Ultimate Guide to Selecting and Calculating Vacuum Pumps
Looking for top vacuum pump manufacturers? This article highlights the leading brands in the industry for 2024, such as NASH, Edwards, Leybold, and Atlas Copco. Each company is renowned for its innovation and reliability in producing high-quality vacuum technology. Whether you need pumps for industrial applications, scientific research, or everyday products, these brands have set the standard. Dive in to discover the best manufacturers, their histories, and what makes them stand out in the market.
Vacuum refers to a space devoid of matter. In practical terms, a vacuum is any space where the gas pressure is lower than atmospheric pressure (101325 Pa). True vacuum, or absolute zero pressure, is theoretically impossible to achieve due to technical limitations.
Vacuum Degree
Definition and Importance
The vacuum degree is a measure of the sparsity of gas under vacuum conditions, typically expressed in terms of pressure values. It is a critical parameter in various industrial applications, particularly in processes that require controlled environments, such as semiconductor manufacturing, chemical processing, and metalworking.
Types of Vacuum Degrees
In practical applications, there are two primary types of vacuum degrees:
Absolute Vacuum: This represents the total absence of any gas molecules. However, achieving a perfect absolute vacuum is practically impossible. Instead, absolute pressure is measured, which is the pressure relative to a perfect vacuum.
Relative Vacuum: This is the pressure difference between the system’s pressure and the atmospheric pressure. It is often referred to as gauge pressure, which is the pressure reading obtained from a vacuum gauge.
Measurement and Interpretation
The value read from a vacuum gauge is known as the vacuum degree. This value indicates how much the actual system pressure is lower than the atmospheric pressure. The gauge pressure, therefore, is the difference between the atmospheric pressure and the absolute pressure within the system.
Industry Terminology and Calculations
In the industry, the vacuum degree is also known as the ultimate relative pressure. The relationship can be expressed as:Vacuum Degree=Atmospheric Pressure−Absolute PressureVacuum Degree=Atmospheric Pressure−Absolute PressureFor standard conditions, the atmospheric pressure is generally taken as 101325 Pa (Pascal). The ultimate absolute pressure varies depending on the type of vacuum pump used:
Water Ring Vacuum Pump: The ultimate absolute pressure is approximately 3300 Pa.
Rotary Vane Vacuum Pump: The ultimate absolute pressure is around 10 Pa.
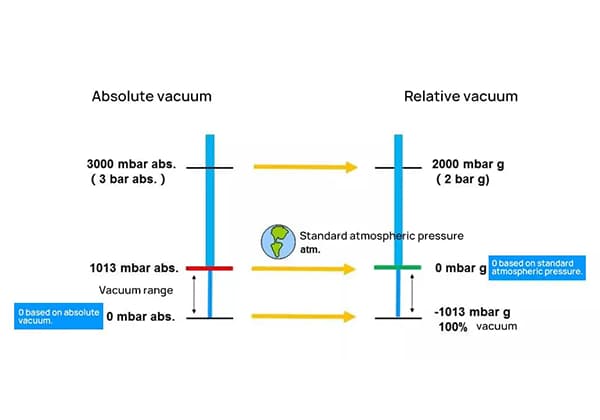
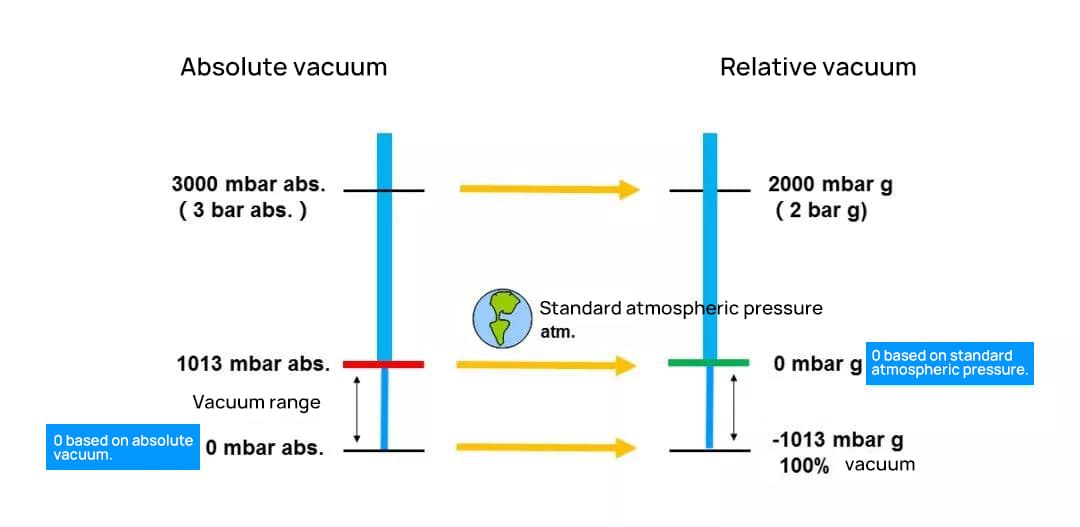
Absolute Vacuum & Relative Vacuum
Ultimate Relative Pressure
Relative pressure, often referred to as gauge pressure, measures the pressure inside a container relative to the atmospheric pressure. It indicates the actual system pressure that is lower than the atmospheric pressure. When the air inside the container is pumped out, the internal pressure drops below the external atmospheric pressure. Therefore, when expressing this pressure using relative or gauge pressure, a negative sign is used to indicate that the internal pressure is lower than the external pressure.
Ultimate Absolute Pressure
Ultimate Absolute Pressure refers to the pressure inside a container compared to a perfect vacuum, which has a pressure value of 0 Pa. Due to technical limitations, achieving a perfect vacuum (0 Pa) is impossible. Thus, the vacuum level achieved by a vacuum pump is always higher than the theoretical vacuum value. When expressing this value in terms of absolute pressure, there is no need for a negative sign. For instance, if a device’s vacuum level is marked as 0.098 MPa, it means the absolute pressure inside the container is 0.098 MPa above the perfect vacuum.
Pumping Capacity
Pumping Capacity is a critical factor that measures the pumping speed of a vacuum pump, typically expressed in units such as liters per second (L/s) or cubic meters per hour (m³/h). It accounts for the system’s leakage rate.
A vacuum pump with high pumping capacity can more easily achieve the desired vacuum level, while a pump with low capacity may be slow or unable to reach the desired vacuum level when pumping the same volume of a container. This is because it is impossible to completely prevent gas leakage from the pipeline or container, and a high pumping capacity compensates for the vacuum decrease due to leakage.
Therefore, selecting a vacuum pump with a higher pumping capacity is recommended when calculating the theoretical pumping capacity. The formula for calculating pumping capacity will be introduced below.
Example Calculation
For example, if the vacuum degree of a device is marked as 0.098 MPa, in reality, it is -0.098 MPa when expressed in gauge pressure. However, in absolute terms, it remains 0.098 MPa above the perfect vacuum.
The conversion methods between Pa, KPa, MPa, mbar, bar, mmH2O, Psi are shown in the following table:
Conversion Table for Commonly Used Pressure Units in Laboratories
Units
Pa
KPa
MPa
bar
mbar
mmH2O
mmHg
p.s.i
Pa
1
10-3
10-6
10-5
10-2
101.97×10-3
7.5×10-3
0.15×10-3
KPa
103
1
10-3
10-2
10
101.97
7.5
0.15
MPa
105
103
1
10
104
101.97×103
7.5×103
0.15×103
bar
105
102
10-1
1
103
10.2×103
750.06
14.5
mbar
102
10-1
10-4
10-3
1
10.2
0.75
14.5×10-3
mmH2O
10-1
9.807×10-3
9.807×10-6
98.07×10-6
98.07×10-3
1
73.56×103
1.42×10-3
mmHg
9.807×10-3
133.32×10-3
133.32×10-6
1.33×10-3
1.33
13.6
1
19.34×10-3
p.s.i
133.32×10-3
6.89
6.89×10-3
68.95×10-3
68.95
703.07
51.71
1
Selection of Vacuum Pumps
Selecting the right vacuum pump is crucial for ensuring the efficiency and effectiveness of the process it supports. Here are the key considerations to keep in mind:
1. The required vacuum degree for process
The working pressure of the vacuum pump must meet the process requirements. The selected vacuum degree should be half to one order of magnitude higher than that of the vacuum equipment. For instance, if the required vacuum degree in absolute pressure is 100 Pa, the vacuum pump selected should have a vacuum degree of at least 50-10 Pa.
Absolute Pressure Requirement > 3300 Pa: A water ring vacuum pump should be prioritized.
Absolute Pressure Requirement < 3300 Pa: A rotary vane vacuum pump or a vacuum pump with a higher vacuum level should be selected.
2. The required pumping capacity for the process
The pumping speed of the vacuum pump, which is its ability to discharge gas, liquid, and solid substances under its working pressure, is typically expressed in units such as m³/h, L/s, and m³/min. The specific calculation for selecting a vacuum pump can be based on the following formula:
Where:
S: Pumping speed of the vacuum pump (in L/s).
V: Volume of the vacuum chamber (in L).
t: Time required to reach the required vacuum degree (in s).
P1: Initial pressure (in Pa).
P2: Required pressure (in Pa).
3. Determining the composition of the object being pumped
Understanding the nature of the object being pumped is essential for selecting the appropriate vacuum pump:
Type of Object: Determine whether the object is gas, liquid, or particles.
If the gas contains impurities such as water vapor or particulate matter, use a rotary vane vacuum pump with caution.
For high vacuum requirements, add a filtering device to remove impurities before using a rotary vane vacuum pump.
Corrosiveness: Assess whether the object is corrosive (acidic or alkaline) and its pH value. If the gas contains corrosive substances, it should be filtered or neutralized before using a rotary vane vacuum pump.
Contamination Potential: Consider if the object will contaminate rubber or oil products. Different vacuum equipment should be selected based on the media being pumped. If the gas contains a large amount of vapor, particles, and corrosive gases, install appropriate auxiliary devices on the inlet pipeline of the pump, such as condensers and filters.
Noise, Vibration, and Appearance: Evaluate whether these factors will impact the factory environment.
Quality and Cost: Prioritize the quality of the equipment, transportation costs, and maintenance fees. As the saying goes, “you get what you pay for.”
By considering these factors, you can select a vacuum pump that meets the specific needs of your process, ensuring optimal performance and longevity.
Pumping Speed and Configuration of Vacuum System
Vacuum systems are essential in various industrial and scientific applications, requiring different vacuum levels to function effectively. To achieve these varying vacuum levels, a combination of vacuum pumps operating in different pressure ranges is often necessary. This article explores the configuration and pumping speed considerations for vacuum systems, focusing on the use of high, medium, and low vacuum pumps.
Basic Vacuum System Configurations
Direct-Venting Vacuum Pump
The simplest vacuum system configuration is a direct-venting vacuum pump, which discharges directly to the atmosphere. This setup is suitable for low vacuum applications but is inadequate for achieving high vacuum levels.
Multi-Stage Vacuum Units
For high and medium vacuum systems, multi-stage units are typically required:
High Vacuum Systems: Generally require a three-stage unit.
Medium Vacuum Systems: Typically utilize a two-stage unit.
Challenges in High Vacuum Systems
Creating an effective high vacuum system using just one high vacuum pump and one low vacuum pump is challenging due to several factors:
Continuity of Flow
High vacuum pumps have limitations on the pressure they can handle at the front stage. If the pre-stage pressure exceeds a certain threshold, the high vacuum pump cannot function properly. This pressure limitation can lead to a decrease in pumping speed, disrupting the flow continuity and causing the vacuum unit to malfunction.
Bridging the Gap with Medium Vacuum Pumps
To address the flow continuity issue, a medium vacuum pump can be introduced between the high and low vacuum pumps. This intermediate pump ensures that all pumps operate within their optimal pressure ranges. Roots pumps, also known as Roots booster pumps, are ideal for this purpose due to their ability to operate effectively in the medium vacuum range (several Pa to several hundred Pa).
Efficiency Considerations
Pre-Pumping Time
The pre-pumping time is crucial, especially for vacuum units with periodic pumping requirements. Traditional high vacuum pumps have an initial working pressure in the range of several Pa, necessitating pre-pumping by the pre-stage pump to this pressure before the main pump can start. This process can be time-consuming, as the pumping speed decreases with pressure.
Molecular Booster Pumps
Molecular booster pumps offer a solution by combining medium and high vacuum performance. They have a high compression ratio and strong pumping capacity in the medium vacuum range, making them suitable for replacing traditional multi-stage units. These pumps can operate efficiently in the range of 100-50 Pa, significantly reducing the pre-pumping burden and enhancing overall system efficiency.
Simplifying High Vacuum Units
Molecular booster pumps can simplify high vacuum units by eliminating the need for Roots pumps. For large-scale high vacuum applications, strengthening the pre-pumping capability of the pre-stage pump can further reduce pumping time. The pre-stage pump can also serve multiple devices, streamlining the vacuum unit configuration.
Medium Vacuum Applications
In medium vacuum applications requiring pressures in the range of 10-1 Pa, a three-stage Roots pump unit is often necessary. However, molecular booster pumps can achieve full pumping speed at 10-1 Pa, making them a viable replacement for two-stage Roots pumps in a three-stage medium vacuum unit.
Conclusion
The configuration and pumping speed of vacuum systems are critical for achieving the desired vacuum levels efficiently. By understanding the limitations and capabilities of different vacuum pumps, such as high, medium, and low vacuum pumps, and incorporating advanced solutions like molecular booster pumps, it is possible to optimize vacuum system performance and simplify their configurations. This approach ensures that vacuum systems operate effectively across various applications, from industrial processes to scientific research.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered how to choose the right industrial camera for your visual system? Selecting the perfect camera involves understanding the different types, such as array and line scan…
Why do motor bearings get so hot, and what can be done about it? This article dives into the causes of motor bearing heat generation, from excessive loads and poor…
Have you ever wondered why the precise fit between bearings, shafts, and housings is so crucial in machinery? This article explores the fundamentals of calculating these fits, detailing how various…
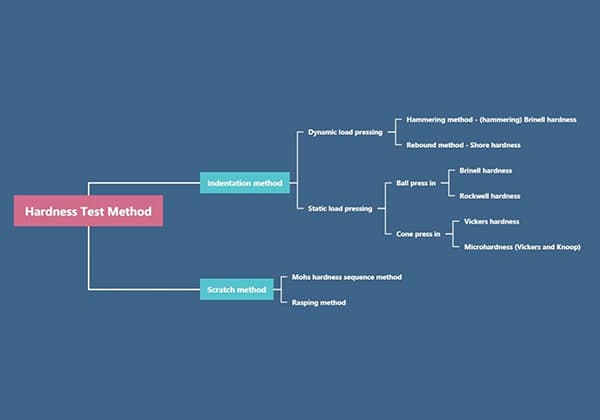
Ever wondered why diamonds are so hard? In this article, we’ll explore the fascinating world of material hardness, from talc to diamond. You’ll learn how different tests, like Brinell, Rockwell,…
Imagine knowing exactly how much stress your metal components can handle without cutting them open. X-ray residual stress measurement offers this insight by using non-destructive testing methods. This article explores…
Why do we measure hardness in materials? Understanding how Rockwell (HRC) and Brinell (HB) hardness scales compare is crucial for selecting the right materials in engineering. This article explores the…
Have you ever wondered why some screws seem to last forever while others loosen and fail? This article explores the fascinating world of screws, from tiny fasteners in gadgets to…
Have you ever wondered how frequency converters work and why they are essential in modern electrical systems? This article dives into 40 frequently asked questions about frequency converters, shedding light…