With the advancement of sheet metal processing technology, China’s fabrication technology is also evolving and the gap with developed foreign countries is closing.
Many renowned foreign companies are relocating their manufacturing bases to China and bringing with them innovative ideas in sheet metal processing.
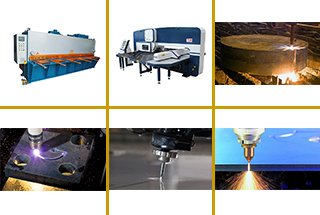
Traditional sheet metal cutting equipment includes both numerical and non-numerical control shears, presses, flame cutting, plasma cutting, and high-pressure water cutting.
These devices have a significant market share and are well-known for their affordability.
While they have some disadvantages compared to modern laser cutting technology, they also have their own unique advantages.
After reading the following descriptions of different sheet metal cutters, you will be able to determine which metal cutting equipment is best for your needs before learning how to cut sheet metal.
Shears
Numerical Control (NC) shears are primarily designed for straight line cutting and can cut sheets up to 4 meters in length. However, they are limited to cutting only straight lines and are suitable for industrial applications that only require straight line cutting after flattening.
CNC/turret punch presses offer greater versatility in machining curves, as one punch can be equipped with one or more sets of square, round, or other specialized punch molds. They are typically used for specific sheet metal work, most notably in the cabinet industry. The main processing techniques include straight-line cutting, cutting square and round holes, and producing relatively simple and fixed patterns. These presses are mainly used on carbon plates with a thickness of less than 2mm, and the cutting area is typically in the range of 2.5m x 1.25m.
However, the use of punch presses for cutting stainless steel plates with a thickness greater than 1.5mm is not recommended as it leads to high mold consumption due to the high viscosity. Additionally, punch presses are limited in their ability to punch thick steel plates, and the resulting surface may be subject to collapse. The high cost and long mold development cycle, as well as low flexibility, are further disadvantages of this method.
In many countries, cutting steel plates thicker than 2mm is generally done using modern laser cutting, instead of punch presses. This is due to the lower surface quality of thick plate punching and shearing, as well as the need for larger tonnage to punch thicker plates. This is considered a waste of resources and is also not environmentally friendly due to the high noise levels generated by the process.
Flame Cutting
As the traditional method of cutting, flame cutting still has a large market due to its low investment and low quality requirements (which can be solved with an additional machining process).
It is mainly used for cutting thick steel plates that are over 40mm in thickness.
However, its disadvantages include excessive thermal deformation, wide slots, high waste of steel, and slow processing speed, making it only suitable for rough fabrication.
Plasma cutting and fine plasma cutting are similar to flame cutting, but they have a larger heat affected zone. However, they offer better precision and speed compared to flame cutting, making plasma cutting a dominant force in medium plate processing.
The fine CNC plasma cutting machine has reached the lower limits of laser cutting in terms of precision when cutting 22 mm carbon steel sheets. The cutting speed can reach over 2 meters per minute, resulting in a smooth cutting face, with the best inclination controlled within 1.5 degrees.
However, there are some disadvantages to plasma cutting. Thermal deformation can be excessive when cutting thin plates, and the inclination can be larger. When high precision cutting is required, plasma cutting may not be the best option. Additionally, the consumables used in plasma cutting are very expensive.
High-pressure water cutting is a technique that utilizes a high-speed water jet mixed with carborundum to cut sheet metal.
This method has very few restrictions on the materials it can cut and can reach a thickness of up to 100mm.
Not only can it cut easily breakable materials, such as ceramics and glass, which pose challenges for thermal cutting, but it can also cut high-reflective materials, like copper and aluminum, which are difficult to cut using lasers. However, laser cutting has its own challenges.
One disadvantage of high-pressure water cutting is its slow processing speed, and it can create a lot of waste and debris, making it not environmentally friendly. Additionally, it requires a large number of consumables.
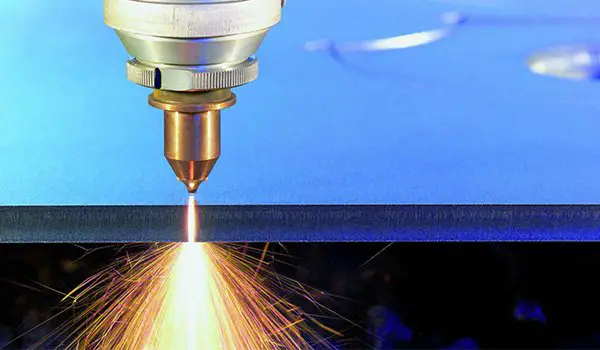
Laser cutting is a game-changer in sheet metal processing, serving as the cornerstone of sheet metal fabrication. With its high flexibility, fast cutting speed, efficient production and short production cycle, laser cutting has gained widespread popularity among customers.
One of the key advantages of laser cutting is its absence of cutting force and deformation. Additionally, it requires no tool wear and has good material compatibility.
Whether the parts are simple or complex, laser cutting can produce precise cuts quickly. It offers narrow slits, high-quality cuts, high automation, ease of operation, low labor intensity, and a pollution-free environment.
Laser cutting also enables automatic cutting and nesting, improving material utilization and reducing production costs, resulting in a good economic outcome.
This technology has a long lifespan and is currently being used to cut plates thicker than 2 mm in other countries.
Many foreign experts predict that the next 30 to 40 years will be the golden age of laser processing technology, especially in the realm of sheet metal processing.
In Conclusion
It is generally recommended to use laser cutting for carbon steel plates up to 20mm thick, stainless steel plates up to 10mm thick, and non-metallic materials such as acrylic and planks.
For steel plates between 20mm and 50mm, plasma cutting is recommended.
Flame cutting is the recommended method for steel plates above 50mm.
When processing fragile non-metallic materials such as copper, aluminum, glass, and marble, water knife cutting is recommended.
In the sheet metal fabrication industry, where a single variety is relatively common, such as cabinet batch production with sheet thickness below 1mm, CNC punching machines are recommended, and other cutting methods may be used to assist in the cutting process.