Nanosecond vs Picosecond vs Femtosecond Laser: Explained
Have you ever wondered how lasers can cut through materials with such precision? This article explores the fascinating world of nanosecond, picosecond, and femtosecond lasers. You’ll learn how these lasers work, their unique advantages, and their wide-ranging applications in material processing. Dive in to uncover the secrets behind these powerful tools!
With this understanding of time units, we can see that femtosecond lasers produce extremely short pulses.
In recent years, ultrashort pulse laser processing technology has seen rapid advancements.
The Basics: Nanosecond vs Picosecond vs Femtosecond Lasers
Lasers have a variety of applications across many industries, and their efficacy is distinguished by their pulse duration. In this context, we will discuss three types of lasers primarily differentiated by their pulse durations: nanosecond, picosecond, and femtosecond lasers.
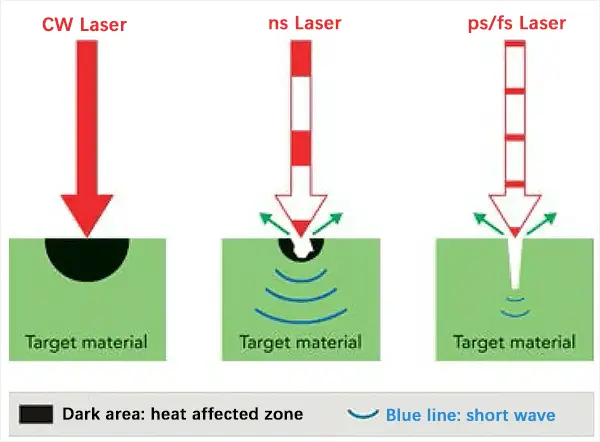
Nanosecond lasers exhibit a pulse duration of 10-9 seconds. These lasers have been in use for a long time and are suitable for many material processing applications. However, their longer pulse duration may lead to thermal damage in certain scenarios.
Picosecond lasers have a shorter pulse duration of 10-12 seconds. The reduced pulse duration minimizes thermal damage and leads to more precise material processing. As a result, they are preferred for applications requiring higher precision and less thermal impact on the material being processed.
Femtosecond lasers offer the shortest pulse duration of 10-15 seconds. Their ultrafast pulses provide unique material processing opportunities as the laser’s pulse duration is lesser than the target material’s conduction time. This characteristic allows for a “cold” processing technique, wherein the material is removed through sublimation without causing heat-induced damage.
These three laser types fall under the category of pulsed lasers, known for their ultra-short pulse durations. The key advantages of ultrafast lasers are their ability to minimize heat effects and enhance precision in material processing.
In summary, nanosecond, picosecond, and femtosecond lasers are differentiated by their pulse durations (10-9, 10-12, and 10-15 seconds, respectively). Each type has its merits and applications, with femtosecond lasers offering the highest precision and minimal thermal impacts due to their extremely short pulse duration.
Significance of Ultrashort Pulse Laser
For a long time, people have attempted to use lasers for micromachining.
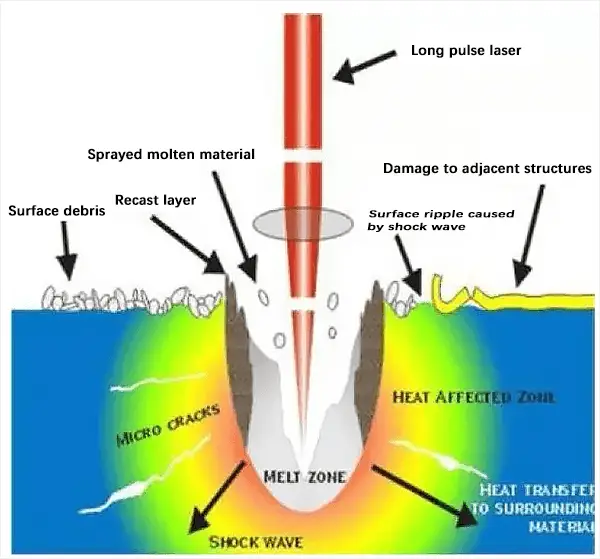
However, the long pulse width and low laser intensity of traditional lasers caused the material to continuously melt and evaporate.
Even though the laser beam could be focused into a small spot, the resulting thermal impact on the material was still significant, limiting machining accuracy.
To improve the processing quality, it was necessary to reduce the heat effect.
When a picosecond-scale laser pulse acts on the material, the processing effect changes dramatically.
With a sharp increase in pulse energy, the high power density is sufficient to remove outer electrons.
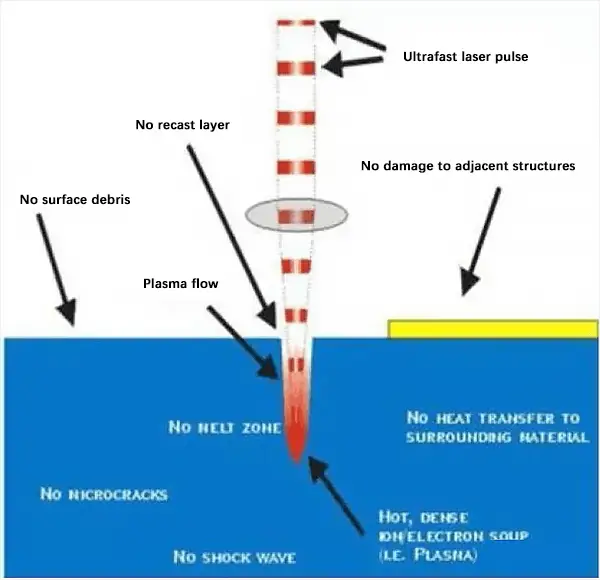
The interaction between the laser and the material is so short that ions are ablated from the material surface before energy is transferred to the surrounding materials, avoiding thermal impact.
This is why the process is also referred to as “cold working.”
Thanks to the benefits of cold working, short and ultrashort pulse lasers have found their way into industrial production and applications.
Laser processing: long pulse vs ultrashort pulse
In ultrashort pulse processing, energy is rapidly injected into a small area of action.
The high energy density deposited in an instant changes the mode of electron absorption and movement, avoiding the effects of laser linear absorption, energy transfer, and diffusion. This fundamentally alters the interaction mechanism between the laser and the material.
Position after long pulse laser processing
Position after ultrafast laser pulse processing
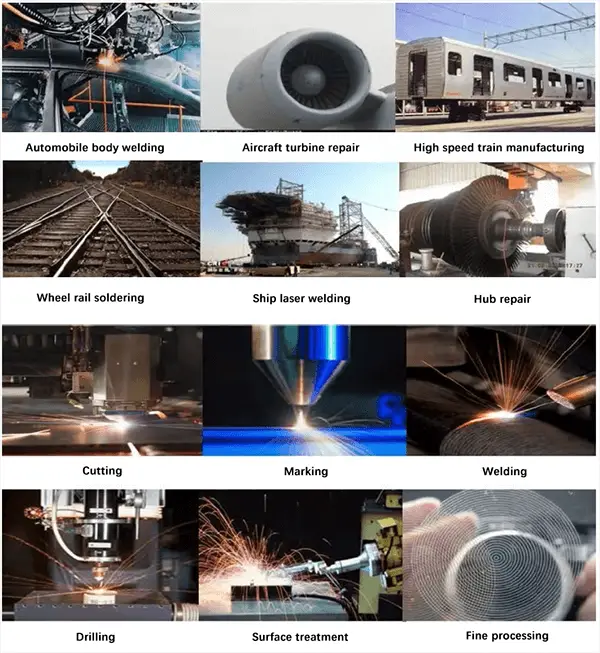
Wide Application of Laser Processing
Laser processing encompasses high-power cutting and welding.
The various laser processing methods, such as drilling, scribing, cutting, texturing, stripping, and isolation, are mainly used in micromachining for the following purposes:
Laser marking Laser drilling Laser medical treatment Laser rapid prototyping
Micro nano machining Fine laser medical Precision drilling Precision cutting
1. Drill hole
In circuit board design, ceramic substrates are being used increasingly as a replacement for traditional plastic substrates due to their better thermal conductivity.
To connect electronic components, it is typically necessary to drill hundreds of thousands of micro-meter-sized holes in the board.
Thus, it is essential to ensure that the stability of the substrate is not affected by the heat generated during the drilling process.
Picosecond lasers are an ideal tool for this application.
By using impact drilling, picosecond lasers can complete the hole processing and maintain hole uniformity.
In addition to circuit boards, picosecond lasers can also be used to drill high-quality holes in materials such as plastic films, semiconductors, metal films, and sapphires.
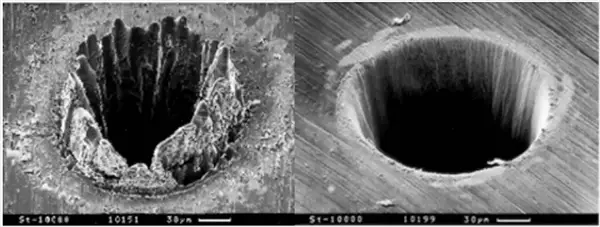
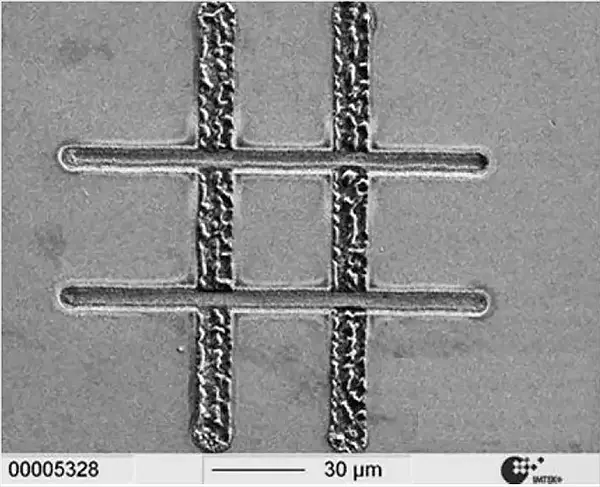
For example, when drilling a 100-micro-meter-thick stainless steel sheet using 10000 pulses of 3.3-nanosecond or 200-femtosecond lasers near the ablation threshold:
2. Scribing, cutting
Lines can be generated by scanning and superimposing laser pulses.
By performing multiple scans, it is possible to penetrate deep into the interior of the ceramic material until the line depth reaches 1/6 of the material’s thickness.
The modules are then separated from the ceramic substrate along these scribed lines, a process known as scribing.
Another method of separation is ultrashort pulse laser ablation cutting, also known as ablation cutting.
In this process, the laser removes material through ablation until the material is cut through.
One advantage of this technology is its greater flexibility in terms of the shape and size of the machined hole.
All the processing steps can be carried out using a picosecond laser.
It is also worth noting the differences in the effects of picosecond and nanosecond lasers on polycarbonate materials.
4. Line ablation (removal of coating)
Another common application in micromachining is the precise removal of coatings without causing any damage to the base material.
Ablation can range from a few microns-wide line to a large area covering several square centimeters.
Since the thickness of the coating is usually much thinner than the width of the ablation, heat cannot be conducted to the sides. In this case, a nanosecond pulse-width laser can be used.
The combination of high average power laser, square or rectangular conducting fiber, and flat-top light intensity distribution makes laser surface ablation well-suited for industrial applications.
For instance, the Trumicro 7060 laser from Trumpf company is used for removing the coating on the glass of thin-film solar cells.
The same laser can also be utilized in the automotive industry to remove anti-corrosion coatings and prepare for subsequent welding.
5. Engraving
Engraving involves creating three-dimensional shapes by ablating materials.
Although the size of the ablation may exceed the traditional scope of micromachining, its required accuracy still places it within the realm of laser applications.
Picosecond lasers can be used to process the edges of polycrystalline diamond tools for milling machines.
Lasers are an ideal tool for machining polycrystalline diamonds, which are extremely hard materials used for making milling cutter edges.
The benefits of using lasers include non-contact processing and high machining accuracy.
Micromachining has a wide range of applications and is increasingly being used to produce a variety of daily necessities.
Laser processing is a non-contact method and offers several significant advantages, including fewer post-processing steps, good controllability, ease of integration, high processing efficiency, low material loss, and minimal environmental impact.
It has become widespread in industries such as automobiles, electronics, electrical appliances, aviation, metallurgy, and machinery manufacturing, playing an increasingly important role in improving product quality, labor productivity, and automation while reducing material consumption.
Conclusion
Nanosecond, picosecond, and femtosecond lasers differ mainly in their pulse durations. A nanosecond (ns) is 10-9 seconds, a picosecond (ps) is 10-12 seconds and a femtosecond (fs) is 10-15 seconds. These ultra-short pulse durations are instrumental in determining the applications and capabilities of these lasers.
Femtosecond lasers are well-suited for applications in ophthalmology and precise material processing due to their extremely short pulses and reduced thermal damage. Picosecond lasers are similar, offering high precision in tasks like micromachining or tattoo removal. Nanosecond lasers, with longer pulse durations, find their use in applications where more energy transfer is required.
In summary, the choice between nanosecond, picosecond, and femtosecond lasers depends on the specific requirements of various applications. These ultra-fast lasers offer a range of possibilities when it comes to precision, energy transfer, and reduced thermal damage, making them indispensable tools in numerous industries and fields.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Are you puzzled about choosing between fiber lasers and solid-state lasers for your next project? This article explores the key differences in their applications, precision, and performance. By understanding these…
Have you ever wondered how cutting-edge technology achieves such precision? Fiber lasers, a marvel of modern engineering, utilize rare-earth doped glass fibers to generate highly efficient and versatile laser beams.…
Some common methods for reducing the thermal effects of laser marking machines include: 1. Optimizing the focus of the laser beam Optimizing the focus of the laser beam can make…
When you want to buy laser goggles, open the browser and you will see a wide range of laser goggles. Click in and you will see lenses of various colors…