Imagine bending sheet metal without leaving a single mark or scratch. In this article, we explore innovative techniques for mark-free sheet metal bending, addressing challenges like friction, material hardness, and die design. You’ll discover methods such as roller-type dies, nylon inserts, and anti-scratch films, all designed to maintain the pristine quality of metal surfaces. By the end, you’ll understand the best practices and tools for achieving flawless bends, enhancing both the appearance and precision of your metalwork.
Bending dies are the primary processing equipment used in sheet metal forming.
With the growth of industries such as engineering machinery, automobiles, ships, aerospace, electrical instrumentation, and building decoration, processing enterprises are increasingly demanding higher precision and complexity in the shape of sheet metal products, as well as higher surface quality.
In particular, the bending process for stainless steel and aluminum plates requires scratch-free surfaces.
To prevent bending marks on the surface of sheet metal parts during the press brake bending process, we will examine the causes of these marks from four perspectives: bending method, material hardness, concave die structure, press brake selection, and die precision.
1. Defects of Traditional Bending
Fig.1
Figure 1 depicts the lower die structure in the traditional bending method, which typically has a V-shaped groove of varying sizes to bend plates of different thicknesses. During the bending process, the plate moves along the edge of the V-groove in the lower die, leading to squeeze and friction generated by the bending force, resulting in distinct bending marks on the surface of the formed sheet metal. The width of these defects is approximately 0.414 times the width of the V-groove, seriously affecting the product’s appearance and quality.
To address the defects in traditional bending, it is necessary to overcome the plate movement, friction, and extrusion pressure generated by the V-groove in the lower die during the bending process.
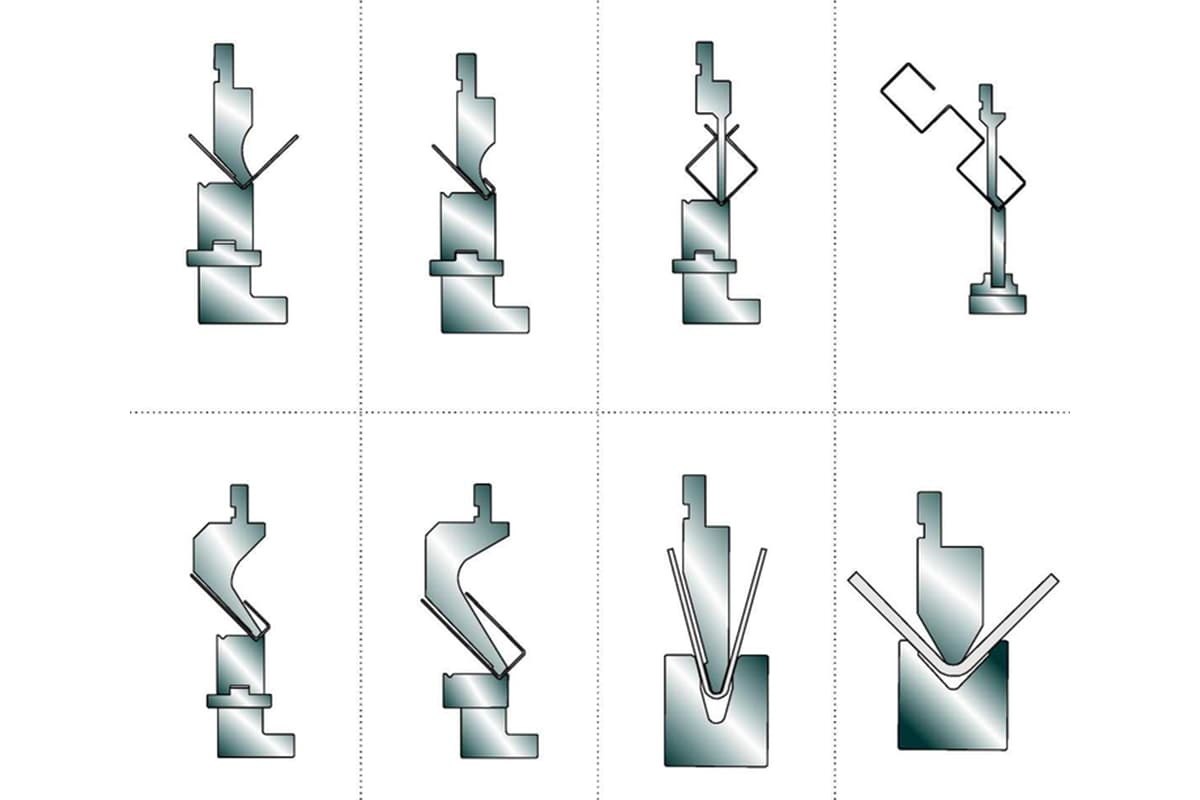
2. Mark-Free Bending Technology and Die Structure
If a sheet metal product is required without any scratches or marks, a press brake operator has to choose suitable solutions that avoid friction between thesheet metal and the tools.
The most common problem is how to hide the two lines that may appear in the contact area between the die and the sheet metal. There are several ways toavoid them:
(1) Clean and Lubricate the Dies:
Rubbing together of the metals and the resultant scratches and marks can be decreased by removing debris like scale or zinc from the dies and applying a lubricant to reduce friction.
(2) Dies With Larger Radius:
Some dies have a larger radius of curvature between the upper surface and the edge of the vee. In practice, for a given vee die opening, the area of contact between die and sheet metal is rounded in order to decrease the friction between the metals.
This is a very effective solution with no additional costs other than the cost of the dies which have the same working life as standard dies. The only drawback of rounding the support zone, is the need to slightly increase the minimum internal edge to prevent the sheet from falling into the V of the die
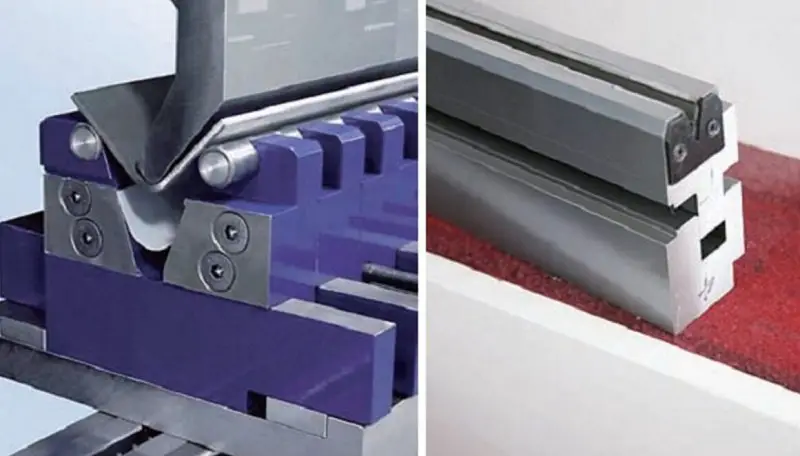
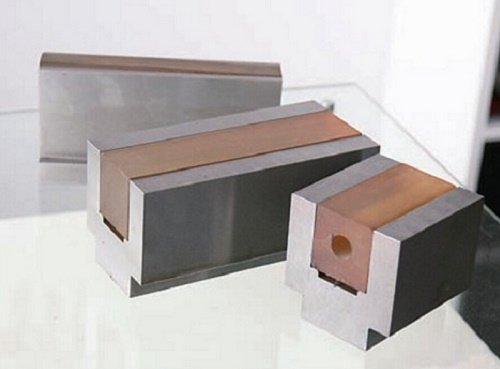
(3) Roller-Type Mark-Free Die
Figure 2 Structure of the roller-type mark-free die
During the bending process, the workpiece comes into contact with the cemented carbide mandrel on the lower die, and the mandrel rotates in the direction of the moving plate.
This transforms the friction from traditional sliding friction to rolling friction, reducing bending marks and extrusion-related abrasion on the surface of the workpiece and improving its appearance and precision.
However, squeeze pressure still exists between the lower die roller and the plate during the bending process, so bending marks cannot be completely avoided, especially when bending soft metal plates.
Dies with rollers decrease friction considerably and avoid surface scratches on the sheet metal but they are also fairly expensive and require frequent cleaning to ensure that debris does not prevent the roller from rotating in its seat.
Dies with rollers are very useful for bending thick sheet metal as they decrease the necessary force.
(4) Plate Rotate-Turning Mark-Free Die
Fig.3
Figure 3 illustrates the structure of the Plate Rotate-Turning Mark-Free Die.
During the pressing process, the top punch pushes the workpiece into the lower mold, and as the workpiece comes into contact with the rotating surface, the rotating-turning plate in the lower die rotates.
This eliminates the relative sliding between the workpiece and the lower die, resulting in surface-to-surface contact between the workpiece and the rotating-turning plate.
This eliminates bending marks and extrusion-related abrasion on the surface of the workpiece, thus effectively improving its appearance and precision.
(5) Dies With Nylon Inserts
Some dies made of steel have a seating for nylon inserts that are usually secured with grubscrews.
These inserts can have a vee in the shape required for the bending or a rectangular shape to press the sheet metal against the radius tool.
These tools are very effective in eliminating blemishes, however, they require the replacement of the insert when it becomes worn down by the sheet metal.
These dies can only be used with thin sheet metal because the use of an excessive load will soon permanently deform the vee.
(6) Anti-scratch Film
An anti-scratch film lying between the sheet metal and die protects the surface from scratches and marks. Its lifetime depends on the tools used, the angle and especially the punchtip radius.
It must be made of a non-elastic material in order not to deform under pressure.
When used, the operator has to decrease the Y stroke of the ram by the same value as the thickness of the film, which remains constant during bending.
Antiscratch films can be supplied with tensioners for correct positioning of the film and easy replacement when it starts to crack when worn.
(7) Proper Sheet Metal Support
Sheet metal must be properly supported during bending and during the return of the upper beam. This is a key factor for big sheet metal products, whose weight may cause bending deformation in the area near the die if the sheet metal is not supported properly.
(8) Punch Tip Radius
Although it is fairly rare, at times the inner part of a profile may need to be protected from scratches. In these instances, it is important to choose a punch with a tip radius that is very close to the internal radius required.
This is crucial if high force is required, as a punch with too small a tip radius will tend to penetrate the material leaving a groove in thesheet metal.
In addition to the above two mark-free mold structures, anti-mark mats, single V-shaped concave die pressure-proof rubber sleeves, block polyurethane+AT pad linings, and hard rubber concave dies can also be used to prevent bending marks on the surface of metal plates during the bending process. These materials help meet the product quality requirements.
However, rubber cushions, rubber sleeves, strong rubber blocks, and hard rubber are prone to deformation during the bending process, have a short service life, and can affect the dimensional accuracy of the bent workpiece. They are only suitable for workpieces that do not require high dimensional accuracy.
3. Magnetic Markless Bending Technology
Advantages:
Low cost: Users can make the tool (magnetic gasket) themselves.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Imagine achieving perfect sheet metal bends without any marks or blemishes. This article dives into advanced techniques that ensure pristine surface quality in metal bending processes. You'll learn about innovative…
Imagine shaping metal with such precision that it transforms into complex, custom forms effortlessly. That's the magic of press brake tooling, a vital process in sheet metal fabrication. In this…
Imagine buying a press brake and realizing it doesn't meet your needs—an expensive mistake! This guide explains the critical principles and factors to consider when purchasing a press brake. From…