Imagine a world where lightweight, intricate metal parts can be mass-produced with exceptional precision and minimal cost. This is the promise of zinc alloy die casting. In this article, you’ll discover the unique properties of zinc alloys, their advantages in manufacturing, and the challenges they present. Dive in to learn how this versatile technique can revolutionize production efficiency and product quality, offering valuable insights for engineers and manufacturers alike.
I. Characteristics of Die Casting with Zinc Alloys
Zinc alloys exhibit superb mechanical and electroplating properties. The surface roughness, strength, and ductility of die-cast zinc alloy parts are all excellent.
Due to the exceptional fluidity of zinc, it can be used to create thinner products, with wall thicknesses achievable down to 0.5mm.
The primary drawback of zinc is its high density, which results in heavier and more costly products, making it more suitable for small parts. Additionally, zinc alloys lack dimensional stability.
3) The most commonly used die-cast zinc alloy is ZAMAK 3.
II. Models of Die-Cast Zinc Alloys
The international standards and models corresponding to ZAMAK 3 are as follows:
United Kingdom
BS:1004-1972 Alloy A
United States
ASTM:B240-74 Alloy AG40A; SAE:903
Japan
JIS:H2201 Na 2(ZDC2)
Germany
DIN 1743:1978 GB ZN A14
Australia
AS 1881-1977 Zn A14
Taiwan
CNS: ZAC1
China
GB: Z ZnAl4
III. Composition of Die-Cast Zinc Alloys
The chemical compositions of several commonly used zinc alloys are as follows:
ZAMAK 2
ZAMAK 3
ZAMAK 5
Al
3.8-4.2
3.8-4.2
3.8-4.2
Cu
2.7-3.3
≤0.030
0.7-1.1
Mg
0.035-0.06
0.035-0.06
0.035-0.06
Pb
≤0.03
≤0.003
≤0.003
Fe
≤0.020
≤0.020
≤0.020
Cd
≤0.003
≤0.003
≤0.003
Sn
≤0.001
≤0.001
≤0.001
Si
≤0.02
≤0.02
≤0.02
Ni
≤0.001
≤0.001
≤0.001
IV. Dimensional Stability of Zinc Alloys
Zinc alloy products will continuously shrink after molding, stabilizing essentially after six months. The shrinkage of zinc die castings is as follows:
Casting Processing
Time
Alloy No. 3 mm/m
Alloy No. 5 mm/m
Standard Aging Variation
5 weeks later 6 months later 5 years later 8 years later.
0.32 0.56 0.73 0.79
0.69 1.03 1.36 1.41
After Stabilization Treatment
5 weeks later 3 months later 2 years later
0.20 0.30 0.30
0.22 0.26 0.37
Due to the pronounced continuous shrinkage phenomenon of zinc alloys, it is recommended to perform stabilization post-processing (100-120°C, 2-4H) for products with strict size requirements.
V. The role of chemical composition in zinc alloys:
1) Aluminum (Al)
Die-cast zinc alloys typically contain 3.9-4.3% aluminum. Aluminum enhances the strength of the castings, but the strength is optimal only at 3.5% and 7.5%.
Meanwhile, the addition of aluminum affects the fluidity of the zinc alloy. The fluidity of the zinc alloy is best when the aluminum content is 0% and 5%.
Due to the relative contradictions in the impact of aluminum content on zinc alloy castings, the control of aluminum content in zinc alloys is strict. This can be clearly seen from the following two charts:
1) From the analysis, it is evident that in the production process, the amount of aluminum mixed into the zinc alloy should be strictly controlled.
2) Magnesium (Mg)
Trace amounts of magnesium in the zinc alloy can mitigate grain corrosion (micro-corrosion) caused by impurities.
However, an excess of magnesium can increase the brittleness of the casting. In production, magnesium tends to burn off easily, so the more recycled the production, the lower the magnesium content.
3) Copper (Cu)
The role of copper in zinc alloys is similar to that of magnesium. It can reduce grain corrosion and increase the strength of the zinc alloy.
However, if its content exceeds the specified range, the dimensional stability of the casting decreases. Given copper’s high melting point, its content in production should be controlled.
4) Iron (Fe)
Iron in zinc alloy readily reacts with aluminum to produce a compound (FeAl3) that is lighter than zinc and can be removed during slag cleaning.
Iron has no impact on the mechanical properties and die-casting performance of the casting. However, hard compounds can affect polishing and machining tools.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
1. Objective To standardize the production operational procedures for all zinc alloy die-casting products within the company. 2. Scope This is applicable as an operational guide for both the company’s…
Attention all mechanical engineers and manufacturing professionals! Are you struggling with pesky anodizing defects in your aluminum products? Look no further! In this blog post, we'll dive deep into the…
Have you ever wondered what makes your car's engine parts so durable and efficient? This article unveils the secrets behind casting aluminum alloys, the unsung champions of automotive engineering. Learn…
Why is the debate between aluminum alloy and copper conductors so critical in the electrical industry? As materials for conductors, both have unique benefits and drawbacks. This article explores the…
What if the choice between zinc and aluminum could revolutionize your manufacturing process? In the world of die casting, understanding the strengths and weaknesses of each material is crucial. This…
What makes 7050 aluminum alloy a standout material in high-strength applications? This blog post explores its unique composition, including zinc, magnesium, copper, and zirconium, which enhance its strength and resistance…
Imagine a material that remembers its shape even after being twisted, bent, or stretched. Shape memory alloys (SMAs) do just that, transforming engineering across various fields. This article explores how…
Have you ever wondered about the fascinating world of casting? This ancient yet ever-evolving manufacturing process shapes our daily lives in countless ways. In this blog post, we'll explore the…
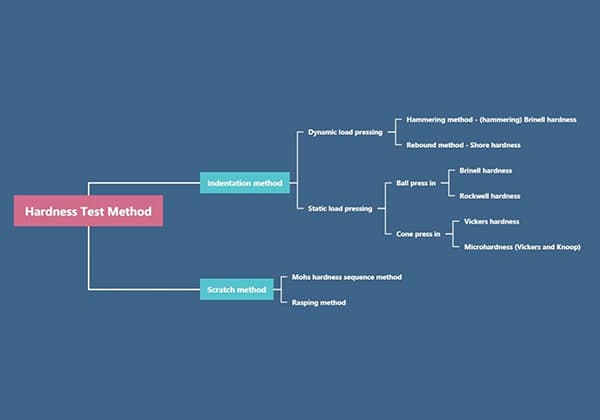
Ever wondered why diamonds are so hard? In this article, we’ll explore the fascinating world of material hardness, from talc to diamond. You’ll learn how different tests, like Brinell, Rockwell,…