfaces.
The clamping force between components is achieved by applying pre-tension to the bolts, necessitating the use of high-strength steel for the bolts, hence the term “high-strength bolt connections.”
In high-strength bolt connections, the friction coefficient significantly influences the load-bearing capacity. Experiments show that the friction coefficient is mainly affected by the nature of the contact surfaces and the material of the components.
To increase the friction coefficient of the contact surfaces, construction often involves methods like sandblasting or wire brushing to treat the contact surfaces within the connection area.
High-strength bolts actually come in two types: friction-type and bearing-type. The design criterion for friction-type high-strength bolts is that the shear force induced by the design load does not exceed the frictional force. For bearing-type high-strength bolts, the criterion is that the bolt shaft is not sheared or the plates are not crushed.
Corrosion Resistance of Stainless Steel High-Strength Bolts
Stainless steel high-strength bolts are known for their corrosion resistance characteristics.
All metals react with oxygen in the atmosphere, forming an oxide film on their surface. Unfortunately, the iron oxide formed on ordinary carbon steel continues to oxidize, causing rust to expand and eventually create holes. Carbon steel surfaces can be protected with paint or oxidation-resistant metals (like zinc, nickel, and chromium) through electroplating. However, as is commonly known, this protective layer is only a thin film. If the protective layer is damaged, the underlying steel begins to rust.
Stainless steel’s corrosion resistance depends on chromium. However, since chromium is a component of the steel, the method of protection is different. When the chromium content reaches above 11.7%, the steel’s resistance to atmospheric corrosion significantly increases.
Although higher chromium content can still improve corrosion resistance, the effect is less pronounced. This is because alloying steel with chromium changes the type of surface oxide, similar to the oxide formed on pure chromium metal. This tightly adherent chromium-rich oxide protects the surface from further oxidation. This oxide layer is extremely thin, allowing the steel’s natural luster to shine through, giving stainless steel its distinctive appearance.
Moreover, if the surface layer is damaged, the exposed steel surface will react with the atmosphere to self-repair, reforming this “passive” oxide film and continuing its protective role. Therefore, all stainless steel elements share a common characteristic: their chromium content is above 10.5%.
The Meaning of Performance Grades of Screws and Bolts
The performance grades of screws and bolts for steel structure connections are divided into more than ten levels, including 3.6, 4.6, 4.8, 5.6, 6.8, 8.8, 9.8, 10.9, 12.9.
Bolts of grade 8.8 and above are made from low-carbon alloy steel or medium-carbon steel and undergo heat treatment (quenching and tempering), commonly known as high-strength bolts. The rest are generally referred to as ordinary bolts.
The performance grade of a bolt is denoted by two numbers, indicating the nominal tensile strength and the yield strength ratio of the bolt material. For example:
For a grade 4.6 bolt:
The nominal tensile strength of the bolt material is 400 MPa;
The yield strength ratio of the bolt material is 0.6;
The nominal yield strength of the bolt material is 400 × 0.6 = 240 MPa.
For a grade 10.9 high-strength bolt, after heat treatment, it can reach:
A nominal tensile strength of 1000 MPa;
A yield strength ratio of 0.9;
A nominal yield strength of 1000 × 0.9 = 900 MPa.
The significance of the bolt performance grade is an internationally standardized criterion. Bolts of the same performance grade, regardless of their material and origin, have the same performance, and in design, it is sufficient to select based on the performance grade alone.
The strength grades, such as 8.8 and 10.9, refer to the bolt’s resistance to shear stress, measured at 8.8 GPa and 10.9 GPa, respectively.
Grade 8.8 has a nominal tensile strength of 800 N/mm² and a nominal yield strength of 640 N/mm².
Generally, bolts are denoted by “X.Y”, where X100 equals the tensile strength of the bolt in MPa, and X100*(Y/10) equals the yield strength of the bolt (since by designation: yield strength/tensile strength = Y/10).
For example, a grade 4.8 bolt:
Has a tensile strength of 400 MPa;
And a yield strength of 400*8/10 = 320 MPa.
Additionally, stainless steel bolts are often marked as A4-70, A2-70, etc., with a different meaning.
Regarding measurement units: The world primarily uses two systems for measuring length. One is the metric system, using meters (m), centimeters (cm), millimeters (mm), etc., widely used in Europe, China, Japan, and other Southeast Asian regions. The other is the imperial system, using inches (inch), equivalent to the old Chinese market inch, predominantly used in the United States, the United Kingdom, and other Western countries.
Imperial measurement: (Octal system) 1 inch = 8 fractions of an inch; 1 inch = 25.4 mm; 3/8 inch × 25.4 = 9.52 mm
For products below 1/4 inch, sizes are denoted by gauge numbers, such as: #4, #5, #6, #7, #8, #10, #12.
Thread Types and Characteristics
Types of Threads
Threads are a form of helical structure found on the external or internal surface of a solid, characterized by a uniform helical ridge. Based on their structural features and applications, they are categorized into three main types:
Ordinary Threads: These have a triangular tooth shape and are used for connecting or fastening components. Ordinary threads are divided into coarse and fine threads, with fine threads offering higher connection strength.
Transmission Threads: These threads have various tooth shapes, including trapezoidal, rectangular, saw-tooth, and triangular.
Sealing Threads: Used for sealing connections, the primary types include pipe threads, tapered threads, and tapered pipe threads.
Thread Fit Grades
Thread fit refers to how loosely or tightly mating threads engage with each other. The fit grade is determined by the combination of deviations and tolerances applied to the internal and external threads.
(1) Unified Thread Standard:
External threads have three grades: 1A, 2A, and 3A. Internal threads have three grades: 1B, 2B, and 3B. All these are clearance fits, with higher grade numbers indicating tighter fits.
In Unified threads, deviations are only specified for 1A and 2A grades. The 3A grade has zero deviation, and the grade deviations of 1A and 2A are equal. The larger the grade number, the smaller the tolerance.
Grades 1A and 1B represent very loose tolerance levels, suitable for clearance fits in both internal and external threads.
Grades 2A and 2B are the most commonly used thread tolerance levels for mechanical fasteners in the Unified series.
Grades 3A and 3B provide the tightest fit, suitable for tightly toleranced fasteners used in critical safety designs.
For external threads, 1A and 2A grades have a fitting tolerance, while 3A does not. The tolerance of 1A is 50% larger than 2A and 75% larger than 3A. For internal threads, the tolerance of 2B is 30% larger than 2A, 1B is 50% larger than 2B, and 75% larger than 3B.
External threads have three grades: 4h, 6h, and 6g. Internal threads have three grades: 5H, 6H, and 7H. (Japanese standard thread accuracy grades are divided into I, II, and III levels, with II being the most common). In metric threads, the basic deviation for H and h is zero. The basic deviation for G is positive, and for e, f, and g, it is negative.
H is the commonly used tolerance position for internal threads, typically used without surface coating or with an extremely thin phosphating layer. G’s basic deviation is for special occasions, such as thicker plating, and is rarely used.
g is often used for thin coatings of 6-9um. For instance, if a product drawing specifies a 6h bolt, the pre-plating thread would use a 6g tolerance band.
The best thread fits are typically combinations of H/g, H/h, or G/h. For precision fasteners such as bolts and nuts, a 6H/6g fit is standardly recommended.
(3) Thread Marking
Main Geometric Parameters of Self-Tapping and Self-Drilling Threads:
Major Diameter/Outer Diameter (d1): The diameter of an imaginary cylinder where the crests of the threads coincide. It essentially represents the nominal diameter of the thread.
Minor Diameter/Root Diameter (d2): The diameter of an imaginary cylinder where the roots of the threads coincide.
Pitch (p): The axial distance between corresponding points on adjacent threads along the pitch line. In the imperial system, this is indicated by the number of threads per inch (25.4mm).
Below are common specifications for pitch (metric) and thread count (imperial):
Metric Self-Tapping Threads:
Specifications: ST 1.5, ST 1.9, ST 2.2, ST 2.6, ST 2.9, ST 3.3, ST 3.5, ST 3.9, ST 4.2, ST 4.8, ST 5.5, ST 6.3, ST 8.0, ST 9.5
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever considered the critical role hexagonal head bolts play in engineering? These fasteners, ranging from carbon steel to stainless steel, are essential for countless applications, each type designed…
Have you ever considered the unsung heroes holding our machines together? In this article, we'll explore the fascinating world of mechanical connections, from the humble rivet to the mighty weld.…
What makes high-strength bolts so critical in modern engineering? As machines and structures grow more powerful and complex, the demands on bolts increase exponentially. This article delves into the materials…
Have you ever struggled to find the right double-headed stud for your project? This article provides a comprehensive weight chart for double-headed studs of various sizes, helping you choose the…
Have you ever wondered what sets high-strength bolts apart from ordinary ones? High-strength bolts are engineered to handle extreme loads using static friction, making them essential in construction and machinery…
Have you ever wondered what holds the world's machinery together? Bolts are the unsung champions of engineering. This article unravels the fascinating world of bolts, from their types and specifications…
Have you ever wondered how mechanical structures transform ideas into tangible designs? Mechanical structure design turns abstract principles into detailed schematics, ensuring every part is optimized for functionality, strength, and…
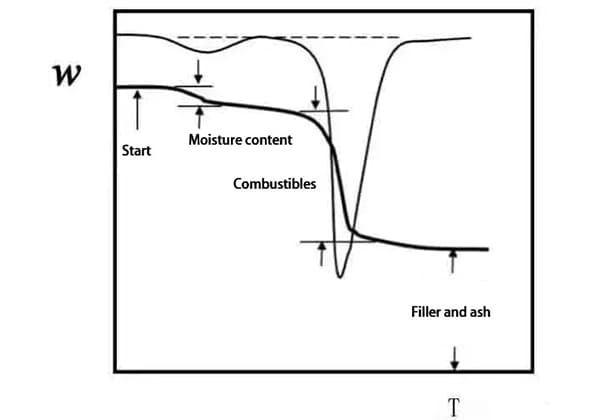
How do materials respond to heat? Understanding thermal properties is crucial for engineering applications, influencing everything from material selection to performance predictions. This article explores various methods used in thermal…
What causes threaded fasteners to loosen, and how can it be prevented? This article explores the common reasons behind loose connections, such as vibration, impact, and variable loads, and provides…