
The 15 Best Laser Welding Machine Manufacturers in 2024
In the rapidly evolving world of laser welding, innovation is key. As manufacturers push the boundaries of what's possible, a handful of companies stand out as leaders in the field.…
What makes cars safer, lighter, and more efficient? Laser welding technology is transforming automotive manufacturing by enhancing precision and reducing costs. This article dives into how laser welding works, its advantages, and practical applications in car assembly. From joining car bodies to creating seamless designs, you’ll discover how this cutting-edge technology meets modern demands for safety and efficiency in vehicles. Ready to learn about the future of car production?

Laser welding technology is characterized by its high process efficiency and flexibility. In the automotive manufacturing process, it can be used for welding car bodies and various automotive components, reducing the overall weight of the car body, improving body assembly precision, and meeting the demands for lightweight and enhanced safety performance in car manufacturing.
It also helps reduce assembly and stamping costs in car manufacturing, thereby improving the integration of the car body.
Therefore, how to actively and effectively apply laser welding technology has become a consideration for current automotive manufacturers. This article will discuss the application of laser welding technology in detail.
Laser welding, fundamentally a fusion welding technology, uses a laser beam as the primary energy source. Through a certain impact force, it completes the welding of workpieces.
The generation of the laser beam is achieved through an optical oscillator. When a high-power laser beam acts on the metal surface, it can rapidly vaporize the metal. As the molten metal liquid envelops the vaporized hole, a weld seam is formed under the reaction of stress and the method of heating and cooling, ultimately completing the welding of the metal.
It is important to note that the laser beam has different densities at different powers, which affects the depth of the weld seam. As the density of the laser beam increases, the depth of melting increases, resulting in a deeper weld seam. Conversely, it will reduce the depth of melting, making it shallower.
The advantages of laser welding technology play a significant role in current automotive manufacturing, mainly reflected in the following aspects: the actual welding is subjected to a small heat-affected range and lower deformation. The quality and precision of welding are relatively high, ensuring aesthetics while guaranteeing quality.
The specific welding operation is flexible, efficient, and can meet enterprise needs. The construction noise is low, and it has an impressive energy-saving effect. It is suitable for welding materials that are brittle, have high strength, and have a high melting point. See Table 1 for details.
Table 1: Score Comparison of Different Welding Technologies
| Comparison project | Laser welding | Electron beam welding | tungsten inert-gas arc welding | Resistance welding |
| Welding efficiency | 6 | 7 | 4 | 8 |
| Large depth ratio | 9 | 8 | 3 | 4 |
| Weld cross-section morphology | 8 | 8 | 5 | 5 |
| Welding under atmospheric pressure | 9 | 3 | 7 | 9 |
| Welding high reflectivity materials | 4 | 8 | 7 | 8 |
| cost | 4 | 3 | 8 | 8 |
| Operating costs | 6 | 6 | 7 | 9 |
| reliability | 8 | 4 | 8 | 9 |
| High welding speed | 9 | 9 | 8 | 2 |
However, laser welding technology also has certain shortcomings, specifically: high requirements for welding positions, focusing on the scope of welding requirements. Not suitable for materials with significant thickness.
The welding effect is impacted when welding materials with high thermal conductivity. Low energy conversion efficiency and the rapid solidification time of the weld seam, to some extent, restrict the welding effect.
In the realm of laser welding technology, laser conduction welding refers to the process where two or more parts are fused into a unified whole after melting and cooling, achieving effective welding. This method does not require the addition of flux, offering a cost-saving advantage.
During the operation, under the effect of the laser beam, the surface temperature of the parts to be welded rapidly reaches the boiling point, vaporizing the metal and creating a cavity, as illustrated in Figure 1.
The cavity ceases to deepen once the recoil pressure of the metal vapor balances with the liquid metal’s surface tension and gravity. The welding is completed once the stable-depth cavity closes, marking the completion of deep penetration laser welding.
Currently, in automobile manufacturing, laser conduction welding is widely applied in body assembly, grouping, and component welding. For instance, Volkswagen models such as the Passat, Tiguan, and Jettas employ this welding method in their side panel welding. Similarly, certain Peugeot and Citroën models utilize laser conduction welding for their doors.
Furthermore, based on the types of weld seams, there are various classifications, including single straight seams, multiple seams, and non-linear seams. Due to the simplicity of producing a single weld seam, it has been broadly adopted.
Volkswagen in Germany was the pioneer in applying laser stitch welding for the Audi model chassis in 1985, and Toyota in Japan followed in 1986 with wire-fed laser welding for the side frame of the vehicle body.
Bulk application of laser stitch welding technology in North America began in 1993, when the United States aimed to enhance the competitiveness of American cars against Japanese ones with the 2mm Project.
To date, nearly all renowned automobile manufacturers worldwide have extensively adopted laser stitch welding technology, covering structural components such as side frames, door inner panels, windshield frames, wheel housings, floor panels, and central pillars.
The United States was among the first to introduce high-power lasers to the automotive industry, with dozens of laser processing stations in the Detroit area, focusing on cutting automotive metal parts and welding gears. This advancement has reduced the time it takes to redesign cars from five years to two.
General Motors in the U.S. has implemented over twenty laser processing production lines, and Ford Motor Company has employed Nd:YAG lasers combined with industrial robots to weld car bodies, significantly reducing manufacturing costs.
By 2000, 50% of the resistance spot welding production lines of the three major U.S. car companies were replaced by laser welding lines.
In Japan, the successful application of laser welding on production lines has garnered worldwide attention, such as the innovative method of laser welding thin steel sheets before press forming them into automotive body parts, now emulated by most car manufacturers globally.
Many renowned car companies have established specialized laser welding production lines: Thyssen’s car floor assembly welding line, Volkswagen’s gear laser processing line, and Mercedes-Benz, which has installed laser processing equipment in 8 out of 18 plants.

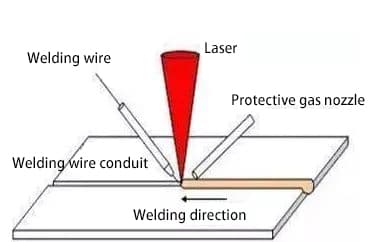
In laser welding technology, the principle of laser wire-fill welding involves adding a specific welding material into the weld seam. The laser beam melts the added welding material, forming a welded joint.
Compared to traditional non-wire-fill welding methods, laser wire-fill welding offers significant advantages. It not only expands the application range of laser welding but also enables the welding of thick plates at lower power, achieving high welding quality.
It’s important to note that in laser wire-fill welding, both the welding wire and the base material must be melted. This creates small holes in the base material, allowing the wire and the base material to fully merge and form a new mixed molten pool.
This mixed molten pool differs significantly from the welding wire and base material, potentially improving certain performance shortcomings of the base material. Using a welding wire with a suitable composition as the filler material ensures the weld seam has high wear resistance and corrosion resistance.
In laser welding, the principle of laser-arc hybrid welding combines a laser heat source with an electric arc to act together on a single molten pool, thus achieving welding. As shown in Figure 2, this welding method features minimal deformation, high speed, and great adaptability.

In the production of the Audi AG series of cars in Germany, laser-arc hybrid welding is applied to the welding of the most critical all-aluminum car bodies. This body belongs to the second-generation luxury Audi A8 series, designed with a focus on impact safety and resistance to torsional deformation. The weld seams produced by laser-arc hybrid welding meet all requirements, exhibiting toughness, high strength, and deep fusion.
To meet customers’ high expectations for this car, every detail is meticulously crafted to ensure manufacturing quality. The narrow weld seams of laser hybrid welding meet the high appearance standards required for workpieces, eliminating the need for plastic strips to fill the corners at the top of the car body frame.
In the manufacturing of lightweight vehicles, all the aforementioned requirements, along with some special conditions, must be satisfied, and the production process for an all-aluminum car body has even stricter requirements.
In laser welding technology, laser remote welding allows for long-distance processing with the help of high-speed scanning galvanometer heads, performing welding with laser beams of different powers on parts.
Due to its unique technological advantages, it is extensively used in the panoramic sunroofs of Mercedes-Benz and the side welding of Volkswagen and Audi cars. Currently, when applying laser remote welding in automobile manufacturing, it offers the following advantages:
(1) High positioning accuracy, enabling rapid welding to meet the manufacturing needs of automotive companies.
(2) The ability to combine different structural strengths for welding, meeting the needs for various weld seam shapes.
Laser remote welding demands high-quality materials and equipment. With thicker components, it’s not possible to reduce the depth of the weld seam, resulting in lower shear strength at the weld.
In laser welding technology, laser brazing offers advantages such as aesthetically pleasing forms and strong sealing, along with high weld strength. The fundamental principle involves focusing a laser beam onto the surface of the filler wire, melting it, and then filling it into the weld area to complete the brazing process.
Although similar to fusion welding, the base material does not melt in this method. Hence, the brazing material must have a lower melting point than the base material, allowing effective welding through the liquid brazing material, as illustrated in Figure 3.
Currently, laser brazing is employed for welding trunk lids of Volkswagen, Haima, Chery, and Audi vehicles. It is also frequently used in the roof and side frame connections of brands such as Cadillac, Porsche, Ford, and Volkswagen.
When utilizing this technique, it is crucial to consider the impact of various factors on the welding process, especially process parameters such as welding speed, laser power, and beam diameter. These parameters must be adjusted and designed according to the specific welding requirements to ensure the effectiveness of laser brazing.
Laser brazing equipment typically integrates the brazing processing lens into a robotic arm. The laser beam is focused at the joint of the sheets, melting the filler wire (e.g., copper-silicon wire) to connect the parts. This method’s success lies in achieving joint strength close to welding strength, and its welds are known for their beauty.
The welds produced by laser brazing are renowned for their high sealing properties and smooth, clean appearance, making rework almost unnecessary. For instance, vehicle bodies can be directly painted after cleaning.

Laserline diode lasers are highly regarded worldwide for their practicality in the laser brazing field. Over 800 LDF diode lasers have been successfully deployed for long-term use in automotive body assembly applications globally. High-quality laser brazing not only requires high weld strength and minimal heat impact but also demands aesthetic appeal of the weld connections.
A significant processing advantage of semiconductor lasers is the stability of the melt pool they produce. Furthermore, the three-beam module developed by Laserline has shown greater advantages in brazing applications, ensuring high-quality weld connections without reducing welding speed, even when welding challenging materials like hot-dip galvanized steel sheets.

In automotive body production, laser brazing has already become a mainstream processing method.
However, the increasing use of galvanized steel sheet materials has introduced some challenges, such as increased particle spatter during brazing and rippling at the weld connection, necessitating a reduction in processing speed to avoid these issues.
Laserline has developed a breakthrough solution: using a multi-beam module, with side beams positioned in front of the main beam, to remove the galvanized layer around the weld seam first, thus ensuring a smooth brazing process without the need to reduce brazing speed. This technique has been well received in the industry.

Traditional galvanized steel sheet diode laser brazing employs single-beam technology, with the laser source integrated into the brazing robot. Thanks to the stability of the melt pool produced by diode lasers, laser cladding with silver or brass as the base material is possible.
The welds are aesthetically pleasing and of high quality. Volkswagen Touran once conducted an experimental comparison between a 4 kW YAG laser and a 6 kW diode laser for brazing in Wolfsburg, Germany. The operational stability of the LDF diode laser was confirmed in mass production.
For the automotive manufacturing industry, different laser welding technologies offer varying values of utilization.
Choosing the appropriate welding method for different parts of a vehicle can enhance the overall quality of automotive manufacturing and meet the needs of automotive enterprises in terms of welding costs and efficiency.
By analyzing the principles, advantages, and disadvantages of laser welding technologies, this article explores the application effects of laser self-fusion welding, laser wire filling welding, laser arc composite welding, laser remote welding, and laser brazing in automotive manufacturing.
It provides welding experience for the automotive industry, aims to improve the welding level of automotive enterprises, and promotes the healthy and sustainable development of the automotive manufacturing industry.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.








