The primary reason for the blackening of stainless steel welds is the oxidation of the weld surface and the high-temperature oxidation of the surrounding material.
The key causes of blackening in stainless steel include:
1) Uncleaned plate and other welding parts before welding;
2) Insufficient argon gas protection;
3) Prolonged welding;
4) Excessive current;
5) Inappropriate distance between the tungsten electrode and the weldment;
6) Incorrect choice of tungsten electrode;
7) High pool temperature and a lack of continued protection after welding;
8) Inadequate protection of the backside of the stainless steel weldment (backside blackening).
A detailed analysis includes:
1) Uncleaned welding parts before welding, such as oil impurities on stainless steel weldments, lead to blackening during welding. The solution is a thorough cleaning of the welding areas before welding.
2) Insufficient argon gas protection can be due to impure shielding gas containing oxygen and moisture. The solution is to ensure the quality of argon gas.
3) Damaged gas delivery pipelines letting other gases mix in, causing oxidation during welding. The solution is to check for leaks, block the welding gun ceramic nozzle, press the welding gun gas supply switch (be careful of electric shock), and wait to check for any pressure. This can be observed from the pressure gauge and pressure column installed on the argon gas cylinder.
4) Insufficient argon gas supply. The solution is to monitor the pressure gauge and pressure column flow. When the gas pressure is insufficient, replace the argon cylinder.
5) Mastery of welding process parameters like argon gas flow during welding, timing of gas delivery and stoppage, control of welding switch time, adjustment of welding current, distance between tungsten electrode and weldment during welding, choice of tungsten electrode, temperature of the weld pool, compatibility of the welding wire and the weldment, and welder’s technique directly relate to the welding technique level.
For the requirements of argon arc welding:
1) Pre-flow: Send gas before welding to ensure argon protection of the welding area and prevent oxidation.
2) Post-flow: Continue supplying gas after lifting the welding torch, keeping the nozzle on the weld to ensure the weld and surrounding area are not oxidized at high temperatures.
3) Control of welding torch switch: For stainless steel, especially thin plates, avoid high current and continuous welding, and use spot welding more. High current and slow welding speed cause blackening of the weld seam. Therefore, select the current based on plate thickness, choose the tungsten electrode based on the current, pick the ceramic nozzle based on the electrode, and choose the gas volume based on the nozzle. The welding speed should be fast, and the technique should be accurate.
4) Technique: The distance between the tungsten electrode tip and the weldment. If the tungsten electrode touches the weldment or is too far from it, the weld seam turns black. The main reason is to ensure the stability and intensity of the welding arc during welding.
5) Choice of tungsten electrode:
- ① Always choose tungsten electrodes marked with yellow and white, and the electrode quality should be reliable;
- ② Keep the tungsten electrode sharp during use. The reason is that if the tungsten electrode is blunt, the current is not concentrated, and the stability of the arc during welding is not easy to maintain, leading to dispersion.
6) Control of weld pool temperature: This relates to the welder’s technique and torch speed. The weld pool temperature is closely related to the weldment melting and the current size, while ensuring non-oxidation before cooling is related to the torch speed. Weld and cool at the same time, the torch speed should ensure argon protection of the front weld pool, so it won’t be oxidized at high temperatures.
7) Choose welding wire material according to the material of the weldment to ensure material consistency and prevent blackening due to material differences.
8) For the protection of the back of the weldment and surrounding areas: Argon gas protection or protective coating can be applied on the back of the weldment.
9) Welder’s welding skills and their understanding and ability to improve: Understand the principle of electric welding, understand its interrelationships, and summarize, improve, elevate, and make improvements in practice. For example, the length of the tungsten electrode coming out of the ceramic nozzle; the distance from the tungsten electrode to the weldment, the current required for different thickness weldments, and the argon flow required for different currents, etc.
Improvement example: Wind copper wire on the tungsten electrode inside the welding torch. Its function is to create turbulent flow at the nozzle outlet, increasing the width of gas protection, thus ensuring protection of the front weld point and non-oxidation protection of the surrounding area during quick torch movement.
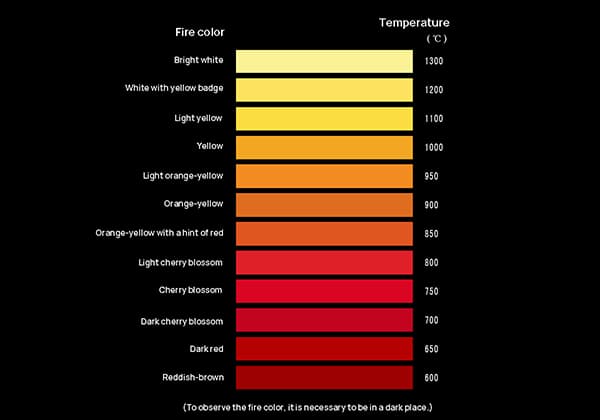
In good welding technique, the weld seam is golden or even white. But if the weld seam turns black, it needs to be treated.
Treatment for blackening of stainless steel weld seams:
The most common methods include:
1) Wool brush + polishing wax: Polish the weld seam. The weld seam and surrounding area show stainless steel luster, most suitable for mirror boxes;
2) Pickling passivation paste: Apply pickling passivation paste on the weld seam and its surrounding area. After a few minutes, thoroughly clean with water. The weld seam and its surrounding area restore the color of stainless steel.
Note:
1) Blackening treatment of stainless steel weld seam must be performed after the weldment has cooled.
2) If pickling passivation paste is applied to remove blackening, in the case of low stainless steel material number, thorough cleaning must be performed to avoid over-corrosion and color difference.
3) Blackening removal of the weld seam should be performed after the removal of welding slag.
The best solution currently feasible in our factory is to remove blackening while improving the argon arc welding technique. This can reduce the number of processes in box production. The column can be directly welded to the box, eliminating the need for column hole punching, box screw welding, and screw fixation of columns, reducing labor and material costs, while enhancing the strength of the box.
For the 45-degree frame diagonal cutting of the box, specialized molds can be purchased. This enables quick and easy production, and the product looks beautiful.