Sheet Metal Cutting Force Calculation (Based on Hydraulic Guillotine)
Ever wondered why some metal sheets come out perfectly flat while others warp and distort? This article reveals the secrets behind cutting forces in rotary plate shears. You’ll learn how different angles and clearances affect the quality and efficiency of metal shearing. Get ready to uncover the mechanics that ensure precision in every cut!
Comparison of Rotary Plate Shears and Ordinary Plate Shears
Blade Design and Shearing Process
Compared to ordinary plate shears, most rotary plate shears adopt an oblique blade design. This design is advantageous because it allows for a more efficient shearing process. The oblique blade reduces the shearing force required and minimizes the deformation of the sheet metal.
Advantages of Rotary Plate Shears
Rotary plate shears are widely used in the industry due to several key benefits:
Simple Structure: The design of rotary plate shears is straightforward, which simplifies maintenance and operation.
Low Failure Rate: The simplicity of the structure contributes to a lower likelihood of mechanical failure.
High Efficiency: The oblique blade design enhances the efficiency of the shearing process.
Minimal Sheet Deformation: Sheets processed by rotary plate shears do not experience bowing, warping, or distortion, which is crucial for maintaining the quality of the final product.
Shearing Mechanism
In the shearing process, the blade support of the swing beam shearing machine undergoes a rotary motion. This rotary motion is essential as it changes the cutting angle and shear clearance of the blade during the process. The varying cutting angle and shear clearance help in achieving a clean and precise cut.
Design Considerations and Challenges
One of the challenges in the design of rotary shears is the calculation of the sheet metal cutting force. The current design methodology often calculates the cutting force based on the assumption of straight motion of the blade support. However, in reality, the blade support undergoes rotary motion. This discrepancy can lead to inaccurate calculations of cutting force, resulting in design size deviations and potentially affecting the normal performance of the machine.
Cutting Force Calculation
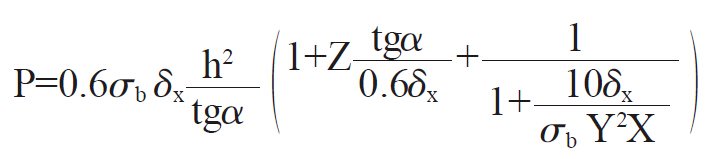
The cutting force calculation for inclined blade shear with blade support in straight motion primarily uses the Norshari Formula, developed by a former Soviet scholar. This formula is crucial for determining the force required in the shearing process, particularly for machines with straight-moving blade supports.
In the cutting force formula:
σb – Plate Tensile Strength Limit,N/mm;
δx—Plate Elongation Ratio;
h—Plate Thickness, mm;
α— Cutting Angle, °;
X、Y、Z – Respectively refer to bending force coefficient, cutting blade sidewise clearance relative value, press material coefficient.
Limitations of the Norshari Formula
The Norshari Formula does not account for the changing shear relief angle during the shearing process and assumes a fixed shear clearance. Consequently, it is only applicable to shears with blade support that moves in a straight motion.
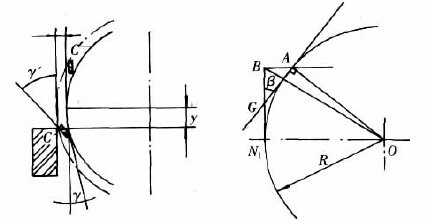
Shear Relief Angle and Shear Clearance
During the shearing process, the relief angle can vary within the range of γ±β. The quality of the plate shear and the force required are highly sensitive to the shear clearance. A larger shear gap increases the proportion of the pulling function, leading to poorer shear quality. For medium thickness plate cutting, the shear clearance should ideally be controlled between 8% to 12%.
Rotary Shearing Machines
For rotary shearing machines, achieving the required γ±β is challenging due to the simplified blade installation process. When the shear gap exceeds the experienced value, it leads to a change in shear force. An increase in shear clearance results in a higher relative value of shear sidewise clearance, thereby increasing the force required for shearing.
Impact of Pulling Function
A prominent pulling function during the cutting process increases shear force and power loss, causes plastic deformation of the plate, increases friction between the blade and plate, and reduces the cutter’s service life. Therefore, when calculating the cutting force for rotary shearing machines, it is recommended to choose a higher relative value of shear blade sidewise clearance and a higher blade dulling coefficient.
Practical Calculation Example
The calculation of shear force for a shearing machine typically uses a technical formula. Most calculations are based on ordinary Q235 steel plates, with conversion factors for different materials:
Q235 Steel Plate: Conversion factor = 1
Q345 Steel Plate: Conversion factor = 1.4
304 Stainless Steel: Conversion factor = 2
Example Calculation
For a 10mm thick and 6000mm long Q235 steel plate: Shear Force=10×6000×23.5=1410000 N=141 Tons
For a Q345 steel plate: Shear Force=141×1.4=197.4 Tons
For a 304 stainless steel plate: Shear Force=141×2=282 Tons
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
How do you choose the right sheet metal cutting equipment? With numerous options ranging from traditional shears to advanced laser cutters, selecting the best tool can be daunting. This article…
Sheet metal shears, as the name implies, is a machine used for cutting sheet metal. The material selection is based on the general Q235 plate. If cutting Q345 plate, then…
Have you ever wondered how those massive steel plates are cut with such precision? Enter the world of hydraulic shearing machines - the unsung heroes of the metal fabrication industry.…
Is your mechanical shearing machine not working as it should? In this guide, you'll find detailed troubleshooting steps for common issues such as inconsistent shearing widths, surface straightness problems, excessive…
Have you ever wondered which companies are leading the hydraulic shearing machine industry? This article explores the top 26 manufacturers worldwide, detailing their history, specialties, and global reach. From long-established…
Ever wondered how to maximize the efficiency and safety of your shearing machine? This guide delves into essential tips for operating and maintaining these powerful tools. From choosing the right…
Have you ever wondered how factories achieve precise metal cuts with minimal effort? Enter the notching machine, a versatile tool used to cut metal plates at various angles. This article…
Ever wondered who the top players are in the shearing machine industry? In this article, we'll explore the leading shearing machine manufacturers in China for 2023. You'll discover companies that…
What sets hydraulic guillotine shears apart from swing beam shears, and why do these distinctions matter for your metalworking projects? This article explores the key differences, including blade movement, shear…