The development of modern manufacturing technology requires that presses not only operate at high speed, high precision, and large loads but also have greater flexibility. They must be able to design the motion curve of the slider according to different materials and process requirements.
Based on the abandonment of energy-consuming components such as the flywheel and clutch in traditional mechanical presses, servo presses adopt the AC servo motor as the press’s power source. The motor’s rotating motion is converted into the linear motion of the slider through an actuator such as a screw, crank, or connecting rod. This enables the servo press to achieve controllable motion of the slider, meeting the needs of flexible and intelligent stamping processing.
The servo press can enhance the technical level and manufacturing capacity of complex-shaped stamping parts, high-strength plates, and aluminum alloy plates. This fully reflects the future development trend of forging press machine tools.
Production status of traditional press
The mechanical press is the most commonly used stamping equipment in the metal and plastic processing industry. It is powered by a DC motor, AC motor, or a variable frequency speed regulation motor, while the actuator is comprised of a crank and multi-connecting rod. The press operates by running the flywheel at high speed under no-load and releasing energy during the load stage to complete the stamping process.
Disadvantages of traditional mechanical press
Traditional mechanical presses have the following disadvantages.
Low production efficiency and large potential safety hazards
Fig. 1 shows the common assembly line production mode.
Traditional mechanical press assembly line operation
The operator is responsible for loading and unloading materials.
During the operation, personnel experience high labor intensity, which can lead to fatigue and potential safety hazards. Additionally, manual operation in the production process can cause deformation during transportation and production, which can greatly impact the compliance rate and assembly performance of parts.
Furthermore, the assembly line operation means that if there is a problem in one process, the entire line may face shutdown, which can adversely affect production efficiency.
High energy consumption
The conventional crank press operates by continuously rotating the motor, which in turn rotates the flywheel. The slider movement is controlled through the clutch, which utilizes the inertia of the flywheel.
However, this process results in a low energy utilization rate of only 65% for the high-power motor. A significant amount of energy is wasted during the movement process, which increases production costs.
Large noise, large vibration and reduced die life
There are various types of noise generated by crank connecting rod machine tools:
Firstly, the noise generated by mechanical press during plate processing and forming can exceed 90dB, reaching up to 93dB.
Secondly, there is noise caused by the idling of the motor.
Thirdly, noise is generated due to the change in impact motion when the clutch and brake of the press work.
Therefore, it is essential for operators to wear anti-noise earplugs to prevent hearing loss.
Simultaneously, the movement of the sliding block produces significant vibrations, which can adversely affect the working parts of the die.
If the die operates in an environment with frequent vibration for an extended period, it can significantly impact its service life.
Product quality and performance cannot be guaranteed
The cold stamping process carried out at room temperature can result in various quality defects, such as cracking, wrinkling, necking, and slip lines.
Several factors can influence the quality of the process, including the forming process, sheet properties, die parameters, process parameters, equipment accuracy, and working conditions.
When subjected to the same forming process conditions, the drawing speed’s appropriateness is also a critical factor that cannot be overlooked.
Traditional presses may not be able to control the drawing speed effectively, leading to unstable production and inconsistent quality issues.
Advantages of servo press in stamping production
Improve production efficiency
The servo press retains the advantages of the crank press, especially in terms of production efficiency, which is much higher than that of a hydraulic press. This reflects the combination of the processing quality of hydraulic press and the production efficiency of the mechanical press.
In addition, a servo motor-driven crank press can adjust the stroke of the slider according to different workpieces. During a cycle, it does not need to complete a full 360° rotation, but only needs to swing at a certain angle to complete the stamping production. This further shortens the cycle time, minimizes the invalid stroke, and greatly improves production efficiency.
Thanks to the high precision and stability of the servo press, the quality of the parts is greatly guaranteed, and the time needed for die maintenance is reduced. Moreover, the emergence of servo press also reduces the operational risk for staff.
Energy-saving and environmental protection
The conventional crank press uses a motor to rotate the flywheel, which in turn controls the movement of the slider through the clutch, depending on the inertia of the flywheel.
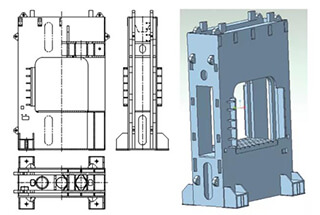
In contrast, the press in Fig. 2 is driven by a servo motor, which provides the necessary torque to operate. Using mechanisms such as screw rods and multi-connecting rods, the small motor can generate a large force without the need for a clutch. The motor driving unit also controls the starting and stopping of the motor.
Fig. 2 Servo press
The motor in a crank press only rotates during stamping since the flywheel is not present, resulting in savings of idle energy consumption from both the motor and flywheel.
Additionally, the absence of a clutch reduces energy consumption related to the clutch.
When compared to traditional presses of the same tonnage and servo presses, the servo press can save more than 35% energy.
Low noise and long service life of die
By utilizing imported servo motor and CNC control system, a unique working characteristic curve can be created to regulate the punch speed during blanking. This helps to reduce the vibration and noise produced during blanking and also improves the lifespan of the die.
According to research conducted by Komatsu company in Japan, the blanking noise generated by servo motor driven NC press is more than 20dB lower compared to that of the conventional crank press.
Additionally, as there is no idling of the motor and flywheel, no noise is produced during the blanking process.
Production and application of servo press
Relationship between press and blank
The working speed of the press is determined by both the drawing speed of the sheet metal at a macro level and the strain rate of the sheet metal at a micro level.
Based on the plastic forming theory, an increase in the strain rate results in material hardening. However, when the deformation speed is further increased, the heat generated in the plastic deformation process reduces the hardening effect (refer to Fig. 3).
Fig. 3 Relationship between sheet plasticity and strain rate
Based on the general trend of sheet plasticity changes with strain rate, it can be observed that when the strain rate is relatively low (ab section), the increase in strain rate leads to a greater decrease in plasticity than the increase in temperature. In other words, the sheet’s plasticity reduces with an increase in strain rate.
However, when the strain rate is high (cd section), the temperature effect becomes significant, causing an increase in plasticity equivalent to the decrease caused by the strain rate. As a result, the decrease in sheet plasticity is not significant.
When the strain rate reaches a certain threshold (de section), the plasticity of the sheet reduces sharply, causing the sheet to approach the crack edge.
From the above analysis, it can be concluded that the increase in the working speed of the press leads to a decrease in plasticity due to an increase in deformation and tensile resistance in the sheet deformation area. This, in turn, increases the stress in the force transfer area of the drawing part, increasing the risk of cracking.
Therefore, it is essential to check the press speed during the drawing process to ensure that it falls within the maximum allowable drawing speed of the sheet metal, given the maximum allowable drawing speed of different plates.
Practical application of servo press
Many enterprises are puzzled by how to ensure the formability and stability of parts while maintaining high production efficiency.
The automobile B-pillar reinforcing plate is a crucial load-bearing structural component of a vehicle’s body.
The B-pillar parts possess several structural characteristics, including large forming depth, complex section changes, usage of high yield strength raw materials, and significant height differences among parts.
However, during mold manufacturing and production, these parts are prone to issues such as cracking, wrinkling, and eccentric load. Unfortunately, these issues cannot be entirely avoided during the process and mold design.
As a result, the requirements for the use of the press have significantly increased after production began.
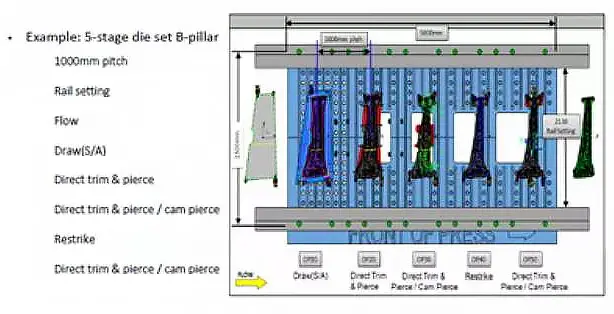
The automobile B-pillar reinforcing plate undergoes five processing procedures, from blank to finished product (see Fig. 4).
Fig. 4 Production sequence of automobile B-pillar reinforcing plate in servo press
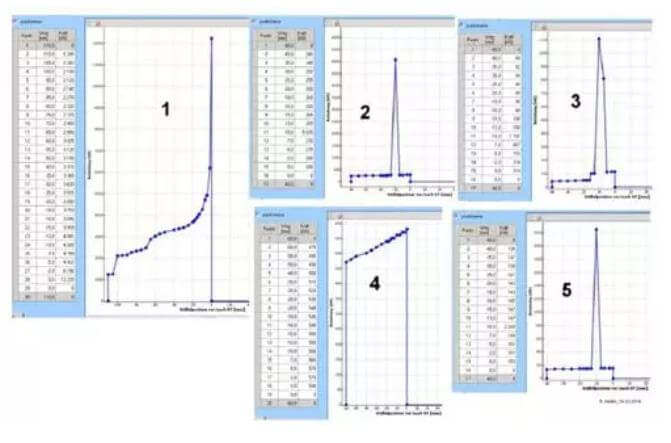
The emergence of the servo press has solved the problem of producing B-pillar reinforcing plates with high efficiency, precision, stability, and quality. Additionally, the intelligent monitoring system of the servo press can collect stress changes in real-time during the production process.
If any unqualified products or abnormal mold faults occur, the monitoring system will sound an alarm (Fig. 5), allowing on-site personnel to address the issue promptly and prevent the batch production of defective products or safety accidents.
Fig. 5 Intelligent monitoring stress change of servo press during production of B-pillar reinforcing plate
Conclusion
An AC servo motor driven press can significantly enhance equipment flexibility and intelligence, while also improving the monopolistic characteristics of a servo press. This makes it the direction for developing new generation forming equipment.
Considering its vast potential for various applications, manufacturing enterprises specializing in press equipment should accelerate research into this new technology and develop large servo presses with completely independent intellectual property rights.